硫酸法钛白废酸浓缩工艺研究
2023-11-17 08:48王海波
钢铁钒钛 2023年5期
王海波,孙 科
(钒钛资源综合利用国家重点实验室,四川 攀枝花 617000)
0 引言
钛白是重要的无机化工产品,其具有理化性质稳定及光学性能优异等特点,广泛应用于涂料、塑料、造纸、油墨和光催化等领域[1-3]。目前钛白粉的主要生产方法有硫酸法和氯化法,且硫酸法钛白产能占比较大,占全球钛白总产能的57%左右,其中我国硫酸法钛白产能贡献约43%[4-6]。在硫酸法钛白生产过程中,过滤分离水解偏钛酸和水解母液时将得到含有许多硫酸盐杂质的硫酸,浓度约为20%(质量分数),硫酸法钛白生产企业常称其为废酸。废酸中除H2SO4外,还含有FeSO4、CaSO4、MgSO4、Al2(SO4)3和TiOSO4等硫酸盐[7]。据统计,每生产1 t 钛白粉,会产生6~8 t 钛白废酸[7]。国内每年使用硫酸法钛白工艺生产的钛白粉产量接近300 万t,排放的钛白废酸超过1 800 万t[8]。废酸主流的处理方法包括中和法生成钛石膏、浸出矿石及浓缩法返回酸解工序,但中和法存在处置费用高及环保压力大等问题,而浸出矿石则受限于地域资源特性,绝大部分硫酸法钛白企业无法通过该方法处理废酸,只有废酸浓缩返回酸解工序兼具普适性、经济性及环保性,因此大部分企业采用该方法处理废酸,但目前大部分硫酸法钛白企业往往根据纯硫酸的理化性质及生产经验进行废酸浓缩操作,通常存在废酸浓缩效率低、浓缩成本高及回用率偏低等技术难题。
蒸发浓缩是工业界常用的浓缩方法[9-11]。蒸发浓缩废酸的原理是加热废酸至沸腾,使废酸溶液中的水由液态转变为气态,然后不断移除水蒸气,从而浓缩废酸。与此同时,水从液态转变为气态时,会从周围环境中吸收热量,导致废酸溶液温度降低[12],因此蒸发浓缩过程中需要及时补充热量,维持蒸发体系处于一定温度。为了降低废酸浓缩过程所需的蒸发温度,一般采用抽真空的方法。此外,为了充分利用热量,降低能耗,废酸浓缩一般采用二级浓缩,一级浓缩热源采用新鲜蒸汽,而二级浓缩热源采用一级浓缩蒸发室蒸发产生的二次蒸汽。因此,一级浓缩效率对最终废酸浓缩效率至关重要。本文中笔者将重点研究提升一级浓缩效率。
影响废酸浓缩效率的主要工艺参数包括浓缩时间、浓缩温度和真空度。目前,关于废酸蒸发浓缩工艺参数对废酸浓缩效率的影响研究缺乏,特别是针对现场实际情况的研究更缺乏,因此有必要结合现场实际情况开展相关研究,以便获得废酸浓缩工艺参数对废酸浓缩效率的影响规律及废酸浓缩效率的关键影响因素,从而为硫酸法钛白生产企业废酸浓缩现场进一步提升废酸浓缩效率提供重要技术及理论支撑。
