ML40Cr冷镦电钻用钢盘条产品开发
2024-01-10 07:53黄小山张春斌吕继平马晓旭周启航
四川冶金 2023年6期
黄小山,闫 博,张春斌,邱 冬,吕继平,马晓旭,周启航
(1.新余钢铁股份有限公司,江西 新余 338001)
冷镦钢盘条一般为低、中碳优质碳素结构钢和合金结构钢,广泛用于制造各种紧固件或冷镦、冷挤压成型的各种零部件。冷镦方法具有生产效率高、表面质量好、尺寸精度高的优势被广泛采用[1]。ML40Cr属于中碳合金冷镦钢,大部分情况下作为紧固件螺母或螺栓标准件原材料,其在成型过程中冷镦处理时变形量较大,最终的成品形状各种各样,该冷镦钢产品对原材料有较高的要求[2-3]。
对于用户生产一些拉拔量不大的冷镦成型产品,目前部分钢厂已开发出免退火冷镦钢ML40Cr热轧盘条[4],为用户省略了中间球化退火环节,采用简单的抛丸(或酸洗)→拉拔→冷镦成型→调质处理生产工艺,为用户节约了能耗,降低了生产成本,缩短了交货周期,提高了生产效率,同时更减轻了环保压力。
本次开发的ML40Cr热轧盘条用于制作电钻头,制作过程中通过冷挤压成型。
1 产品要求
用于制作电钻头的原料以前是用ML45钢,虽然ML40Cr比ML45钢碳含量更低,价格略高,同等条件下开裂倾向更大,但ML40Cr铬含量更高,具有更好的淬透性,经过加工处理后,ML40Cr的硬度、强度等机械性能明显高于ML45。用于制作电钻头的ML40Cr工件较小,开裂倾向小,所以为提高电钻头的使用寿命,目前ML45钢已逐步被ML40Cr取代。
用于生产电钻头时的工艺主要包括:盘条酸洗→φ12.0 mm直径的盘条拉拔成φ11.4 mm→冷镦成型→切削处理→调质处理。由于冷镦成型后的零件要进行切削处理,如果材料强度太低,切屑会黏刀,如果强度太高,刀具损耗会增加,所以要求盘条抗拉强度在800 MPa左右。12 mm盘条拉拔、冷镦后的电钻头最细处是6 mm,要求盘条1/3冷顶锻后表面不能有裂纹。冷镦成型后的电钻头毛坯见图1所示。

图1 电钻头毛坯
2 化学成分设计
GB/T 6478《冷镦和冷挤压用钢》中ML40Cr属于调质型冷镦和冷挤压用钢。钢中碳含量越高,盘条的硬度和抗拉强度越高,盘条的韧性越低;硅具有强烈的冷加工硬化作用,在拉丝类的盘条中,除非特殊情况,一般硅含量越低越好,硅在钢中的作用主要是脱氧,结合用户要求,碳元素和硅元素在标准规定范围内中下限。锰、铬均为提高淬透性的元素,铬对热处理后的产品性能有明显的影响,铬的添加不但提高了钢的强度和淬透性,而且提高了产品的耐高温性能,保证了在高温下能够保持常温时所具有的强度、韧性等力学性能,锰、铬元素含量适当控制在中限[5-6,7]。铝[8-9]在冷镦钢ML40Cr中是一种非常重要的合金元素,添加适量铝后,铝与氮结合形成AlN,能细化奥氏体晶粒尺寸,提高ML40Cr的冲击功和冷镦变形性能,控制钢中的铝含量≥0.020%。磷、硫为钢中残余有害元素,越低越好。ML40Cr化学成分设计见表1。

