硬质合金立铣刀与模具预硬化模块的加工
2010-05-26 03:26吴元昌
世界制造技术与装备市场 2010年4期
吴元昌
(成都工具研究所,成都610051)
硬质合金立铣刀与模具预硬化模块的加工
Carbide endm ill and machining of prehardened mould block
吴元昌
(成都工具研究所,成都610051)
塑料在工程材料中的应用日渐广泛,已成为世界4大原材料之一。塑料要成为有价值的商品,必须用模具成型。用塑料模具制造的塑料制品的发展极为迅速。为适应市场的需要,对塑料制品要求样式翻新快,促使要求塑料模具交货周期短,模具表面粗糙度值要小,且能满足所需精度要求。上述对塑料模具的需要,引起其加工方法的变革,从而使冶金业、机床业、工具业都发生了与之配套的变革。
1 传统与变革后的塑料模具加工方法
传统的塑料模具加工工艺为采用经冶金厂退火的模块,粗及半精机械加工模具型腔,转热处理淬火、回火;再最后精加工型腔到最终尺寸,以消除热处理的变形。最后精加工工序的磨削及抛光很费时且需高级技工,使模具不仅交货期长且价格昂贵。国内部分低级塑料模具不做热处理,但耐磨性差,寿命较低。
为克服模具的热处理变形及最后精加工费时的缺欠,国外模具钢厂多年前已改供预硬型塑料模具钢制的模块,在钢厂中将实心模块预先热处理到其使用硬度,以获得所要求的使用性能,现市场上进口的预硬化模块有数个钢种,其形状有圆棒:直径从φ25~505mm, 方棒:边长从25mm×25mm~105mm×105mm,扁方板:断面尺寸从76mm×25~70mm直到1000mm×20~510mm,规格繁多,供模具制造者选用。
模具制造者从已预硬化的模块上机械加工出模具型腔,直接到最终成品尺寸,无需再热处理,交用户使用。这种新工艺特别适宜做形状繁杂的大、中型精密模具,因它避免了因热处理造成的模具变形和裂纹问题,缩短了加工周期。这就是冶金行业为适应市场的变革。我国每年进口的预硬化模块达数万吨,2000年起国家重点技术改造投资的抚顺钢厂和上海第五钢厂已试供应预硬化模块。
2预硬化模块的机械加工和硬质合金立铣刀的兴起
预硬化模块的使用硬度一般在27~42HRC,特别在高硬度区36~42HRC,其可切削性很差,用传统的高速钢立铣刀加工效率很低,以最通用的塑料模具钢3Cr2Mo(美国钢号P20),和中、大型模块用的3Cr2NiMnMo(瑞典钢号718)为例,一般推荐的立铣刀铣削速度见表1。
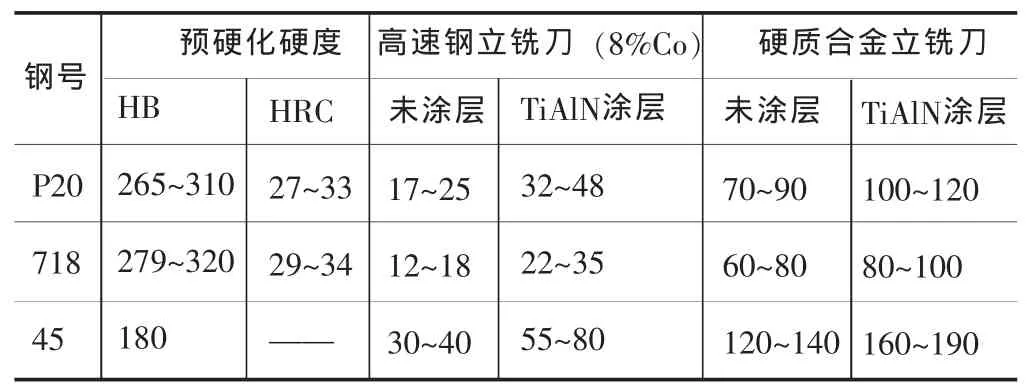
表1 预硬化塑料模具钢的推荐铣削速度 (m/m in)
从表1中数据可见:①经预硬化的P20和718塑料模具钢的推荐铣削速度仅为最常用的45碳结钢的1/2左右。②高速钢立铣刀的推荐铣削速度只有硬质合金立铣刀相应值的1/2~1/3。有资料报导硬质合金立铣刀的金属切除率可比高速钢立铣刀高5~10倍。由于高速钢立铣刀加工预硬化模块的型腔效率低,刀具寿命短,近年在这个应用领域已逐步为硬质合金立铣刀所取代。
日本的刀具统计资料显示,硬质合金立铣刀和高速钢立铣刀产值之比在1996年为38%∶62%—高速钢立铣刀为主:而2001年已变为69%∶31%—硬质合金立铣刀占主导地位。2001年中国立铣刀的相应数值为24%∶76%,还达不到日本1996年的水平。2001年由于全球IT业的衰退,日本硬质合金刀具的总产值比2000年减少6.3%,与IT业关系密切的硬质合金麻花钻(PCB钻)产值缩减17%,但硬质合金立铣刀的产值和产量均比2000年增加12.6%,2001年达到2亿美元(450万件),可见模具行业对它的拉动力。