1 试验
1.1 试验原料与仪器
1.1.1 试验原料
去离子水(实验室自制)、废酸(某钛白粉厂,工业级)。废酸的主要化学成分如表1 所示。

表1 废酸主要化学成分Table 1 Main chemical components of waste acid g/L
由表1 可知,废酸主要化学成分含有大量H2SO4、FeSO4、TiOSO4、Al2(SO4)3和MgSO4,少量H2SiO3、CaSO4和MnSO4。废酸中FeSO4浓度达到了H2SO4浓度的一半,其它硫酸盐浓度均在11 g/L以下。
1.1.2 试验仪器
圆底烧瓶(1 L)、油浴锅(D2004W,上海五久自动化设备有限公司)、循环水式多用真空泵(SHB-III,郑州长城科工贸有限公司)、旋转蒸发仪(RE-52CS2L,上海振捷试验设备有限公司)。
1.2 试验方法
1.2.1 废酸浓缩试验
打开油浴锅电源,将油浴锅设定在一定温度,当油浴锅温度达到设定温度后,准确量取400.0 mL 废酸,倒入圆底烧瓶中,将圆底烧瓶安装在旋转蒸发仪上,旋转蒸发仪连接循环式多用真空泵,通过旋转蒸发仪尾部阀门控制其真空度,旋转蒸发仪连接冷凝水,调整旋转蒸发仪转速至200 r/min,真空旋转蒸发一定时间后,将圆底烧瓶取下,倒入烧杯中,水冷至常温,然后利用水循环式真空泵过滤,检测滤液(浓缩废酸)硫酸浓度。
1.2.2 废酸中硫酸浓度测试
废酸中硫酸浓度按照工业硫酸国标测试方法(GB/T 534-2014)进行测试,以甲基红与亚甲基蓝混合指示剂作为滴定终点指示剂,利用氢氧化钠标准溶液进行酸碱中和滴定。
2 结果与讨论
2.1 废酸浓度与密度、沸点及真空度关系
在研究废酸浓缩工艺对其浓缩效率影响前,需要对影响废酸浓缩效率的废酸重要理化性质(浓度、密度、沸点及真空度)进行分析。
2.1.1 废酸浓度与密度的关系
为了探讨废酸与纯硫酸密度差异,以废酸及自配相同硫酸浓度的纯硫酸为原料,在浓缩温度108 ℃、真空度89 kPa 的条件下,改变废酸浓缩时间,获得不同硫酸浓度的废酸和纯硫酸,利用称重法测量其密度,结果如图1 所示。
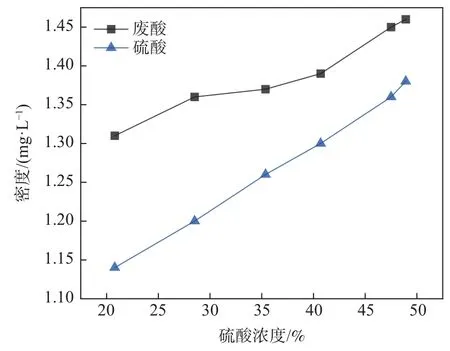
图1 废酸及硫酸的浓度与密度对应关系Fig.1 Relationship between density,concentration of waste acid and sulfuric acid