表1 ML40Cr化学成分 单位:%
3 生产试验
3.1 工艺流程
高炉铁水→100 t顶底复吹转炉冶炼→吹氩→LF炉精炼→六机六流方坯连铸机连铸→坯料精整→冷送或热送→步进式加热炉加热→高压水除鳞→初轧→中轧→预精轧→精轧→吐丝→散冷辊道冷却→集卷→检验→出厂。
3.2 冶炼、连铸工艺
ML40Cr冶炼、连铸工艺难点在于钢中加了一定含量的铝[10],转炉终点要做好含氧量控制,精炼过程中做好造渣和钙处理,将钢中的A12O3夹杂转变成低熔点的钙铝酸盐,连铸时做好保护浇注,拉坯时恒拉速,防止死流和卷渣。
转炉终点按照C≥0.08%,P≤0.015%,S≤0.025%进行控制。钢水进站吹氩,冶炼加入硅钙复合脱氧剂,然后根据渣料制度进行配加,造渣时石灰分成两批加入,间隔时间2~3分钟。精炼第一次通电时间为16 min,提电极测温取样,加入脱氧剂和铝粒,然后根据渣况进行调渣操作。以后每次提电极加入脱氧剂根据试样化验成分,配加合金至目标成分。冶炼过程中避免大氩气翻动,减少钢水裸露增氮。升温至目标温度后根据工艺制度喂入无缝钙线,然后开至软吹位软吹,软吹保证渣面蠕动,软吹时间控制≥15 min,过程中未加入任何物料。中包开浇前吹氩,在中包小车开到浇注位时,在大包开浇前往中包冲击区加入硅钙复合脱氧剂。中包开浇后全程保护浇注,中包吨位约15吨开始往冲击区和浇注区加入保护渣,后投入碱性覆盖剂。控制中包过热度小于30 ℃,采用专用保护渣,恒拉速浇注,铸坯为160 mm×160 mm方坯,铸坯熔炼成分见表2。

表2 铸坯熔炼成分 单位:%
3.3 轧制和冷却工艺
盘条从φ12.0 mm拉拔到φ11.4 mm,拉拔量较小,可以不需要中间球化退火,在盘条的冷却过程中延迟保温时间,模拟在线球化退火。ML40Cr轧后采用缓冷工艺进行冷却,热轧后的组织为珠光体+铁素体,要避免形成片状的珠光体和粗大的铁素体,不能有混晶,表层脱碳层要符合国家标准。
防止加热时间过长、加热温度过高引起坯料晶粒粗大或表面脱碳,防止加热时间不足、加热温度过低造成坯料中芯温度不足,避免坯料中芯温度和表面温度梯度过大造成坯料内部产生热应力裂纹。加热和保温时间控制在2小时以内,保证铸坯烧透的同时避免铸坯脱碳。采用低温轧制工艺细化晶粒,提高盘条通条性;通过调节辊道速度来控制冷却速率,使铁素体和渗碳体组织趋于球粒状,同时获得更多的铁素体组织,提高盘条的冷镦性能,利于后续的冷成型生产[5]。根据计算公式计算出ML40Cr的 AC3温度约782 ℃,结合本企业生产其它牌号冷镦钢的经验,试验了两种工艺,分别为工艺A和工艺B,每种工艺试轧了10支,轧制和冷却工艺见表3。

