
数控机床伺服调整在机床调试中的重要性
2010-11-28 04:59杨国栋何红欣
制造技术与机床 2010年5期
杨国栋 何红欣
(汉川机床集团有限公司,陕西汉中 723003)
1 问题的提出
XH716E加工中心采用的是FANUC 0i-MC系统和驱动系统,三轴联动,可以实现各种复杂零件和模具的加工。在对一台XH 716E机床作试切实验时发现加工的试件表面出现图1的条纹,并且表面局部有麻点。

要解决以上问题,必须对机床的伺服系统进行细致的调整。
2 FANUC伺服控制环路的分析
FANUC数控系统及驱动控制主要包括电流环、速度环和位置环三个环路。控制框图见图2。
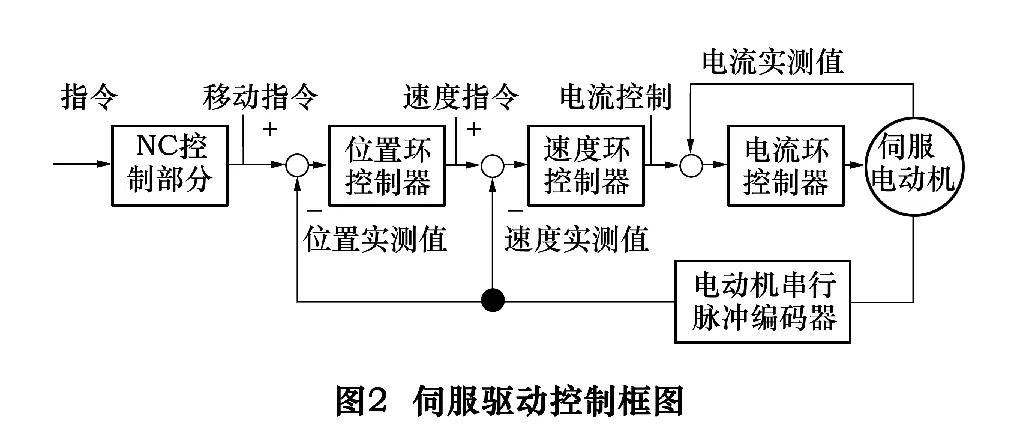
2.1 电流环控制
电流环的调整主要是对电流滤波器的调整。通过图2框图可以看出,内部电流环的调节会影响外部速度环的性能,因此,电流环滤波器的调整通常在速度环调整中来进行。
2.2 速度环控制
速度环位于电流环和位置环的中间,其控制相对复杂,控制框图见图3。

速度环设定的主要参数有速度环积分增益(PK1V)P2043、速度环比例增益(PK2V)P2044、速度环不完全积分增益(PK3V)P2045、负载惯量比P2021以及电流滤波器1~4。
速度环积分增益是速度环的低频增益,决定伺服的响应性能,稳定的范围越大,伺服特性就越好。而速度环比例增益是高频增益、高频振荡,就要下调PK2V。低频振动,也可提高PK2V来加以改善。速度环不完全积分增益对伺服的稳定性没有影响,只对单脉冲进给和过冲有影响。PK1V和PK2V的调整通过调整负载惯量比P2021来完成。负载惯量比是速度环里最重要的参数,它决定着速度环的增益大小,要仔细调整。
电流滤波器1~4主要是对速度环控制器频域响应中的波峰进行调节,抑制振动,使伺服平稳运行。特别说明,滤波器的数量应是越少越好。
2.3 位置环控制
位置控制环在整个控制系统中举足轻重,也是三个控制环中最为复杂的控制环。其内容包括位置控制、前馈控制、精细加减速功能、静摩擦补偿功能及反向间隙加速功能等。其控制流程如图4。

位置控制的主要参数就是位置环增益P1825,需要用专门伺服软件仔细调整。调节位置环增益,可提高机械系统的响应时间,更加精确地到达指令位置,提高机床定位精度。机床插补轴设定值应设一样。
前馈控制是提高位置精度、减小位置误差的重要功能。因此在模具加工中选择、调整前馈功能非常重要。需要调整前馈设定的参数有 P2092、P2068、P2069、P1768。
精细加减速功能(FAD)是用软件进行加减速处理,实现平滑加减速的功能。在进行模具的高速、高精度加工时,使用FAD功能,有助于提高模具加工面精度,减小机床冲击。因此,FAD参数P2109精细加减速时间常数需要通过伺服软件对机床的运动分析测量后进行设定。
静摩擦补偿功能是当静摩擦大时,在速度指令上增加补偿数据,可减小起动时的延迟。
反向间隙加速是因在圆弧切削时,电动机反转时滞后,产生象限突起,为了改善象限突起,需要用此功能。
3 解决的方案
从FANUC伺服控制环路分析可知:此台XH716E机床加工的零件表面粗糙度差,是由于速度环频率响应和位置环的频率响应没有进行合理的调节引起,涉及主要参数有P2021、P1825和电流环滤波器1~4等;而表面有麻点状况的产生主要是轴的过冲引起的,与精细加减速,前馈控制有关,涉及的参数主要有P2109,P1620、P1621、P1622、P2092、P2068。
要完成这些参数的正确设定必须借助FANUC SERVO GUIDE专用软件来完成。
3.1 速度环驱动响应的测量和调整
(1)测量的内容和目的
测量速度环控制系统频率响应,设定参数P2021(负载惯量比)、P2069(速度前馈系数)、P2107(切削时速度环增益倍率值)、P2335(高速HRV时速度环增益倍率值),及电流环滤波器1~4参数。
(2)测量结果评定和参数调节方法
观察电流环频率响应的幅频曲线图,尽量提高P2021设定值,曲线在0~100 Hz时,应平缓靠近在振幅0 dB位置;100~200 Hz时,曲线波峰尽量平缓,靠近0 dB位置,最大不超过10 dB;在200 Hz以上,通过曲线图,找出共振点,设置电流环滤波器1~4,消除共振点,且共振点处曲线处于-10 dB以下,1 kHz附近的曲线低于-20 dB以下,曲线频率响应带宽尽可能接近200 Hz。如图5所示在满足要求的情况下,滤波器数量应越少越好。