由图1 可知,随着硫酸浓度的增加,废酸密度与纯硫酸密度均逐渐增加,纯硫酸浓度与其密度基本呈现线性关系,而废酸硫酸浓度与其密度未呈现线性关系;在相同硫酸浓度(20.8%~48.9%)条件下,废酸的密度比纯硫酸的密度要大0.08~0.17 g/L,这是因为废酸中除硫酸外,还含有大量的硫酸金属盐及少量其它杂质;随着酸浓度增加至28.51%后,继续增加硫酸浓度,两者的密度差异减少,且浓度越大,两者的密度差异越小,主要原因是当废酸中硫酸浓度增加至28.51%后,废酸中硫酸亚铁、硫酸钙、硫酸氧钛等物质开始快速地以固体形式从废酸中析出,造成废酸中硫酸盐及其他杂质快速减少[13]。
2.1.2 废酸浓度、沸点及真空度的关系
为了考察废酸浓度、沸点及真空度之间关系,利用旋转蒸发仪模拟现场真空蒸发浓缩过程,三者之间关系结果如图2 所示。
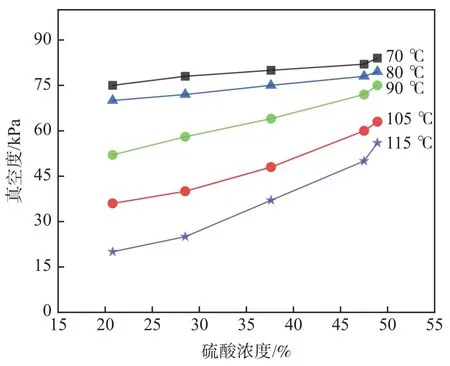
图2 废酸浓度、沸点及真空度之间关系Fig.2 Relationship between the concentration of waste acid,boiling point and the vacuum degree
由图2 可知,随着酸浓度的增加,废酸沸腾所需的真空度逐渐增加,这是因为废酸浓度增加后,水分含量降低,废酸体系离子强度增加,溶液中分子之间作用力增加,水分子难脱离液体表面进入气态,若需要在相同的温度条件下达到沸腾状态,则需要降低环境压力,即真空度增加,降低废酸中分子之间的相互作用力,使得水分子更容易脱离液体表面进入气态;随着温度的升高,废酸沸腾所需的真空度逐渐降低,这是因为废酸温度越高,废酸中分子之间的相互作用力越弱,水分子越容易脱离液体表面进入气态,沸腾所需的真空度降低。
2.2 浓缩工艺单因素试验
2.2.1 浓缩时间
为了考察废酸浓缩时间对废酸浓缩效率的影响,根据现场一级废酸浓缩温度(一般为108 ℃),设定废酸浓缩温度108 ℃,为了使得废酸浓缩浓度达到50%时,废酸仍处于沸腾状态,根据前面废酸浓缩温度、浓缩浓度与真空度的对应关系,设定废酸浓缩真空度55 kPa,改变废酸浓缩时间,废酸浓缩效率如图3 所示。
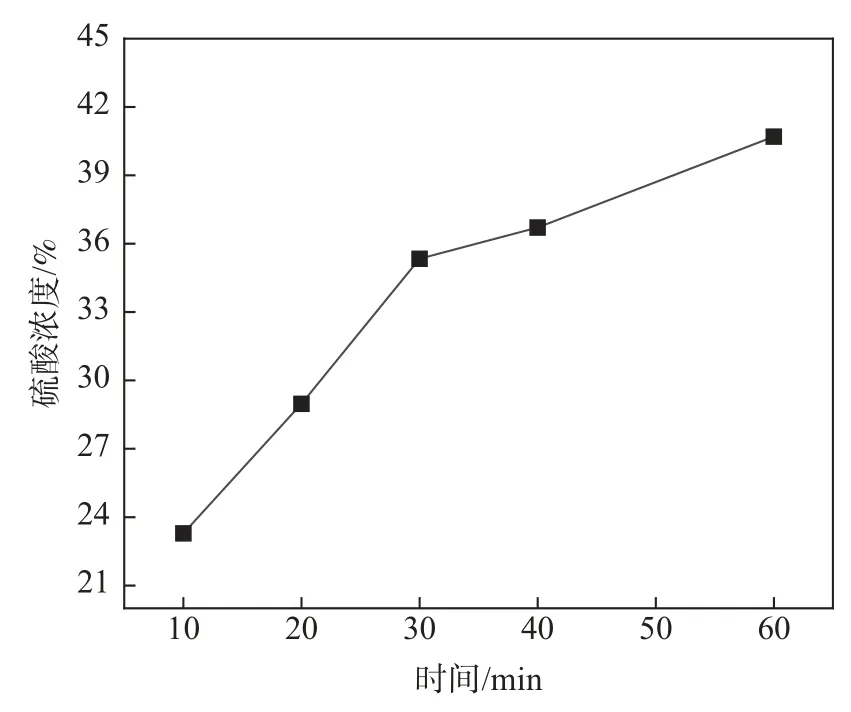
