沉锂母液制备磷酸锂的工艺研究
2024-04-10 08:33沙亚利沈亮蒋燕锋李南平杨磊
当代化工研究 2024年5期
*沙亚利 沈亮 蒋燕锋 李南平 杨磊
(江苏容汇通用锂业股份有限公司 江苏 226000)
引言
目前研究的动力锂离子电池体系中,LiFePO4电池由于具有循环寿命长、安全性能好、环境友好和价格便宜等优势,以及受到国家政策的支持,市场需求量急剧增加[1-2]。磷酸锂主要应用于催化剂、发光材料、特种玻璃、光盘材料、陶瓷等材料之中。由于其应用范围小一直无人问津,近年来由于磷酸铁锂市场需求量增加,磷酸锂作为生产磷酸铁锂的原料有了广泛的应用空间。电池级磷酸锂作为其锂源的同时能提供部分磷源,在品质有所保证的同时能降低生产成本,其需求必定会日新月异。以磷酸锂为原料,水热法制备的磷酸铁锂材料颗粒大小可控且较为均匀,材料的形貌比较均一[3-7]。目前磷酸锂制备方法主要为化学沉淀法[8-12]。
本文以我公司生产过程中产生的沉锂母液为原料,根据磷酸锂和碳酸锂在水中的溶解度差异,对沉锂母液进行深度回收锂的工艺研究。
1.实验
(1)实验原料
原料为公司生产碳酸锂过程中产生的沉锂母液。
(2)试剂和仪器
BT 300-2J蠕动泵,保定兰格恒流泵有限公司;DX412C定温干燥箱,重庆雅马拓科技有限公司;OHS-20置顶式搅拌器,上海泰坦科技股份有限公司;数显恒温水浴锅,金坛市万华实验仪器厂;TD5GL台式过滤离心机,上海卢湘仪离心机仪器有限公司;火焰光度计,上海傲谱分析仪器有限公司;pH计,梅特勒托利多科技(中国)有限公司;分光光度计,岛津公司;X射线衍射仪,日本理学公司;扫描电子显微镜,蔡司。
硫酸(AR)、磷酸(AR)、氢氧化钠(AR),均为国药集团化学试剂有限公司。
(3)实验方法
量取一定量的沉锂母液,使用恒温水浴锅加热至实验所需温度,加入硫酸除去母液中的CO32-,加入定量的磷酸,在恒温条件下加入氢氧化钠溶液调节pH值,搅拌至反应结束,离心分离。根据测试结果,计算磷酸锂的主含量,母液中锂的回收率,确定最佳的工艺方案。
锂回收率计算公式:
式中,C1为原液中Li2O的浓度,g/L;V1为原液体积,L;C2为滤液中Li2O的浓度,g/L;V2为滤液体积,L。
(4)分析方法
P采用喹钼柠酮法进行检测;Li+采用火焰光度计法进行检测;物相分析采用X射线衍射仪进行检测;溶液pH值采用pH计进行检测。
2.实验结果与讨论
(1)终点pH值对锂的收率的影响
因PO43-在酸性条件下一部分会生成HPO42-、H2PO4-,而Li2HPO4、LiH2PO4的溶解度较大,直接影响液体中锂的收率,故该项目主要研究终点pH值为碱性条件的工艺。溶液升温至90℃,按照摩尔比n(Li):n(P)=3:1添加磷酸,通过添加氢氧化钠溶液调节反应体系终点pH值,进料结束后保温10min后离心分离,固体洗涤后烘干。该条件下制备的磷酸锂主含量及母液锂收率数据如图1所示。

图1 溶液终点pH值对制备磷酸锂的影响
由图1可以看出,随着溶液pH值升高,磷酸锂的主含量和锂回收率先升高后降低。当pH值达到11,回收的磷酸锂主含量可以达到98.1%,锂回收率能达到93.5%。当pH值继续升高,回收的磷酸锂品质下降,液体中锂的收率也出现一定程度的下降。为了使磷酸锂的主含量最高,同时锂的回收率也是最高,故母液沉锂的最佳pH值定为11。
(2)磷酸用量对锂的收率的影响
溶液升温至90℃,以摩尔比n(Li):n(P)=3:1需添加的磷酸锂的量为100%计,实验过程中分别加入理论值的90%、95%、100%、105%的量,后滴加氢氧化钠溶液调节溶液pH值至11,保温10min后离心分离进行对比实验。该条件下制备的磷酸锂主含量及母液锂收率数据如图2所示。

