
矿用液压电控主阀阀体自动压涨堵装置设计的研究
2020-01-08 22:42杨鹏
中国电气工程学报 2020年20期
摘要:作为煤炭智能化开采的基础控制系统之一,液压电控系统主要用于控制综采工作面的液压支架。主阀是液压电控系统的核心支撑部件,例如电磁先导阀、阀芯等重要部件均安装在主阀阀体,主阀的质量对于系统的稳定运行起到重要的作用。本文主要对矿用液压电控主阀阀体自动压涨堵装置设计的相关内容展开了分析,可供参考。
关键词:矿用液压电控;主阀阀体;自动;压涨堵装置;设计
1自动压涨堵装置设计方案
1.1布局和机构
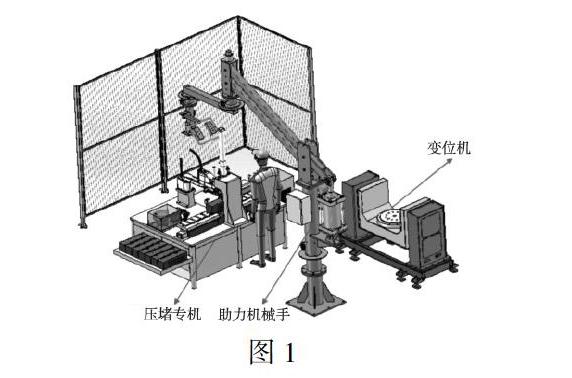
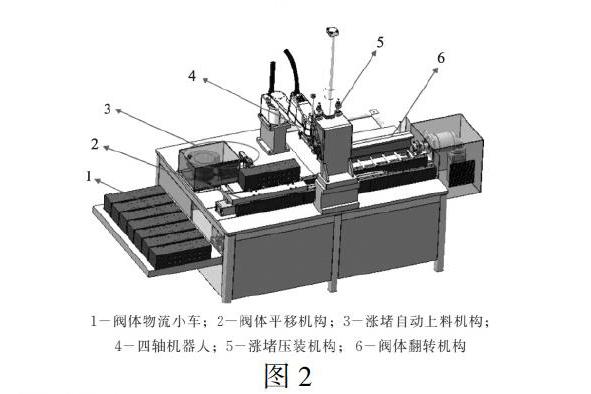
自动压涨堵装置的整体结构主要包括阀体物流小车、阀体平移机构、涨堵自动上料机构等,该装置位于主阀装配线变位机左侧,为主阀装配线线提供完成压涨堵工序的阀体,设备占地面积为2.86㎡,台面高度为520mm,上料工位阀体上表面高度为800mm,下料工位阀体上表面高度为850mm。自动压涨堵装置总体布局如图1,自动压涨堵装置整体结构如图2。
1.2主要机构详细设计
1.2.1阀体平移机构
阀体平移机构由电缸、2套双滑块直线重载导轨及阀体定位板组成。电缸和导轨与定位板之间用浮动接头连接。定位板上开6个凹槽,阀体翻转工位的挑杆进入凹槽对阀体翻面,定位板上有3个检测传感器,可检测阀体是否贴紧定位块。
1.2.2涨堵自动上料机构
涨堵自动上料机构由振动盘、电缸等组成,涨堵头朝上排列出料进入分离机构,直线振动器将涨堵送到切出位置,激光传感器检测切出口处是否有涨堵,再由电缸将涨堵带到取料位置。
1.2.3四轴机器人机构
四轴机器人机构由四轴机器人、连接件、铳杆安装机构、涨堵手爪组成。涨堵手爪取到涨堵后,根据视觉定位的坐标位置,将涨堵放入工艺孔内。第三轴旋转180°,将铳杆认到工艺孔内,第四轴下行6mm左右,待增压缸下压。
1.2.4涨堵压装机构
涨堵压装机构由气液增压缸、增压缸支架、2套视觉系统、光源、压力传感器、行程位移传感器、导向机构组成。相机1竖直安装,分析工艺孔的坐标位置,指导四轴机器人放堵、放铳杆及涨堵放置是否合格;相机2倾斜安装,分析铳杆是否合格放入工艺孔内,保证压装时不会将铳杆压偏。光源负责给2套相机提供红色光。压力传感器可实时监测增压缸输出的压力,防止气压浮动造成压力不稳定。行程位移传感器可以监测压缸下压的行程,保证涨堵压装的深度。
1.2.5阀体翻转机构
阀体翻转机构由气缸、轴承组件、步进电机等组成。阀体到达翻转工位后,气缸将阀体挑杆机构前推至定位板上的凹槽内,电机减速机带动挑杆机构向上翻转90°,使阀体主孔面朝上。人工操作助力机械手将阀体取走,传感器检测到阀体离开后,气缸缩回,挑杆机构复位。
1.2.6气动系统
气动系统主要由两位三通电磁阀(控制气液增压缸增压)、调压过滤器、减压阀、两位三通电磁阀、气液增压缸(压装)等功能部件组成,主要完成设备压装、翻转、调节气液增压缸压力和夹持涨堵等功能。
1.2.7电控系统
电控系统以西门子S7-1200PLC为控制器,以Profinet总线为介质组态,实现四轴机器人、气液增压缸、电缸、电机、视觉系统、传感器和触摸屏的信息通信和控制。
2关键技术要点分析
2.1视觉定位、视觉检测、机器视觉与机器人联动