图3 废酸浓缩时间对废酸浓缩效率的影响Fig.3 Effect of concentration time on concentration effect of waste acid
由图3 可知,随着废酸浓缩时间的延长,废酸浓缩酸浓度逐渐增加;当废酸浓缩时间为30 min 时,废酸浓缩酸浓度为35.34%,废酸浓缩速率发生了明显转变,浓缩时间30 min 前的废酸浓缩速率比浓缩时间30 min 后的废酸浓缩速率大,这是因为在浓缩温度不变的条件下,废酸浓缩浓度越大,废酸沸腾所需的真空度越高,当废酸浓缩酸浓度超过35.34%后,继续增加废酸浓缩酸浓度,废酸沸腾所需真空度超过了试验中设定的真空度55 kPa,废酸中水分蒸发速度变慢,废酸浓缩浓度增加,速率降低。
2.2.2 浓缩真空度
为了考察废酸浓缩真空度对废酸浓缩效率的影响,设定废酸浓缩温度108 ℃,根据前述浓缩时间对浓缩效率的影响规律,为了达到较快的浓缩效率,设定废酸浓缩时间20 min,改变废酸浓缩真空度,废酸浓缩效率如图4 所示。由图4 可知,随着废酸浓缩真空度的增加,废酸浓缩浓度逐渐增加;当废酸浓缩真空度为57 kPa 时,废酸浓缩浓度为29.0%,废酸浓缩速率发生了明显改变,废酸浓缩真空度大于57 kPa 的废酸浓缩速率大于废酸浓缩真空度小于57 kPa 的废酸浓缩速率,主要原因是在废酸浓缩温度108 ℃条件下,废酸浓缩真空度达到57 kPa 后,继续增加真空度,废酸由原来未沸腾状态转为沸腾状态,废酸中水分蒸发速率加快,废酸浓缩速率明显增加。
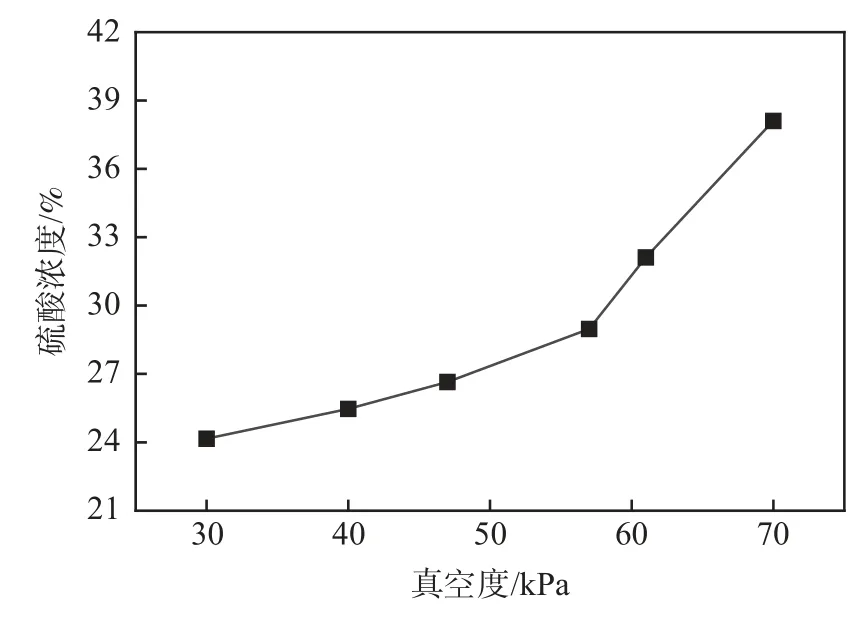
图4 废酸浓缩真空度对废酸浓缩效率的影响Fig.4 Effect of vacuum degree on concentration effect of waste acid
2.2.3 浓缩温度
为了考察废酸浓缩温度对废酸浓缩效率的影响,与上述工艺参数设定同理,设定废酸浓缩真空度55 kPa,废酸浓缩时间20 min 的浓缩工艺条件下,改变废酸浓缩温度,废酸浓缩效率如图5 所示。
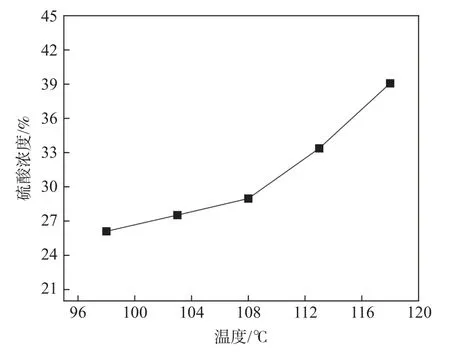
图5 废酸浓缩温度对废酸浓缩效率的影响Fig.5 Effect of concentration temperature of waste acid on concentration effect of waste acid