图2 磷酸用量对制备磷酸锂的影响
由图2可以看出,磷酸在添加量为理论值的90%时,磷酸锂品质较低,主含量只有93.3%。添加量在95%、100%、105%时磷酸锂主含量分别达到了95.8%、97.4%、96.6%;锂的回收率在磷酸添加量达到105%时最高达到了93.7%。综合考虑生产成本及母液磷处理成本的因素,磷酸添加量以理论值的100%为宜。
(3)反应温度对锂的收率的影响
溶液分别升温为70℃、80℃、90℃、95℃后,加入理论值100%的磷酸,用氢氧化钠溶液调节反应体系pH值至11,保温10min后离心分离,固体洗涤后烘干。该条件下制备的磷酸锂主含量及母液锂收率数据如图3所示。
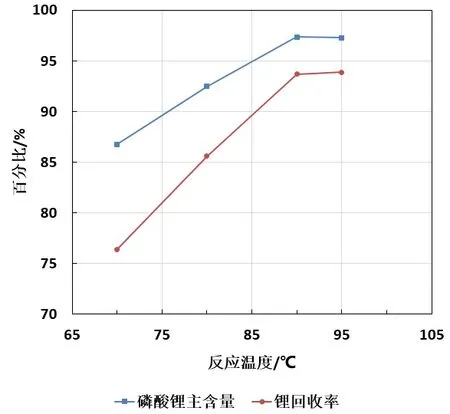
图3 反应温度对制备磷酸锂的影响
由图3可以看出,在70℃、80℃温度下生成的磷酸锂主含量偏低,同时Li的回收率很低;当温度在90℃、95℃时生成的磷酸主含量分别为97.4%、97.3%,相近,锂的回收率分别为93.7%、93.9%,相差不大,考虑能耗的因素,故反应温度控制在90℃为宜。
(4)氢氧化钠溶液进料时间对锂的收率的影响
溶液升温至90℃后加入理论值100%的磷酸,用氢氧化钠溶液调节反应体系pH值至11,调整氢氧化钠溶液进料时间分别为8min、16min、30min、60min、90min、120min、240min、360min,保温10min后离心分离,固体洗涤后烘干。该条件下制备的磷酸锂主含量及母液锂收率数据如图4所示。

图4 氢氧化钠溶液进料时间对回收磷酸锂的影响
由图4可以看出,随着氢氧化钠溶液进料时间延长,磷酸锂的主含量不断提升,进料时间达到30min时,磷酸锂主含量能达到97.4%,之后随着时间延长磷酸锂主含量增长不明显;Li的收率达到93.7%之后,随时间延长收率增长缓慢,考虑到时间效益,氢氧化钠溶液进料时间以30min为宜。
(5)保温时间对锂的收率的影响
溶液升温至90℃后加入理论值100%的磷酸,用氢氧化钠溶液调节反应体系pH值至11,氢氧化钠溶液进料时间为30min,进料后液体保温时间,分别为0min、10min、30min、60min、120min,反应结束后离心分离,固体洗涤后烘干。该条件下制备的磷酸锂主含量及母液锂收率数据如图5所示。

图5 保温时间对回收磷酸锂的影响
由图5可以看出,随着保温时间的延长,磷酸锂的主含量和锂的回收率先增加后趋于稳定,保温时间为30min时磷酸锂主含量达到98.1%,此时滤液中锂含量为0.37g/L,计算得锂回收率为93.9%;继续增加保温时间,磷酸锂的主含量基本不变,同时随着保温时间延长,Li的回收率也趋于稳定,因此保温时间为30min最佳。
(6)样品物相分析结果与讨论
对最佳工艺制备的磷酸锂进行X射线衍射分析(图6)和SEM分析(图7),制备的样品XRD结果显示为磷酸锂的特征峰,且无明显杂质峰,可以确定制备的固体为磷酸锂。制备的磷酸锂微观形貌如图7所示。磷酸锂为棒状晶体结构。

图6 磷酸锂XRD图

图7 磷酸锂SEM图
3.结论
用氢氧化锂和磷酸回收母液中的锂,最佳工艺为:反应温度90℃,磷酸加入量按照摩尔比n(Li):n(P)=3:1添加,反应终点pH值为11,氢氧化钠溶液进料时间30min,保温时间30min,制备的磷酸锂纯度达到98.1%,母液中锂的回收率达到93.9%。
猜你喜欢
科学家(2022年3期)2022-04-11
云南化工(2021年6期)2021-12-21
初中生学习指导·中考版(2021年2期)2021-09-10
森林工程(2018年3期)2018-06-26
橡塑技术与装备(2016年14期)2016-02-24
物理化学学报(2015年7期)2015-12-30
华东理工大学学报(自然科学版)(2015年4期)2015-12-01
中学生数理化·中考版(2015年12期)2015-09-10
纯碱工业(2014年2期)2014-12-03
中国氯碱(2014年11期)2014-02-28