表3 轧制和冷却工艺
实际生产时工艺A吐丝温度853 ℃~875 ℃,工艺B吐丝温度838 ℃~855 ℃,工艺B比工艺A吐丝温度低20 ℃左右。实测从吐丝到进保温罩温降约40 ℃~50 ℃,工艺A进保温罩温度约805 ℃~815 ℃,工艺B进保温罩温度约780 ℃~790 ℃,ML40Cr的 AC3温度约782 ℃,所以,工艺B进保温罩温度与该钢种AC3温度更接近,更合理。工艺B比工艺A风冷辊道速度更慢,工艺A盘条在散冷辊道的冷却时间为310 s,冷却速度约为0.4 ℃/s,工艺B盘条在散冷辊道的冷却时间为465 s,冷却速度约为0.25 ℃/s,辊道速度慢,在线球化退火时间延长,在较小的过冷度下冷却速度越慢,越有利于过冷奥氏体分解为粒状珠光体,铁素体和渗碳体趋于球粒状效果越好。
3.4 盘条性能
工艺A和工艺B各试轧了10支,取热轧盘条进行力学性能、金相组织、晶粒度、硬度、夹杂物、脱碳层、冷顶锻等检测,力学性能、晶粒度、硬度结果取平均值,夹杂物、脱碳层取最小值和最大值的范围。
3.4.1 力学性能
两种工艺的盘条热轧后(不时效)、人工时效后(250 ℃下保温2 h)、自然时效20天后的平均抗拉强度Rm、断面收缩率Z见表4。从表中可以看出,工艺B比工艺A平均抗拉强度低,断面收缩率高。降低吐丝温度抗拉强度会提高。人工时效与热轧后(不时效)力学性能比,抗拉强度提高3~6 MPa,断面收缩率提高8%以上。自然时效20天与热轧后(不时效)力学性能比,抗拉强度降低6 MPa左右,断面收缩率提高9%以上。人工时效与自然时效20天的断面收缩率接近,但抗拉强度稍高。人工时效后可以去除轧制后的残余应力,故断面收缩率提高。
3.4.2 金相组织
两种工艺的金相组织见图2。从图中可以看出,两种工艺生产的盘条组织都为珠光体和铁素体,珠光体比例为80%左右,铁素体比例为20%左右,总体比例差别不大。测量两种工艺生产的盘条珠光体片层间距,工艺A平均为0.36 μm,工艺B平均为0.29 μm,工艺B片层间距较小。工艺B的铁素体和渗碳体球化效果更好,分布更均匀细小,珠光体片层间距也更小,因为工艺B比工艺A进精轧和吐丝温度低20 ℃左右,引导辊道速度低0.10 m/s,盘条在散冷辊道上冷却时间延长了155 s,渗碳体片溶断、球化时间增加,形成的铁素体和渗碳体更接近球粒状。
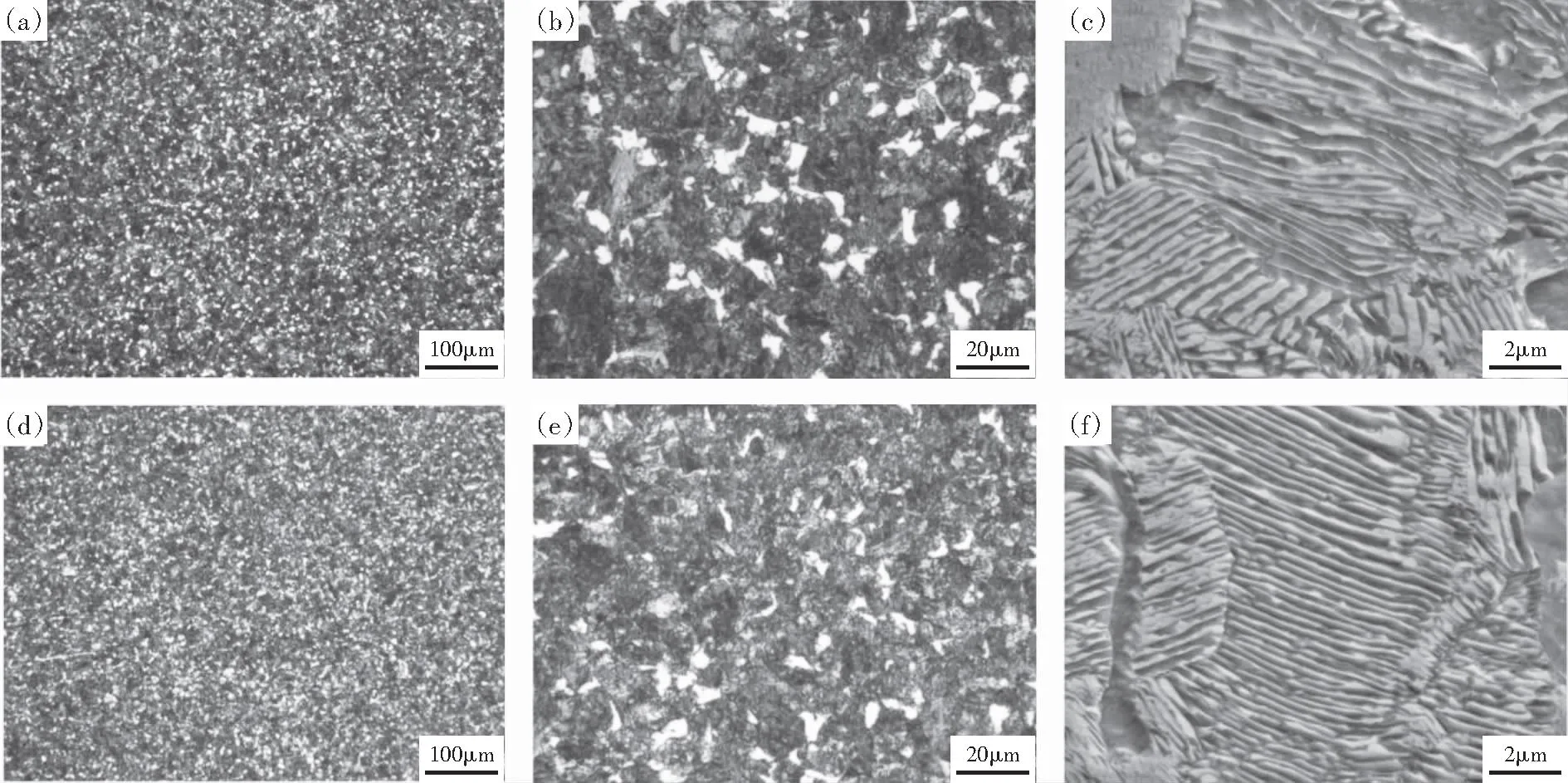
图2 工艺A(图a、b、c)和工艺B(图d、e、f)生产的盘条金相组织图片
3.4.3 冷顶锻
取工艺A和工艺B热轧盘条进行 1/3 冷镦试验,取冷镦试样高度为试样直径的2倍,冷镦后试样表面质量见图3所示,冷镦后表面都没有出现裂纹,冷镦性能合格。

