
快走丝线切割加工黑白条纹产生原因分析及对策
2010-10-17 11:04唐磊,王涛
科技传播 2010年9期
唐 磊,王 涛
1.浙江理工大学,浙江杭州 310018
2.浙江纺织服装职业技术学院,浙江宁波 315211
3.宁波工程学院,浙江宁波 315211
快走丝线切割加工黑白条纹产生原因分析及对策
唐 磊1,2,王 涛3
1.浙江理工大学,浙江杭州 310018
2.浙江纺织服装职业技术学院,浙江宁波 315211
3.宁波工程学院,浙江宁波 315211
本文分析了数控电火花线切割加工工件产生的黑白条纹的原因,以及提高数控电火花线切割加工工件表面粗糙度的一些方法,重点说明黑白条纹的去除方法。通过改进工作液喷射方式,根据工件调试不同切削液等各种办法,可以很大 程度上减轻黑白条纹,提高高速线切割加工的表面粗糙度,使得工件表面光洁均匀。
数控;线切割;电 火花;黑白条纹;HSWEDM
1 电火花线切割加工概述
现有的数控线切割电火花加工机床分为低速走丝(LSWEDM)和高速走丝(HSWEDM)两类。低速走丝线切割机床一般用黄铜作为电极丝。电极丝采用单向低速运行,用一次就废弃。高速走丝机床的电极丝使快速往返运行的,电极丝在加工过程中反复使用。这类电极丝主要有钼丝、钨丝,市场上常用的是直径0.18mm的钼丝。快速走丝方式的丝速一般为每秒几百毫米到十几米,如果丝速为10m/s时,相当于l 微秒时间内电极丝移动0.01mm。这样快的速度,有利于脉冲结束时,放电通道迅速消电离。
2 电火花线切割加工产生黑白条纹的原因分析
采用往返式高速走丝方式的电火花线切割加工,所加工的钢工件表面往往都会出现明显的黑白相间的条纹(如图1),切割表面存在黑白交叉条纹影响加工表面宏观质量的一个重要问题。
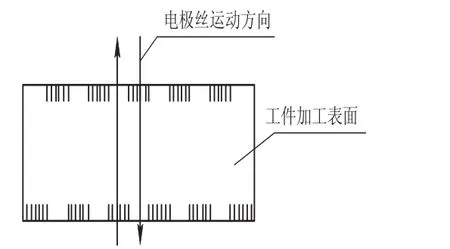
图1 高速走丝方式电火花线切割加工表面黑白条纹
通过反复观察工件加工过程和加工后工件检测,可以发现一个规律,在滚筒运丝换向的一个切割行程内,条纹的出现与电极丝的运动方向有关,电极丝进入处呈黑色,出口处呈白色。这是因为排屑和冷却条件不同造成的。电极丝从上往下运动时,工作液从上部浇注,由电极丝带入切缝内,放电产物则由电极丝从下部带出加工区。这时,上部工作液充分,冷却条件好,电极丝进口处工作液充分,放电是在工作液(乳化液)中进行,下部工作液少,冷却条件差,但排屑条件较上部好。工业液在放电区域内受高温影响瞬时高压气体,并急速向外扩散,对上部的电蚀产物排出造成困难。这时,放电产生的炭黑等物质凝聚附着在上部加工表面,使之呈现黑色。在下部,排屑条件较好,工作液少,放电产物中炭黑较少,况且放电常常是在气体中发生,因此加工表面呈现白色。同理,当电极丝从下向上移动时,下部呈黑色,而上部呈白色。这样,往返走丝的电火花线切割加工表面,就形成了黑白交错相间的条纹。
这种黑白相间的条纹,通常都会对加工表面粗糙度产生一定的影响。电极丝进口处工作液充分,放电是在工作液(乳化液)中进行。而在电极丝出口处,液体少,气体多,在低压放电的条件下,气体中放电间隙相对较小。所以,进口处的放电间隙比出口处大,结果使白色条纹比黑白条纹凸出。根据运丝系统稳定性不同,白色条纹会比黑白条纹凸起几微米至几十微米。
3 限制黑白条纹的对策
根据黑白条纹产生的原因可知,在电极丝往复移动的情况下,产生黑白条纹是很难完全避免的。但生产实践表明,黑白条纹的深浅变化并不一致,有的十分明显,凹凸相差几十微米;有的则是黑白条纹并不明显,凹凸相差也只有几个微米,说明黑白条纹是可以限制的。限制黑白条纹的方法,在生产实践中主要有以下几种:
1)确保运丝系统稳定性。调整储丝筒使其运转平衡,导向导轮无轴向窜动和径向跳动现象;
2)采用更合理的工作液喷射方式。采用螺旋式喷嘴,使工作液沿电极丝轴线喷出,且上下均匀;
3)选用洗涤性强的皂化液做线切割加工工作液。
根据不同的加工工艺指标,一般在5%~20%范围内,(乳化液5%~20%,水95%~80%)。一般按质量比配置,也可大致按体积比配置。对加工表面粗糙度要求比较高的工件浓度比可适当大一些,约15%~20%。对要求切割速度高和大厚度的工件,浓度可适当小一些,5%~8%。
4)线切割加工常选用模具材料Cr12的切割方法,Cr12属于高合金工具钢,具有较高的淬透性和耐磨性、热处理变形小,能承受较大的冲击载荷。对于模具上常用的这种材料,具有良好的线切割加工性能,工作液用蒸馏水配制浓度稍小一些可以减轻表面的黑白条纹,使工件表面洁白均匀。
5)超短行程往返切割方法,每次走丝换向的实际切割距离很短,大约为丝径的1/4左右,电极丝上、下运动时形成的凹凸不平将相互叠在一起,黑白条纹将难于看出。虽然储丝筒旋转换向频繁,但整个切割过程仍然在满丝筒的全长钼丝上进行,有效地避免了集中放电后的丝径损耗问题。
6)电极丝往返移动过程中,采取电极丝仅在一个方向移动时放电,而在另外两个方向(反方向)移动时不放电。这样做也可限制黑白条纹的产生,但单方向移动时切割的生产率较低。
通过以上6种办法,可以很大程度上可以减少减轻黑白条纹,提高高速线切割加工的表面粗糙度,使得工件表面光洁均匀。
[1] 张学仁.数控电火花线切割加工技术[M].哈尔滨工业大学出版社,2001,11.
[2] 刘志东.基于复合工作液的电火花线切割加工技术研究[J].电加工与模具,2008(增刊).
[3] 刘瑞已.电极丝及丝速和条纹对线切割的影响[J].机械工程师,2005(3).
TG48
A
1674-6708(2010)18-0091-01
唐磊,助教,浙江理工大学在读硕士,工作单位:浙江纺织服装职业技术学院,研究方向:机械/模具CAD/CAM
王涛,助教,工作单位:宁波工程学院
猜你喜欢
湖北农机化(2020年4期)2020-07-24
小福尔摩斯(2019年2期)2019-09-10
小学生必读(低年级版)(2019年9期)2019-04-13
小学生必读(低年级版)(2019年10期)2019-04-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年4期)2017-06-22
西南石油大学学报(自然科学版)(2015年3期)2015-04-16
娃娃画报(2014年9期)2014-10-15
