
基于COMSOL的微小孔毛刺去除仿真分析与实验*
2024-01-12 06:07张明文丁庆田
机械研究与应用 2023年6期
张明文,丁庆田
(安徽理工大学 机械工程学院,安徽 淮南 232001)
0 引 言
金属切削加工过程中产生毛刺是很难避免的,尤其是在钻削加工微小孔的情况下。加工时产生的毛刺不仅会影响产品的外在形貌,还会造成产品的装配质量下降,影响零件的使用寿命。随着微小孔的使用越来越广泛,如光纤连接器[1]、喷油嘴[2]、航空发动机工作叶片[3]及表面织构减摩[4]等,微小孔孔口毛刺的去除也变得越来越重要。而传统的手工去除毛刺工艺早已满足不了如今的加工精度要求,因此电化学去毛刺技术应运而生。
徐文骥等[5]采用电化学方法对管内壁相贯处毛刺进行去除实验研究,研究得出在优选的加工工艺参数条件下,毛刺得到有效去除;He T等[6]采用电化学方法对微孔毛刺进行去除,并分析了电解过程中加工区域电流密度的分布和动态变化;朱肖飞等[7]改变了阴极形状,通过电化学光整加工技术去除了工件边缘两侧方向的毛刺,提高零件表面的完整性;郭英杰等[8]采用计算机仿真软件建立了电化学加工过程中的二维电场模型,研究了不同电极及绝缘层的位置对提高加工表面质量的影响;Zhu D等[9]采用磨削和电化学加工混合的工艺加工微小孔,实验验证了工艺参数对孔表面质量和尺寸精度的影响作用,并已生产出直径小至0.6 mm的精密孔。目前,电化学去毛刺研究多以实验验证为主,材料费用花费高;同时,现有有限元仿真多为二维平面,难以准确观察毛刺去除全貌,使后续实验参数设置存在较大误差。
笔者采用COMSOL有限元软件对微小孔毛刺去除过程进行三维仿真分析,探究不同加工电压、不同NaNO3电解质溶液浓度对毛刺去除的影响,并且通过实验验证了仿真的准确性。
1 毛刺去除机理分析
电化学去毛刺原理是金属在电解液中发生电化学反应导致的阳极溶解[5]。与一般电解加工不同,电化学去毛刺加工过程中,毛刺部位的加工间隙显著小于其他部位的加工间隙,使得电流密度集中于毛刺周围,并在相对比较短的时间内完成对毛刺的溶解。根据法拉第第一定律,阳极表面溶解的体积V可表示为:
V=ωItη
(1)
式中:ω为体积电化学当量;I为电流密度;η为电流效率;t为加工时间。
加工原理如图1所示,毛刺部分连接电源正极,称为工件阳极;螺旋钻头连接电源负极,称为工具阴极。加工时,工具阴极位于微小孔孔内,并保持一定的加工间隙作为放电通道,保持电解液完全覆盖加工区域。由于电场的作用,电解液中的氢氧根离子向工件阳极运动,失去电子发生氧化反应,表达式如式(2)所示;氢离子向工具阴极运动,得到电子发生还原反应,表达式如式(3)所示,形成了由工件阳极开始向工具阴极流动的正向电流。当导电回路形成后,工件阳极表面的金属材料以“离子”的形式被蚀除。同时在电化学反应过程中,工具阴极表面生成气泡,产生气泡层。

