
辐射交联发泡聚乙烯电晕处理研究
2014-04-13 04:06郭小康李新峰留伟兵
中国塑料 2014年11期
郭小康,李新峰,留伟兵
(浙江交联辐照材料有限公司,浙江 兰溪321100)
0 前言
用辐射交联方式制备的聚乙烯发泡材料(IXPE),其特点是泡孔细密,表面光滑平整,在生产制作薄型产品方面具有其他任何工艺都不可比拟的特点。薄型IXPE产品可广泛使用于工业双面胶带芯材、电子产品缓冲密封垫片、医用创可贴、汽车装饰、日用品等方面。薄型发泡材料在前面提及的这些领域中使用都需要进行不干胶涂敷加工,由于聚乙烯材料表面张力较小,不能满足涂胶工艺的需要,因此,在生产IXPE 时往往需要对产品进行表面处理,提高其表面张力,改善其表面粘接性和润湿性,表面张力达到38以上[1-3],才可以满足涂胶工艺的要求。
常用的提高材料表面张力的处理方发一般有2种:电晕处理和火焰处理。火焰处理是用特制的喷灯,通过可燃气体燃烧,形成温度高达2100~2800 ℃的氧化火焰,来达到在瞬间改变材料表面性能的目的。但是火焰处理方法不适合于发泡材料,因火焰极容易引发材料泡孔收缩、塌陷,甚至引发火灾。电晕处理是提高塑料薄膜、发泡塑料等材料表面张力普遍使用的一种方法。电晕处理可改变固体材料的表面张力,电晕处理的原理是将薄型材料通过有高压存在的两电极间,高压让电极间的空气发生电离,电极间产生电子流,在材料表面形成等离子区,使材料表面由非极性变成极性表面,达到改性。另外空气在高压电场中电离产生臭氧,臭氧是一种强氧化剂,可以立即氧化塑料材料的表面分子,也使其由非极性转化为极性,表面张力得到提高,满足涂胶需要[1-2]。
不同厚度、不同倍率的IXPE 材料,采用电晕机在不同处理工艺条件进行电晕处理,得到的处理效果不同。电晕处理工艺条件变化主要包括速度变化、电流变化、处理温度变化等。电晕效果的好坏主要看在不破坏表观前提下对所处理材料表面张力提高的程度,通过测量材料表面张力即达因值的变化,可以来表征电晕处理效果的好坏。本文对电晕处理提高IXPE 产品表面张力的效果测试、控制,处理后的表面张力变化规律等几方面加以研究、探讨。
1 实验部分
1.1 主要原料
聚乙烯(PE),2426H,扬子石化-巴斯夫有限责任公司;
偶氮二甲酰胺(AC),江苏索普(集团)有限公司;
甲酰胺,分析纯,市售;
乙二醇乙醚,分析纯,市售。
1.2 主要设备及仪器
双螺杆混炼机,TSE65A,南京瑞亚高聚物制备有限责任公司;
挤出机,105,上海金湖挤出设备有限责任公司;
电子加速器,ELV-8,俄罗斯新西伯利亚物理研究所;
发泡炉,自制;
电晕处理机,CW-3600,南通三信塑胶装备科技有限公司。
