电动客车电池舱气凝胶隔热毡的安装工艺改进
2020-06-23 01:50伍豪杰钟昌霞匡小月尹相斌
客车技术与研究 2020年3期
伍豪杰,钟昌霞,匡小月,尹相斌,过 斌, 姜 铎
(1.中车时代电动汽车股份有限公司,湖南 株洲 412000; 2.长沙中车智驭新能源科技有限公司,长沙 410000)
为了保证电动客车电池在意外着火时将车辆内部以及乘客的损伤降到最低,需对电池壳体或者电池舱进行特殊的处理。气凝胶隔热毡是一种软体板状材料,常被固定在电池舱内封板上,其作用是阻燃和绝热,能够在电池意外着火后延缓火势蔓延,同时还能够将电池舱内的高温与车内短暂隔绝,为及时疏散乘客和舱内灭火提供了宝贵的时间[1-8]。目前电池舱部分位置在进行气凝胶隔热毡安装时存在效率低、对舱内封板电泳层造成损伤的问题,影响了生产效率以及整车的防腐效果。因此对电动客车电池舱气凝胶隔热毡的安装工艺进行优化显得尤为必要。
1 现行安装工艺分析
目前,我司气凝胶隔热毡是在整车电泳涂装完成后底盘上线前进行安装的,根据各个部位的结构特点安装工艺有3种:①压在PVC板或者竹胶板下,如车中部电池舱上表面安装的气凝胶隔热毡;②直接放在封板上面,如车后部电池舱上封板处安装的气凝胶隔热毡;③采用自攻钉+铝压条进行固定,如车内所有需要安装气凝胶隔热毡的立封板位置,如图1所示。
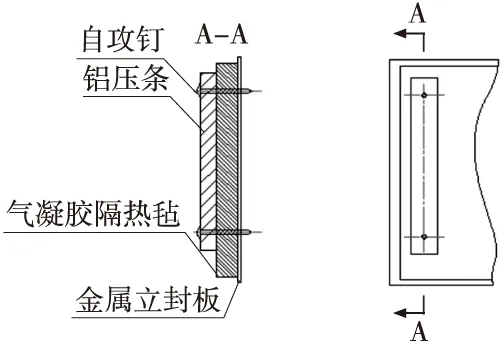
图1 “自攻钉+铝压条”安装工艺
前面两种安装工艺均不会对整车电泳层造成损伤,第三种安装工艺需要在整车电泳完之后利用气钻在已电泳好的金属立封板上开孔,然后再利用气枪将自攻钉穿过事先开好孔的铝合金压条、气凝胶隔热毡以及刚开好孔的金属立封板,气钻在金属立封板上开孔以及气枪将自攻钉打入金属立封板内这两项操作均对金属立封板上的电泳层造成破坏,成为金属立封板锈蚀的诱发点,不利于整车的防腐。同时采用自攻钉+铝合金压条的固定工艺需要借助其他辅助工具,不便于在狭小的空间进行作业,安装效率低。
2 安装工艺改进
借鉴乘用车发动机舱隔热棉的固定方式,采用电泳前金属立封板预先开孔+卡扣的型式固定气凝胶隔热毡的安装工艺。电泳前预先对金属立封板开孔,避免了电泳后钻孔对封板上电泳层的破坏。
2.1 卡扣结构设计
为提升安装效率,消除安装固定时借助其他辅助工具且对电池舱金属立封板已有的电泳层造成破坏的弊端,设计了一种快速安装卡扣,其结构示意图如图2所示。快速安装卡扣形似爪状,由扣帽、倒钩、插入销三部分组成,倒钩的设计保证了固定的牢靠性。为满足固定装置在400 ℃高温下不失效,卡扣的材料选用0.5 mm厚的304不锈钢。
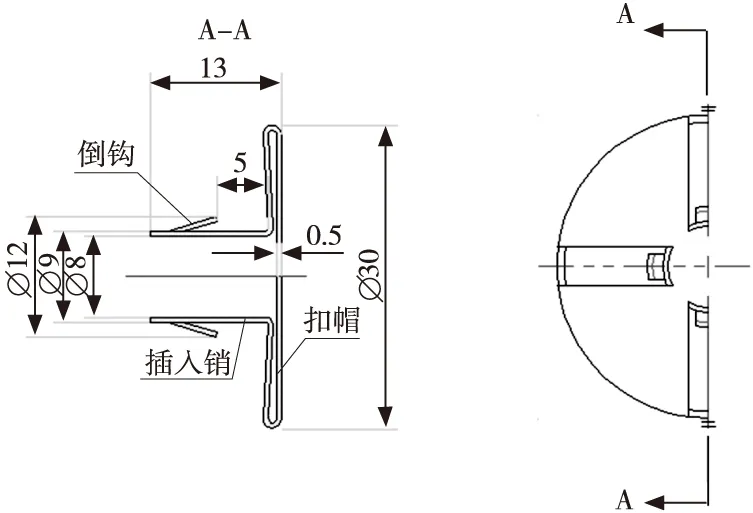
图2 卡扣结构示意图
2.2 封板及气凝胶隔热毡的开孔设计
根据快速安装卡扣倒钩、插入销的设计尺寸,在金属立封板图纸上标明气凝胶隔热毡安装固定处的开孔大小及位置,开孔孔径为9.5 mm,开孔(隔热毡固定)位置推荐采用300 mm×300 mm矩阵模式布置,布置开孔位置时注意避让金属立封板背面车架上的斜撑、立柱。依据金属立封板的开孔位置,在气凝胶隔热毡图纸上标明开孔位置及大小,孔径为22 mm。
2.3 工作原理及应用
卡扣工作原理如图3所示,利用金属的弹性变形及快速恢复的原理,安装时通过人手外力的挤压将卡扣插入气凝胶隔热毡及立封板开孔中,插入销以及倒钩被压缩变形,待倒钩完全穿过气凝胶隔热毡和金属立封板后撤去外力,卡扣立即恢复原状,将隔热毡和金属立封板很好地连接在一起,整个过程不需要借助任何辅助工具,快捷又方便。

(a)挤压过程 (b)固定状态
图3 卡扣工作原理图
3 结束语
通过借鉴乘用车发动机舱隔热棉的固定方式,对我司电动客车电池舱气凝胶隔热毡的安装工艺进行优化,完全消除了气凝胶隔热毡安装时对安装位置金属立封板电泳层的破坏,且降低了作业劳动强度,提高了生产效率,目前已被广泛推广采用。
猜你喜欢
汽车零部件(2022年10期)2022-11-01
表面工程与再制造(2022年2期)2022-06-02
汽车电器(2021年8期)2021-08-24
小猕猴学习画刊·下半月(2020年8期)2020-07-28
恋爱婚姻家庭·青春(2019年6期)2019-06-17
军事文摘·科学少年(2018年5期)2018-09-29
计算机辅助工程(2012年5期)2012-11-21
人民交通(2009年5期)2009-06-01
国外科技新书评介(2009年12期)2009-05-31