3硬质合金立铣刀品种
硬质合金立铣刀主要有整体硬质合金立铣刀与可转位硬质合金刀片立铣刀两大类。
整体硬质合金立铣刀的直径范围从0.2~32mm,但实际上多数直径≤16mm,因大直径原材料费用太高。整体硬质合金立铣刀 (特别是球头立铣刀)品种规格极为繁多。为适应模具设计需要,其前端刀尖多数不是45°倒角,而是磨成一定数值的圆弧半径。根据采用的硬质合金牌号的不同,再配以刀具几何参数的调整,现已有适宜于铣削不同模具硬度≤45HRC,≤55HRC,≤65HRC的立铣刀品种。具有内冷却的整体硬质合金立铣刀也已获得应用。
用于模具加工的可转位硬质合金刀片立铣刀直径φ8~50mm者为大多数,以适应加工模具较小型腔形状的需要。它近年向小直径方向发展,已有直径8mm (R=4mm)的可转位硬质合金刀片球头立铣刀。可转位刀片结构的立铣刀可制成较长刀杆,以深入模具型腔加工,而整体硬质合金立铣刀的全长及刃部长度较短,以提高其刚性,获取以铣代磨的良好模具型腔表面粗糙度及很高的金属切除率。
整体硬质合金立铣刀广泛采用超细颗粒硬质合金制造,某些牌号硬度≥91HRA,抗弯强度高达3000N/mm2以上,完全可满足立铣刀切削过程中刃口所受的强大切削力。
我国的硬质合金立铣刀生产还在起步阶段,整体硬质合金立铣刀的产量更为稀缺。2002年全部硬质合金立铣刀的产值和产量仅为400万美元 (20万件),在预硬化模块生产技术上是严重的短缺。
4 模具加工用高速钢立铣刀
在日本立铣刀总量中高速钢立铣刀还占1/3。它主要定位于老企业用齿轮传动的机床及较大加工余量时的模具加工。其原材料皆选用高合金含量的高钒(3%~5%V)、 高钴 (8%Co及9%~10%Co) 高速钢和粉末冶金高速钢;除要求高硬度和红硬性外,更着眼于良好的耐磨性能。国内立铣刀还是以通用高速钢为主要材料,这是模具业抱怨国产立铣刀削寿命不及国外产品的主要原因。
5 硬质合金立铣刀与机床
CNC立式镗铣床或加工中心,配以硬质合金立铣刀是模具加工的基本设备,对机床的要求主要是两个方面:其一是制造整体硬质合金立铣刀的CNC多轴工具磨床;其二是能充分发挥硬质合金立铣刀效能的CNC立式镗铣床。
精密的整体硬质合金立铣刀国外用6轴联动CNC工具磨床制造,采用多片砂轮在一次装卡中磨成全部刃部几何形状,上述机床主要靠进口,价格昂贵,限制了国产整体硬质合金立铣刀的发展。
预硬化模块有一定的硬度,其切削抗力大。要能充分发挥硬质合金立铣刀的效能,CNC立式镗铣床主轴要有足够的功率、机床刚性要好,定位精度要高。此外因整体硬质合金立铣刀的直径较小 (一般≤16mm),要求主轴有较高的转速,直径6mm的硬质合金立铣刀要求主轴转速为6000r/min,更小直径的则要求主轴转速高达20000~30000r/min。国产CNC立式镗铣床有能力满足上述要求。
猜你喜欢
金属加工(热加工)(2021年8期)2021-08-26
冶金设备(2020年2期)2020-12-28
装备制造技术(2020年2期)2020-12-14
重型机械(2020年2期)2020-07-24
制造技术与机床(2019年12期)2020-01-06
金属加工(冷加工)(2018年3期)2018-03-26
现代制造技术与装备(2015年4期)2015-12-23
大型铸锻件(2015年5期)2015-12-16
中国科技纵横(2015年17期)2015-09-19
科技视界(2015年7期)2015-08-15