1.3 样品制备
将PE和AC发泡剂按照一定比例混合,在双螺杆混炼机上混合均匀完成发泡母料造粒,再将发泡母料、自制助剂母料、PE 按比例混合,用挤出机制成不同厚度的卷状材料(称作母片);母片用电子加速器辐照,从线形结构转变为一定程度网状交联结构;交联母片通过自制发泡炉加热发泡,成为不同膨胀倍率的IXPE。
1.4 性能测试与结构表征
采用涂液法测试固体材料表面张力的测试办法是涂液法,按照GB/T 14216—2008,用甲酰胺和乙二醇乙酯2种液体按不同比例进行混合,得到一系列不同润湿张力的测试液,实验中所用测试液配比见表1;测试时将测试液涂拭在材料表面上,可保持2s液面才破裂的测试液所对应的润湿张力即表示材料的表面张力;
测定材料的电晕前表面张力时,需要把材料完成加工后放置24h再测得;材料电晕处理后的表面张力随着时间变化而会有衰减,所以分为完成处理后立即测量值(即测值)以及不同放置时间测量值,未注明时间的均为即测值;
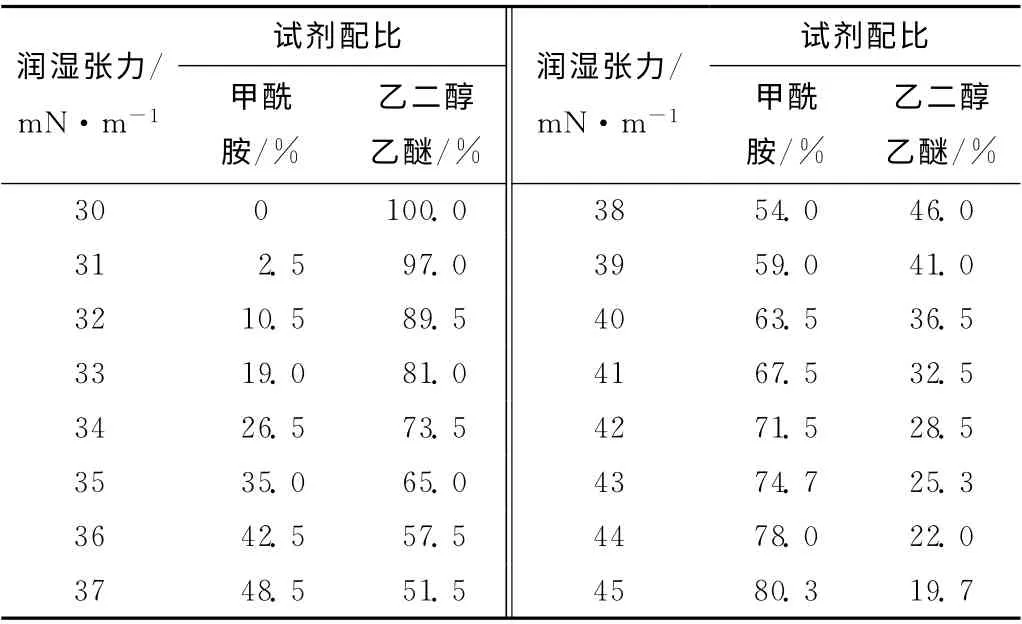
表1 测试液配比Tab.1 Ingredient of the testing solution
2 结果与讨论
2.1 材料配方对表面张力的影响
发泡材料发泡前后体积将发生很大变化,发泡后体积与发泡前体积之比称为发泡倍率,按发泡倍率不同,IXPE产品可分为5、10、15、20、25、30等不同倍率。生产不同发泡倍率产品,其原料配方不同,主要差别是发泡剂含量有差异,发泡材料的中间过程产品即发泡材料母片,由于配比差异其表面张力也不同,而且是否经过辐照交联处理也有很大区别。表2是不同材料配方母片辐照前后的张力变化情况。不同发泡倍率产品电晕处理前的表面张力状况有较大差别,而且还与是否压光有关,实验测试结果如表3所示。
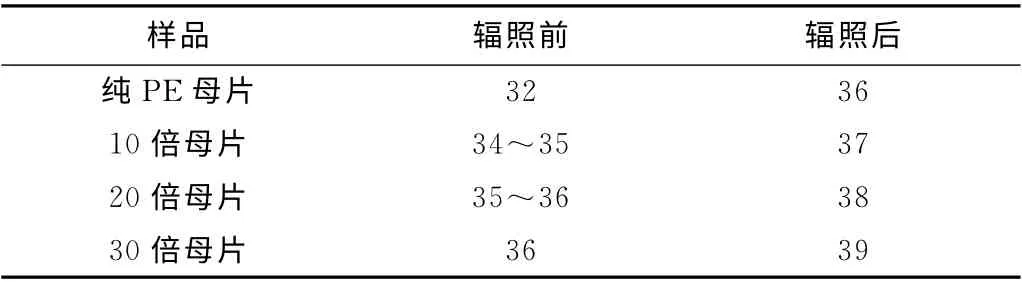
表2 不同发泡倍率母片辐照处理前后的表面张力mN/mTab.2 Surface tension of different sheets before and after irradidtion mN/m
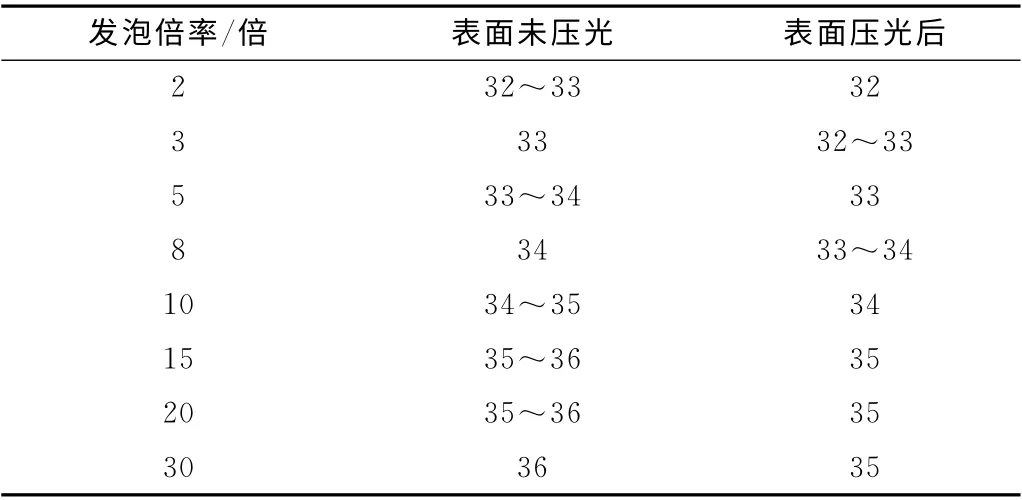
表3 不同倍率发泡产品电晕处理前表面张力mN/mTab.3 Surface tension of different base sheets before and after corona treatment mN/m
由表2可看出,纯PE 表面张力最小,随着发泡剂加入比例增加,改变了材料的结晶性,表面张力趋于增加。电子束辐照交联,可以改变材料结构,同样改变了材料表面的表面能,材料表面张力变大。
