Q195直上工艺生产实践
2022-01-07 00:27屠兴圹徐建飞苏振伟
现代冶金 2021年3期
屠兴圹, 徐建飞, 于 飞, 苏振伟
(中天钢铁集团有限公司, 江苏 常州 213000)
引 言
中天钢铁集团有限公司(以下简称“中天钢铁”)Q195主要用于冷镦加工,采用的炼钢工艺为转炉→LF精炼→160×160连铸机。目前,国内许多特殊钢厂均采用直上工艺生产Q195、Q235类冷镦或冷拉拔钢丝[1-3],相比这些企业,中天钢铁Q195生产成本要大,因此,提出开展Q195直上工艺试验,以降低生产成本。
1 试验方案
为了避免轧材总氧过高可能引发的产品质量问题,同时直上工艺不宜控制过高的Al含量以防止水口结瘤,经过生产实践摸索,提出氩站吊包前将钢水溶解氧按30×10-6-60×10-6控制,此时钢水Al含量在0.002%-0.003%,一方面避免水口结瘤,同时,可以防止钢水氧含量过高。
为了控制钢水溶解氧含量,提出出钢加80-90 kg铝饼进行预脱氧,Ar站通过喂入Al线来调整钢水溶解氧,使钢水吊包时溶解氧可以控制在30×10-6-60×10-6,Al线喂入量参照表1所示。氧含量控制到位后,向钢液中喂入100-150 m硅钙线。