图3
3.4.4 其它性能
两种工艺生产的热轧盘条夹杂物、边裂、晶粒度、脱碳层、硬度等检测结果见表5。两种工艺生产的盘条都无边裂,表面质量良好。无全脱碳,工艺A生产的盘条总脱碳层深度为0.09~0.12 mm,工艺B生产的盘条总脱碳层深度为0.08~0.10 mm,加热工艺合理,若表面脱碳超标,会造成产品表面强度降低,疲劳寿命大幅下降。两种工艺生产的热轧盘条无明显混晶,避免了冷镦过程中变形不均,在粗细晶粒分界处形成应力集中而产生开裂现象。晶粒度均为12.0级,晶粒细小均匀,在冷镦过程中,晶界附近与晶粒内部的应变度相差不大,材料变形较均匀。工艺A生产的盘条硬度HRB为90,有一个B类夹杂物2.0级,其它都为0.5级。工艺B生产的盘条硬度HRB为91,夹杂物都为0.5级。两种工艺生产的盘条硬度适中,硬度过高会导致盘条冷镦时开裂,硬度不够在切屑过程中容易黏刀。B类夹杂物2.0级对于φ12.0 mm盘条能满足用户要求,但有改进空间。

表5 其它性能检测结果
4 用户使用情况
工艺B生产的盘条发给客户使用,客户经过酸洗后,拉拔到φ11.4 mm后冷挤压为图1所示毛坯,再进行切屑、热处理、焊接十字钻头后,成品见图2所示,盘条拉拔冷挤压过程中没有发生断裂或产生裂纹,切屑时硬度适中,没有发现黏刀或者刀具损耗增加的现象。该钻头进行钻水泥孔试验,钻孔100个不断裂,远高于客户要求的70个。

图2 电钻头成品
5 结论
(1)工艺B吐丝温度840~860 ℃,散冷辊道速度0.2 ℃/s,风机和保温罩全关时生产的盘条综合性能更优。盘条抗拉强度800 MPa左右,断面收缩率大于66%,1/3冷顶锻、金相组织、硬度、夹杂物和脱碳层等各项指标都符合用户要求。
(2)工艺B比工艺A生产的盘条吐丝温度更低,在散冷辊道上冷却时间延长,盘条断面收缩率更高,珠光体片层间距更小,生产的盘条力学性能、金相组织等综合性能更好。
(3)有个别盘条B类夹杂物达到2.0级,虽然对于φ12.0 mm的盘条来说符合用户要求,但还是存在风险,由于铸坯含铝量较高,铝在连铸过程中容易氧化,造成水口结瘤,要做好保护浇注,防止生成大型夹杂物而影响冷镦性能。
猜你喜欢
精密成形工程(2023年10期)2023-10-18
昆钢科技(2022年1期)2022-04-19
煤气与热力(2021年9期)2021-11-06
装备制造技术(2020年2期)2020-12-14
山东冶金(2019年3期)2019-07-10
智富时代(2018年12期)2018-01-12
智富时代(2018年12期)2018-01-12
锻造与冲压(2016年21期)2016-07-18
中小企业管理与科技·上旬刊(2016年9期)2016-05-14
上海金属(2015年4期)2015-11-29