由表3可看出,随着发泡产品倍率提高,材料表面张力会增加。发泡材料的微观泡孔结构,改变了表面特性,增加了液体的润湿,发泡倍率加大,单位体积内泡孔数增加,表面泡孔结构更利于浸润。发泡材料刚完成发泡后,其表面张力小于发泡前对应的母片,这是因为发泡在高温下进行,使得表面进行了结晶融化和重新结晶,改变了前期辐照交联引起的表面变化。同一材料,若表面压光处理后,表面张力会略有下降,这是因为压光改变了材料表面的泡孔形态,形成了一层平整表皮,不利于液体的浸润。
2.2 电晕处理功率、处理线速度对表面张力的影响
同一材料在不同功率、不同速度下做电晕处理,得到的表面张力不同。电晕设备的输出功率是通过输出电流调整改变的,输出电流和处理功率成比例。表4是30倍3mm 产品在固定处理线速度(5 m/min)、不同输出电流条件下的电晕处理结果。表5给出的是在固定电晕机输出电流(2.6A)时,不同处理线速度对应的表面张力。可以看出,提高输出电流或降低处理速度,都可以提高电晕处理效果,材料可获得更高的表面张力。
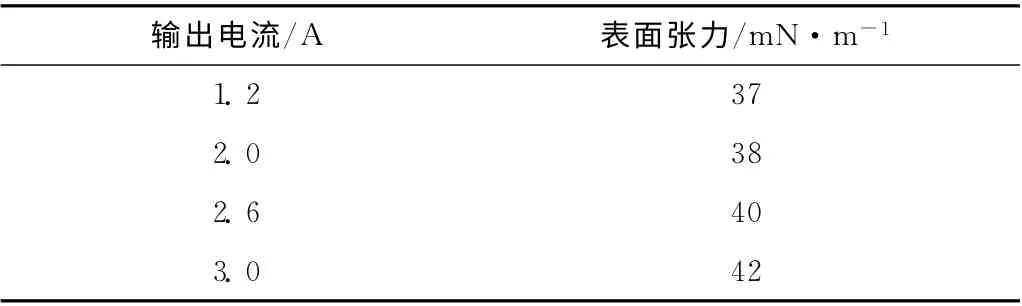
表4 输出功率对处理效果影响Tab.4 Effects of corona treatment power on surface tension
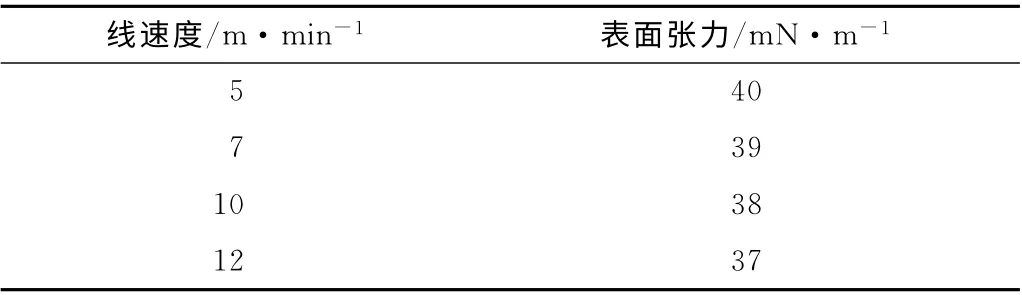
表5 线速度对处理效果的影响Tab.5 Effects of line speed on surface tension
2.3 材料厚度对电晕处理的影响
材料厚度不同,对电晕设备要求不同。调节电极时,电极距离待处理材料表面一般为1~3mm,否则电弧不均匀或形不成电弧;放电电极与放电导辊间距离一般不能太大,否则也形不成均匀电弧。放电电极与放电导辊间可离需要加大时,必须调高输出电压,处理产品厚度小时需要的输出电压较小,处理厚产品时需要加大输出电压[3]。
表6是15倍1mm 产品在处理线速度8m/min、不同输出电流条件下的电晕处理结果。结合表4数据可以看出,电晕处理达到同样的效果,发泡材料厚度较小时需要的电流较小、处理效率也高(线速度高);厚度增大,则需要加大功率,放慢处理速度。此外,试验和生产中还发现处理薄产品时更容易形成连续电弧,不容易产生放电击穿,处理结果也容易达到要求值。处理厚产品则容易出现火花不均匀现象。

表6 电晕处理工艺对处理效果的影响Tab.6 Effects of corona process conditions on surface tension