由图5 可知,随着废酸浓缩温度的增加,废酸浓缩浓度逐渐增加;当废酸浓缩温度达到108 ℃时,废酸浓缩浓度为29.0%,废酸浓缩速率发生了明显改变,废酸浓缩温度大于108 ℃的废酸浓缩速率大于废酸浓缩温度小于108 ℃废酸浓缩速率,主要原因是在废酸浓缩真空度55 kPa 条件下,废酸浓缩温度达到108 ℃后,继续增加温度,废酸由原来未沸腾状态转为沸腾状态,废酸中水分蒸发速率加快,废酸浓缩速率明显增加。
2.3 浓缩工艺正交试验
为了查明影响废酸浓缩效率的关键影响工艺参数及关键工艺参数对废酸浓缩效率的重要度顺序,在实验室进行了废酸浓缩工艺全因子两水平正交试验,试验设计情况及试验结果如表2 所示。

表2 废酸浓缩工艺正交试验设计及结果Table 2 Orthogonal experimental design and results of waste acid concentration process
利用minitab 软件采用逐步选择法得到废酸浓缩酸浓度与废酸浓缩工艺的数学模型结果如式(1)所示。
式中,y为废酸浓缩浓度,%;T为废酸浓缩温度,℃;t为废酸浓缩时间,min;P为废酸浓缩真空度,kPa。
通过对该模型方差分析可知数学模型p 值为0.002<0.1,模型的线性相关系数R-sq 为97.89%,结合模型的p 值及模型R-sq 值可知,废酸浓缩酸浓度与浓缩温度、浓缩时间及浓缩真空度的数学关系模型较好。废酸浓缩效率不仅与废酸浓缩温度、浓缩时间、浓缩真空度均有关,而且与废酸浓缩温度与浓缩时间交互项、废酸浓缩真空度与浓缩时间交互项有关。废酸浓缩温度与浓缩时间、废酸浓缩真空度与废酸浓缩时间存在的交互作用表明废酸浓缩工艺参数之间存在相互作用,共同影响废酸浓缩效率。
根据上述正交试验结果,对各影响因素进行帕累托分析,结果如图6 所示。由图6 可知,根据帕累托法(二八原理),影响废酸浓缩酸浓度的关键因素为浓缩时间、浓缩真空度、浓缩时间×浓缩真空度、浓缩温度;关键影响因素重要度排序为浓缩时间>浓缩真空度>浓缩真空度×浓缩时间>浓缩温度>浓缩温度×浓缩时间,其中废酸浓缩时间影响最大。
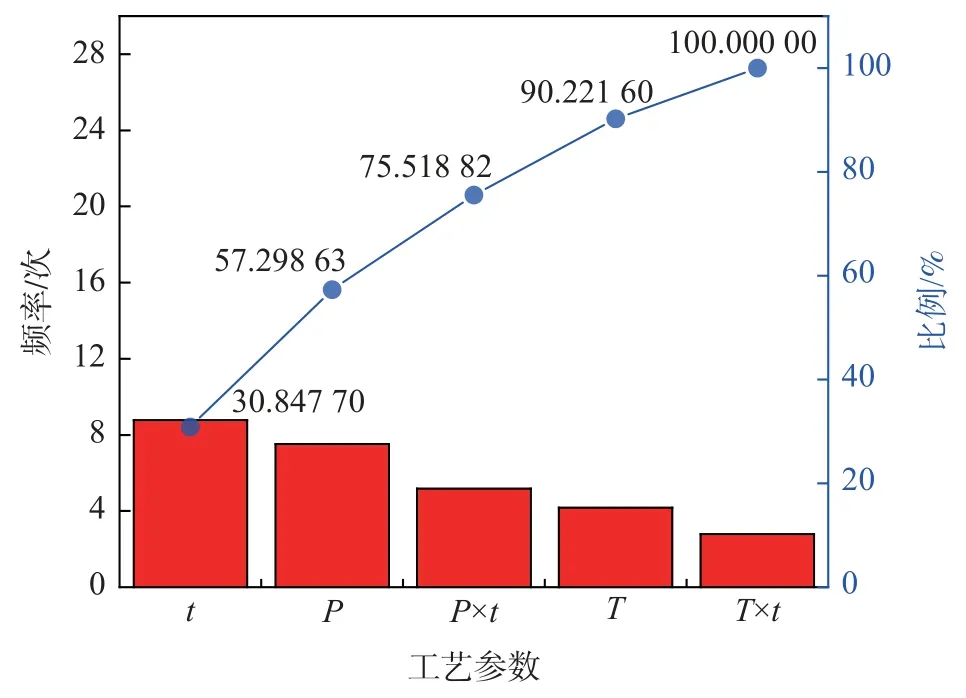
图6 废酸浓缩正交试验帕累托图Fig.6 Pareto diagram of orthogonal test of waste acid concentration
2.4 现场应用