3.2 位置环驱动响应的测量和调整
(1)测量的内容和目的
测量位置环频率响应,设定参数P1825(伺服环增益,应尽量提高该值)、P2092(位置前馈系数)、P1768(先行控制插补后加减速时间常数)、P2109(精细加减速时间常数)、P1620(快速移动加减速时间常数)、P1621(钟形加减速时间常数)、P1622(插补后加减速时间常数)、P2048(反向间隙加速量)、P2071(反向间隙加速有效时间)、P2082(反向间隙加速停止距离)。
(2)测量结果评定和参数调节方法
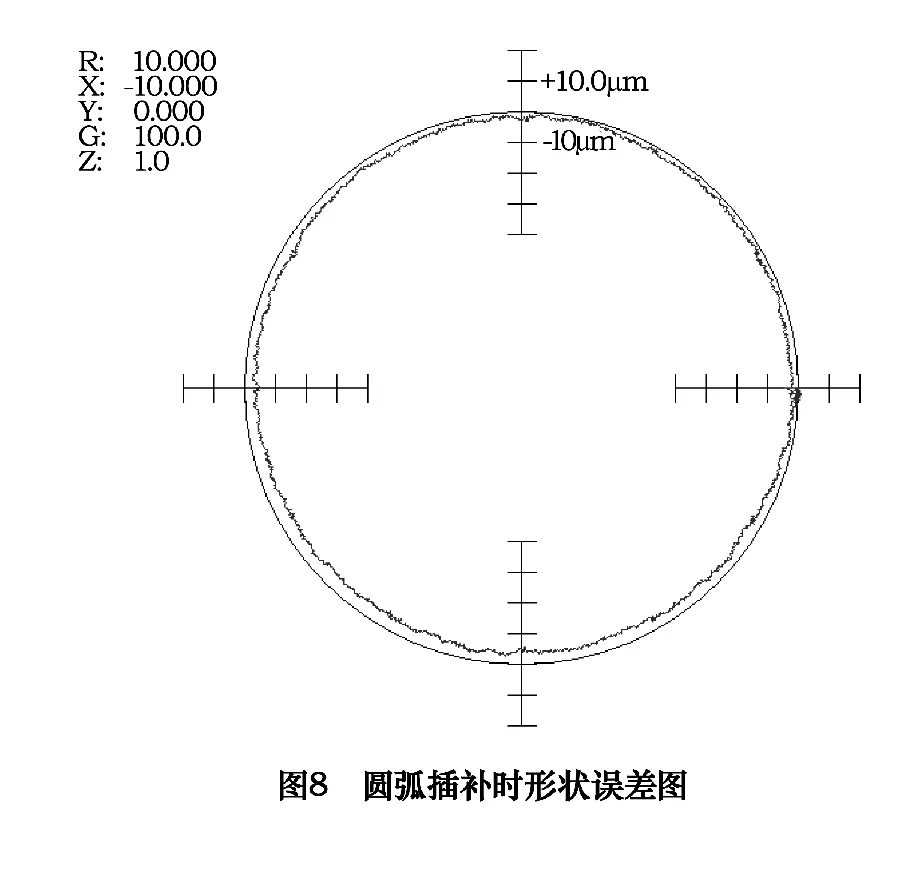
用机床轴的快速移动、直线插补、圆弧插补,通过观察TCMD(转矩命令)、SPEED(电动机速度)波形,快速调整后的波形应优于或接进于图6的波形,直线插补的波形应优于或接进于图7所示的图形;圆弧插补的图形应优于或接近于图8所示的图形。


4 实际参数调整和加工效果
在调整过程中,涉及改变的参数如表1、表2、表3。

表1 速度环参数调整

表2 位置环参数调整

表3 电流环参数调整
为了测试驱动调整的效果,分别对机床参数调整前后进行了同一工件的试加工。加工工件为在一矩形(梯形)表面上加工一个弧形凹面和一个弧形凸面,材料为铜66X43,45°角往返进刀。R3 mm球形刀,进给F2500,主轴转速S3800,加工时间约15 min。加工前后效果如图1和图9所示。
从试加工的结果可以看出,调整后的加工效果有了明显的改善,大大减少和消除了工件表面的过切和麻点状况,表面粗糙度值有很大减小。

5 结语
运用FANUC SERVO GUIDE软件对伺服系统的调整能大大提高机床的加工性能,具有很强的实际应用价值。但是值得说明的是由于加工对象的不同,对机床的性能要求也不尽相同。即使是同一台机床,由于高速度和高精度只是相对而言,并且相互矛盾,在不同的时段,参数的调整也会有所不同。因此,在调整时应根据实际情况寻找此参数的最佳平衡点。
猜你喜欢
北京航空航天大学学报(2021年6期)2021-07-20
电子制作(2019年19期)2019-11-23
电子制作(2019年11期)2019-07-04
电子制作(2018年19期)2018-11-14
电子制作(2018年16期)2018-09-26
消费导刊(2018年8期)2018-05-25
电子制作(2018年1期)2018-04-04
制造技术与机床(2017年8期)2017-11-27
演艺科技(2017年3期)2017-05-03
电子制作(2016年1期)2016-11-07