图1 电化学去毛刺原理
阳极氧化反应:
4OH--4e-=O2↑+2H2O
(2)
阴极还原反应:
2H++2e-=H2↑
(3)
2 仿真模型的建立
2.1 三维模型建立
根据电化学去毛刺原理和毛刺行态,毛刺去除过程中工件阳极、工件阴极间的电流密度和毛刺去除状态分布,在COMSOL仿真软件中建立三维几何模型,如图2所示。
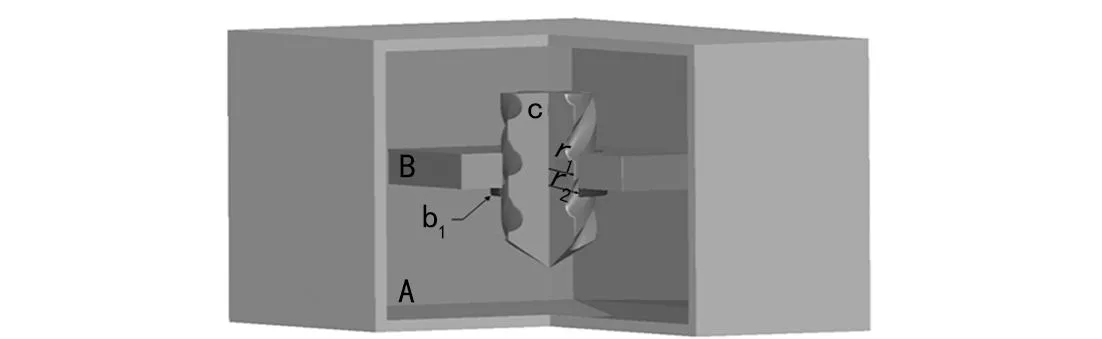
图2 电化学仿真模型
图中A为NaNO3电解液;B为工具阳极;C为工具阴极;b1为微小孔毛刺;r1为工具阴极的半径;r2为微小孔半径。
2.2 仿真参数设置
在进行电化学仿真模拟时,选择三维模型,添加物理场接口,设置材料参数,选择不锈钢为工件阳极,电导率为4.032×106S/m,密度为 7.850 g/cm3;阴极为螺旋钻头,材料为钨钢,电导率为 5.998×107S/m,密度为 19.3 g/cm3;电解液选择NaNO3溶液,电导率为 7.5 S/m。
进行模型边界条件设定,工件阳极上施加加工电压,工具阴极接地,加工间隙中电解液周围设置为电绝缘。其余参数设置如表1所列。

表1 仿真参数
毛刺区域为主要观察对象,使用COMSOL Multiphysics仿真软件进行网格划分,如图3所示。从收敛性和计算成本考虑,对工件阳极其他区域采用结构化网格划分,工具阴极和电解池区域分别进行网格粗化和较粗化处理。

图3 网格划分
3 仿真结果
3.1 加工电压对毛刺去除影响
设置不同加工电压以观察电流密度对毛刺去除的影响规律。结果如图4所示。由图4可知,随着加工电压的不断增大,微小孔电流密度增加,毛刺的去除速度加快,微小孔毛刺的去除速率与其邻近区域电流密度值正相关。与公式(1)的结果相吻合,说明电流密度值体现了电化学加工对毛刺去除能力的大小[6]。加工电压为4.5 V时,毛刺去除完成时,微小孔孔径为853 μm,未出现严重的过度腐蚀;当加工电压为6.5 V,毛刺完全去除,微小孔孔径为926 μm,孔口过度腐蚀严重,导致微小孔孔径变大,影响表面加工质量和装配。为了保证微小孔孔口表面的加工质量和装配,仿真条件下电压选择4.5 V最佳。观察毛刺腐蚀形貌发现其与螺旋电极形状相似,并且距离螺纹槽近的电流密度大,远的电流密度小,毛刺腐蚀形状和螺旋钻头形状有关。

图4 加工电压对毛刺去除的影响
3.2 电解液浓度对毛刺去除影响
设置不同电解液浓度以分析其对毛刺去除的影响,结果如图5所示。由图5可知,随着电解液浓度增加,微小孔的过度腐蚀加剧,微小孔孔径过度扩张。原因是增加电解液浓度,溶液中的电导率提高,加快了腐蚀反应效率。可见,随着电解液浓度增加,毛刺的去除速度加快,且同时扩大了微小孔的孔径。t=2 s时,13 %和15 %电解液浓度下微小孔孔口毛刺还有残留,微小孔孔口腐蚀情况相对较好。当电解液浓度取17 %时,毛刺虽去除多,但微小孔孔径扩张至861 μm,孔口腐蚀较严重,影响零件表面质量。因此,仿真条件下电解液浓度选择13 %最佳。

图5 电解液浓度对毛刺去除的影响
4 电化学去毛刺实验研究
4.1 试验装置
针对仿真结果展开试验研究,在电解加工平台(如图6)上进行电化学微小孔毛刺去除加工实验,同时采用高速摄像机对毛刺去除过程进行记录。