2.4 电晕处理效果与电晕处理温度关系
产品电晕处理可以在发泡生产过程中进行电晕,即在线处理;也可以发泡完成后使用前再进行处理。通过15倍1.5mm 产品做在线处理和材料放置达到室温后再做电晕处理的对比,发现在线处理效果明显容易达到要求。都按5m/min线速度处理,表面张力达到38mN/m,在线处理需要输出电流2.0A,而放置后处理时则需要输出电流2.5A。生产中也发现,不同季节,产品电晕处理生产工艺有差别,夏天需要的输出电流小,冬天则大。可见材料温度、环境温度对电晕处理效果有明显影响作用。材料温度高,有利于表面分子的极化,从而达到较好效果。笔者推荐在线电晕处理,可提高效率、降低成本。
2.5 电晕处理效果随放置时间、温度、条件的变化
材料电晕处理后,电晕效果随着放置时间会减弱直至消除。消除的快慢与放置环境条件有关[3]。15倍1.5mm 产品,经电晕处理表面张力即测达到38mN/m后,取样展平,在室内暴露于空气中放置,观测随着放置时间推移表面张力的衰减程度。结果如图1所示。
从图1可以看出,处理完毕后,大约1周时间内,表面张力衰减较小,1~2周时间范围内,衰减较快,3周开始衰减速度变缓,逐步衰减到最低值,随后基本保持不变。残留值比未作电晕处理时的材料表面张力略高。
同时把处理好的产品收卷包装完好进行放置做对比。从材料卷中心部位取得样品测量,电晕处理效果保持较好,14d 时表面张力仍能达到37~38 mN/m之间。

图1 电晕后表面张力随放置时间变化Fig.1 Surface tension after corona treatment
试验中,同时也将电晕好、表面张力38 mN/m 的材料放置在烘箱内180 ℃加热2min,取出冷却后测表面张力,其值变为35~36 mN/m 之间,等同于未处理材料。
由此可见电晕处理后材料表面张力的衰减,同温度有关、同气氛有关。温度高衰减加快,接触空气充分衰减加快。为了减少这种衰退,一是可适当加强电晕处理程度,二是要妥善包装、避免暴晒,并尽可能减少使用前的放置时间。但过分加大在线电晕处理程度,运输途中会引发粘连,使用时难于打开。
2.6 二次电晕处理电晕效果研究
经过在线处理的材料,放置直至电晕效果完全衰退,做再次电晕处理,采用与第一次处理同样的处理工艺。试验结果如表7数据所示,以15倍1.5mm 产品为例,第一次处理达到表面张力到达38mN/m,处理线速度5m/min时需要输出电流2.0A,放置1个月后,电晕效果基本消除,表面张力接近原始值,第二次处理达到38mN/m 在同样速度时电流只需要1.5A,而且客户反应更均匀,涂胶时效果更好。由此可以得出结论,生产时在线电晕处理和涂胶工序中再次处理相结合,有明显实际意义,不仅能避免第一次电晕程度太高引发运输途中的黏连,而且能得到更好、更均匀的涂胶效果。该结果与已报道的塑料薄膜产品电晕研究相似[3]。