主阀阀体在加工过程中遗留的工艺孔与阀体定位面并不平行,并且偏移无规律。当阀体重新固定后,按照图纸所给定的工艺孔坐标,工业机器人不能将涨堵放入孔内;这是因為传统意义上工业机器人是在控制系统的控制下,重复特定的动作流程完成加工。而主阀阀体在加工过程中,虽然是一个重复的动作,但是孔的坐标随着孔的变化也在不断变化。同时,产品加工精度的保障依赖于控制系统的稳定性与整个机械系统的精度。然而,加工过程中随机误差的产生在所难免,诸如不可预测的震动、产品在工位间传送发生的偏移等,此外机械结构随着长期使用、精度下降带来的系统误差还会导致产品批量报废,加上现今产品序列纷繁复杂,市场对于柔性生产的要求与日俱增,工业机器人想要在传统的控制系统下完成这一切就显得尤为困难。所以采用器人配合视觉的方式,由视觉系统准确分析孔的位置,将坐标传递给工业机器人,由工业机器人完成高精度装配,这样大大提高了产品质量和生产效率,还可以满足同类产品的共线生产,为实现柔性生产提供可能。
2.2视觉系统的设置和调试
视觉系统以EPSONPV1系统为模板,分别完成四轴机器人和视觉镜头的组态,再通过Ethernet连接机器人控制器和工控机,最终与控制器链接,完成视觉系统的组态。通过RC+软件中的VisionGuide模块,首先完成视觉坐标系与机器人坐标系的同步校准,然后针对视觉中的各种图形建立对应的图形序列。本系统中有Camera1和Camera2两个镜头,Camera1位于孔位的正上方,用于孔位的定位、判断涨堵是否放入孔内,采用Geometric对象,一般用于确定某个已知对象的位置和方向,即查找对象的特征(例如登记标志)。此方法通常用来查找零件位置,以协助将机器人引导到拾取位置和放置位置。Camera2位于孔位的斜45°上方,用于判断铳杆是否放入孔内,采用Correlation对象,Correlation对象通常一方面用于定位,如获取图像上的特征点;一方面用于测量,如零件检查时查找零件的直径、长度、角度和其他关键外形尺寸等特征;一方面用于检查,如查找简单缺陷、零件遗失或印刷模糊。
3结语
本设备投入使用后,与主阀自动装配线无缝衔接,清洗后的主阀可以直接上线装配,省掉了人工砸涨堵的工序。本设备由主阀操作人员操作,节省了劳动力,同时降低了工人的劳动强度。
参考文献
[1]王国法,范京道,徐亚军等.煤炭智能化开采关键技术创新进展与展望[J].工矿自动化,2018,44(2).
[2]张宜方.机器视觉定位技术助力工业机器人智能化[J].自动化博览,2018,35(12).
[3]宿月文,金守峰,田明锐.面向装配机器人的作业目标视觉识别与定位方法[J].组合机床与自动化加工技术,2018(10).
作者简介:杨鹏(1986.1—),性别男;籍贯陕西铜川;民族汉;学历硕士;职称工程师:职务机电总厂副厂长,单位陕西陕煤黄陵矿业有限公司机电公司
猜你喜欢
奥秘(2021年12期)2021-12-23
中国品牌(2020年11期)2020-12-23
Coco薇(2017年5期)2017-06-05
小天使·一年级语数英综合(2017年3期)2017-04-25
艺术评论(2016年10期)2016-11-28
汽车博览(2016年9期)2016-10-18
小学阅读指南·低年级版(2016年1期)2016-09-10
女士(2016年5期)2016-05-14
Coco薇(2015年12期)2015-12-10
体育教学(2009年11期)2009-07-14