图6 电解加工平台
微小孔毛刺由半径0.4 mm螺旋钻头钻削产生,工具阴极采用半径0.35 mm螺旋钻头,工件阳极采用厚度为0.35 mm不锈钢钢板,电解液选择NaNO3溶液。
4.2 加工电压、电解液浓度对比试验结果
取电解液浓度C=13 %、电极半径r1=0.35 mm、孔半径r2=0.4 mm,加工电压分别为4.5 V、5.5 V、6.5 V,试验结果如图7所示。

图7 不同电压毛刺去除试验
由图7可知,随着加工电压增加,毛刺去除完成后,微小孔孔径逐渐被扩大。U=4.5 V时,微小孔毛刺完全去除后孔径800 μm扩大至826 μm。U=6.5 V时,微小孔毛刺完全去除后,微小孔过度腐蚀明显,孔径由800 μm扩大至935 μm。将试验数据与仿真数据结合对比发现,试验与仿真的趋势变化基本一致。
取加工电压U=4.5 V、工具电极半径r1=0.35 mm、微小孔半径r2=0.4 mm,电解液浓度为13%、15%、17%,试验结果如图8所示。
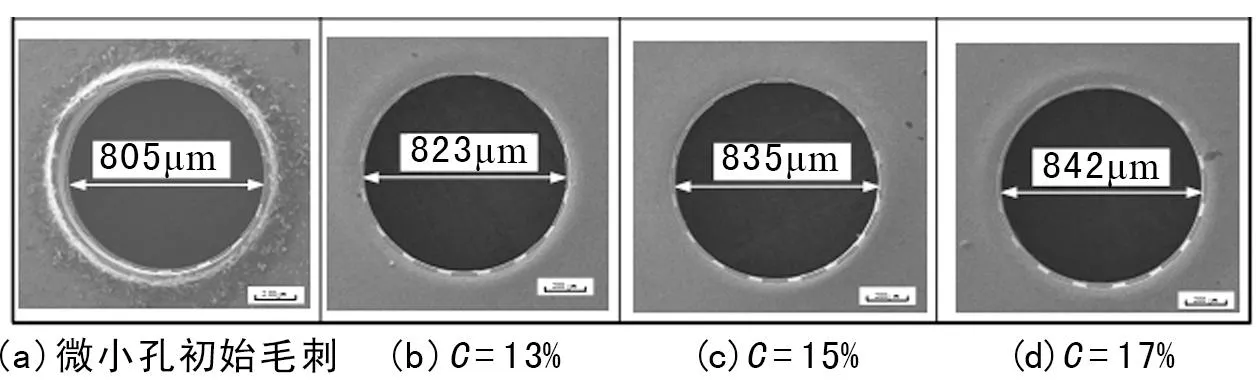
图8 不同电解液浓度毛刺去除试验
由图8可知,随着电解液浓度增加,微小孔的孔径增大,C=13%时,微小孔毛刺去除孔径800 μm扩大至823 μm,C=17%时,微小孔过度腐蚀明显,孔径由由800 μm扩大至842 μm。和仿真结果对比,试验与仿真的趋势变化基本相同,但存在一定的误差,原因是仿真过程中电解液浓度设置为恒定不变,而加工试验过程中,加工间隙内产生气泡,降低了溶液电导率,影响了试验结果。
5 结 论
针对微小孔孔口产生的毛刺,采用电化学加工去除方法,建立以螺旋钻头为阴极的三维仿真模型,探究了不同大小加工电压、电解液浓度对微小孔孔口毛刺去除的影响规律,结果如下。
(1) 毛刺尖端得到的电流密度大,优先发生电解反应,微小孔毛刺周围电流密度小,反应甚微。
(2) 采用螺旋钻头作为工具阴极,加工间隙小的电流密度大,加工间隙大的电流密度小,毛刺腐蚀形状和螺旋钻头形状有关。
(3) 增大加工电压、电解液浓度,毛刺周围的电流密度增大,毛刺的去除速率增加,微小孔的孔径扩大。对仿真结果进行试验发现,试验与仿真的趋势变化相同。
猜你喜欢
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
山东冶金(2019年5期)2019-11-16
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年10期)2017-11-28
小猕猴学习画刊(2017年3期)2017-07-19
电镀与环保(2017年2期)2017-05-17
电源技术(2016年2期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