表7 二次电晕处理工艺条件Tab.7 Conditions of second corona treatment
3 结论
(1)辐射交联发泡材料的泡孔结构能改变其表面浸润性,随着发泡倍率的提高,表面张力增加;
(2)电晕处理功率加大、速度降低,材料表面张力更容易达到38mN/m,电晕处理效果更好;
(3)电晕处理效果随温度提高而提高;电晕处理后电晕效果有衰减现象存在,常温下空气中存放,电晕效果可保持1周,3周基本衰退完毕达到稳定;衰减速度随着温度提高加快、接触空气充分也可加快衰减;
(4)通过再次电晕处理使材料表面张力达到38mN/m的涂胶要求,对材料副作用更小。
[1] 周先进,赵 燕,麦建国.BOPP薄膜电晕处理及效果研究[J].现代塑料加工应,2004,16(4):25-27.Zhou Xianjin,Zhao Yan,Mai Jianguo.Study on Corona Effect and Treatment of BOPP Film[J].Modern Plastics Processing and Applications,2004,16(4):25-27.
[2] 刘嘉铭,王宗英.塑料薄膜电晕处理效果的影响因素[J].塑料科技,1998,123(2):48-49.Liu Jiaming,Wang Zongying.Facts on Corona Effect of Plastics Film.Plastics Science & Technology.1998,123(2):48-49.
[3] 何炜德.浅淡电晕处理工艺[J].塑料,2000,29(2):42-43.He Weide.Corona Treatment[J].Plastics,2000,29(2):42-43.
猜你喜欢
大电机技术(2022年4期)2022-08-30
科学家(2022年3期)2022-04-11
弹性体(2019年2期)2019-04-30
考试周刊(2018年95期)2018-11-14
中国炼油与石油化工(2018年1期)2018-04-24
山东工业技术(2018年5期)2018-03-10
中国科技教育(2016年11期)2017-10-12
科技创新与应用(2016年34期)2016-12-23
新高考·高一物理(2016年3期)2016-05-18
汽车与新动力(2013年6期)2013-03-11