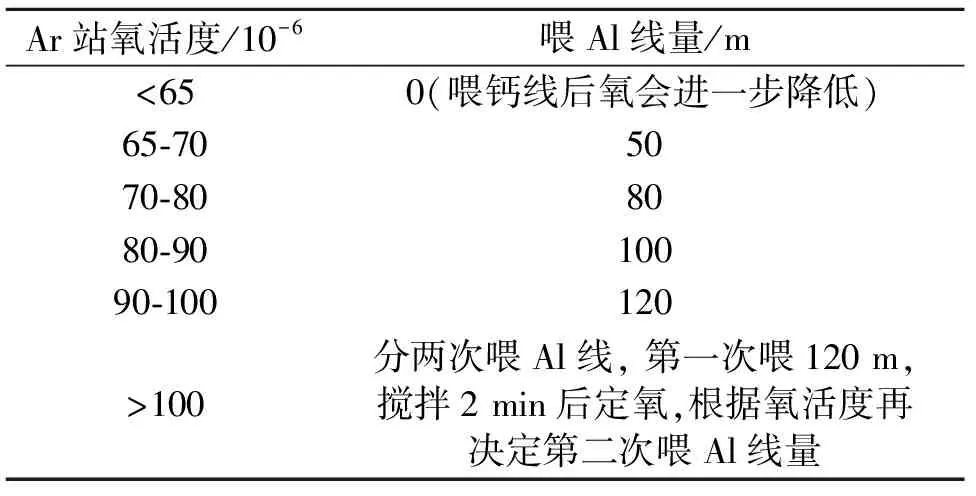
表1 氩站Al线喂入量
2 试验结果
在Q195钢种上先后开展3次直上工艺试验,共计24炉,出钢铝饼、氩站Al线和氧活度如表2所示,可以看出,通过控制出钢铝饼加入量,并在氩站向钢中喂入Al线,可以稳定的将吊包前钢水溶解氧控制在30×10-6-60×10-6(部分炉次虽然在喂入Al线后溶解氧达到65×10-6,但由于喂入硅钙线会降低约10×10-6溶解氧,故吊包时可以不定氧)。

表2 出钢铝饼、氩站Al线和氧活度
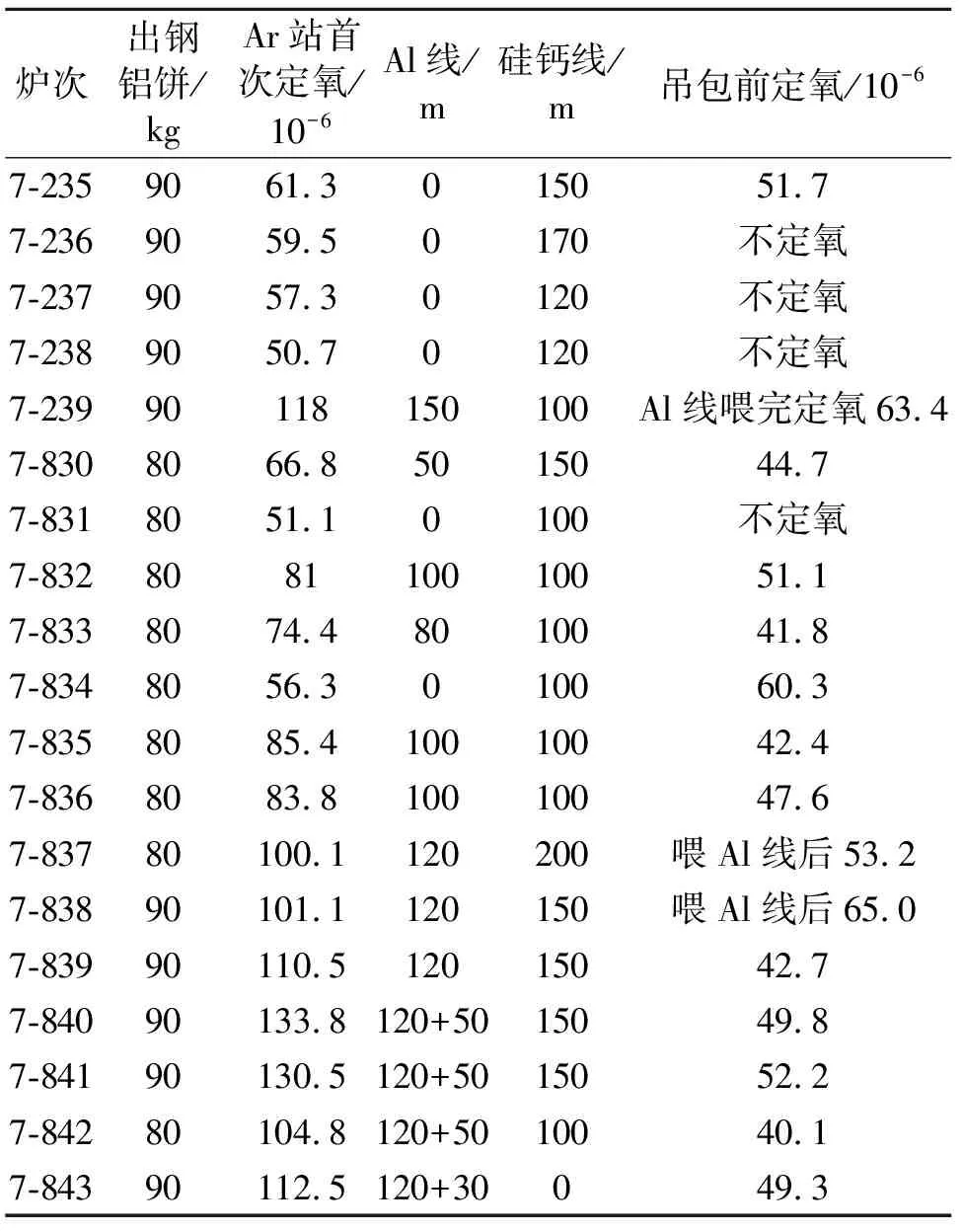
续表2
图1为浇铸过程典型的塞棒和液位曲线,可以看出,采用目前的直上工艺参数,能够满足钢水浇铸要求。

图1 塞棒和液位曲线
表3为中包Al和轧材T.O含量,可以看出,成品Al含量约0.002-0.003%,轧材总氧在55-147×10-6范围内波动。
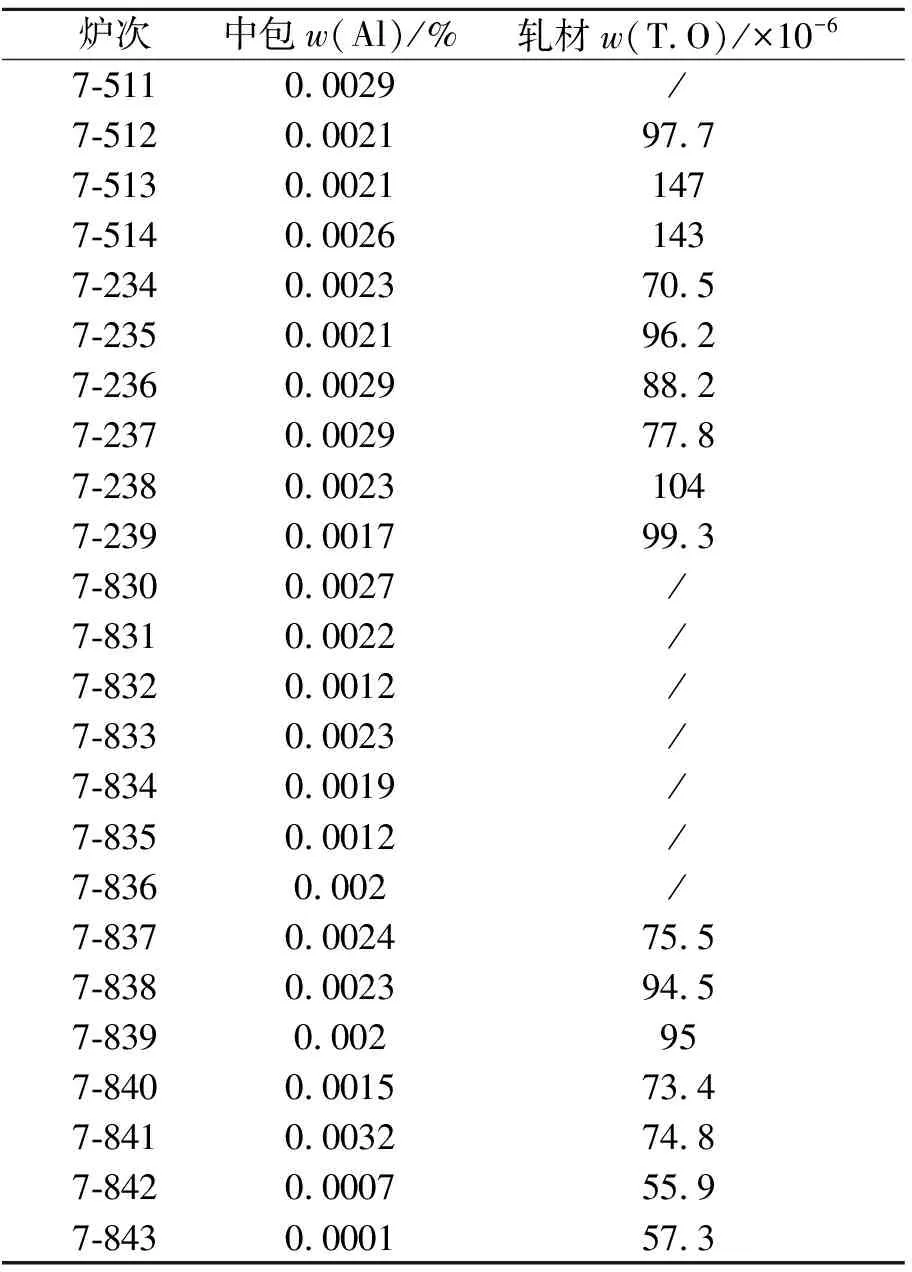
表3 中包Al和轧材T.O含量
考虑到总氧高且波动大,可能对轧材冷镦性能产生影响,为此,对轧材进行1/2冷镦性能测试,前后共检测将近350个,未发现应力导致的冷镦开裂,仅发现少量由原材料表面缺陷导致的开裂,这说明钢水洁净度对冷镦性能没有显著的影响,同时,采用目前Q195直上工艺,能够满足线材冷镦性能要求。因此,在上述基础上,进行了Q195直上工艺推广。
3 结束语
(1)钢水洁净度对冷镦性能没有显著的影响。
(2)通过采用铝饼和铝线调整钢水氧含量方法,控制吊包前钢水氧含量为30×10-6-60×10-6,满足了生产和质量要求,故将此工艺进行推广。
猜你喜欢
山东冶金(2022年1期)2022-04-19
湿法冶金(2021年5期)2021-10-14
上海金属(2021年4期)2021-07-28
上海金属(2020年6期)2021-01-04
装备制造技术(2020年2期)2020-12-14
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
中国机械工程(2016年21期)2016-12-24