为了验证上述理论研究对提升现场废酸浓缩系统中一级浓缩效率的作用,对废酸浓缩温度、废酸浓缩时间及废酸浓缩真空度进行了优化,其中,考虑到现场废酸浓缩量较大,废酸浓度变化较慢,达到相同的浓缩浓度浓缩时间较长,故废酸浓缩时间主要依据现场试验参数(2.16 h)进行优化,结果如表3所示。
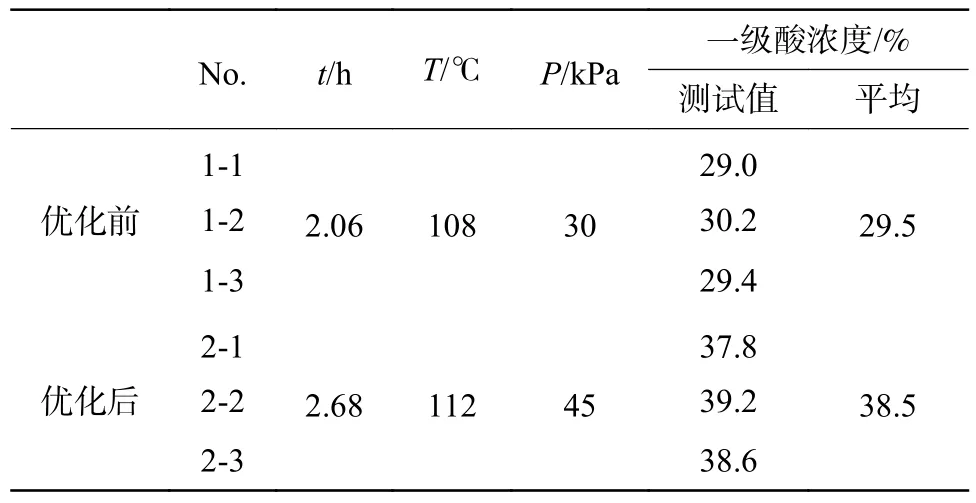
表3 工业试验结果Table 3 Industrial test results
由表3 可知,当废酸浓缩时间、浓缩温度及浓缩真空度分别由2.06 h、108 ℃及30 kPa 提升至2.68 h、112 ℃及45 kPa 时,一级浓缩酸浓度均值由29.5%提升至38.5%,此时,废酸中容易结垢的化学成分基本在一级废酸浓缩过程中以固体物质形式析出,能大大减轻二级换热器结垢的压力,为废酸浓缩系统的长周期、高效及稳定运行提供了重要支撑[13]。此外,一级废酸浓缩效率高,则一级蒸发室蒸发的水分越多,水蒸气携带热量越大,则由其提供给二级换热器的热量将增加,有利于二级废酸浓缩效率的提升。
3 结论
1)在相同的酸浓度条件下,废酸相对纯硫酸的密度高,且随着硫酸浓度的增加,废酸及纯硫酸的比重差距逐渐减少。
2)随着废酸浓缩时间、浓缩温度及浓缩真空度增加,废酸浓缩酸浓度逐渐增加。
3)废酸浓缩酸浓度与废酸浓缩温度、浓缩时间及浓缩真空度的数学模型为y=48.5-0.187T-0.154P-4.96t+0.037 7Tt+0.028 13Pt;影响废酸浓缩酸浓度的关键影响因素为浓缩时间、浓缩真空度、浓缩时间×浓缩真空度、浓缩温度,重要度排序为浓缩时间>浓缩真空度>浓缩真空度×浓缩时间>浓缩温度>浓缩温度×浓缩时间。
4)工业应用试验结果表明,当废酸浓缩时间、浓缩温度及浓缩真空度分别由2.06 h、108 ℃及30 kPa 提升至2.68 h、112 ℃及45 kPa 时,一级浓缩酸浓度均值由29.5%提升至38.5%。
猜你喜欢
山东化工(2023年21期)2024-01-03
硫酸工业(2021年10期)2021-12-09
山东冶金(2019年5期)2019-11-16
中国奶牛(2019年1期)2019-02-15
中国有色冶金(2018年1期)2018-02-01
农业工程学报(2017年9期)2017-06-27
化工管理(2017年23期)2017-03-04
中国环境监察(2016年9期)2016-10-24
无机盐工业(2016年6期)2016-03-15
中成药(2014年2期)2014-11-04