
基于DSP和CAN总线的织机监测管理系统研究
2010-12-26 06:59王春红武春英
河北科技大学学报 2010年2期
王春红,武春英
(河北科技大学信息科学与工程学院,河北石家庄 050018)
基于DSP和CAN总线的织机监测管理系统研究
王春红,武春英
(河北科技大学信息科学与工程学院,河北石家庄 050018)
以剑杆织机为研究对象,设计了一种基于DSP和CAN总线的织机监测管理系统,并对系统的体系结构、硬件组成、软件功能与设计进行了说明,系统确保了数据通信的准确性和快速性。
DSP;CAN总线;织机;监测
随着先进制造技术的发展,用新型织机代替有梭织机是发展纺织工业的必然。但同时,很多纺织企业生产管理仍然处于单机台工作监测、人工抄表的低效状态,先进的新型织机生产与落后的人工监测管理形成了明显的反差。因此,应用计算机测控技术、网络技术对新型织机进行计算机监测,构建织机信息监测管理系统,打造企业现代化管理的数字化、信息化技术平台,是提高新型织机综合效能,促进纺织企业现代化管理的有效途径[1-2]。
1 织机监测管理系统的功能及总体结构
1.1 系统功能
根据企业要求,织机监测管理系统的主要功能应包括以下6个方面:
1)通过现场总线将各织机监测器连接在一起,对每台织机的打纬次数、经停、纬停、边停、停车次数及停车时间等信号进行实时采集和分班存储;
2)以织机现场分布平面图形式动态监测织机运转状态,以列表形式实时显示织机当班生产数据;
3)能够输出所需报表,方便地进行品种、纬密、产量计划、织疵计划、匹分计划等生产参数的设定和修改;
4)能够进行品种效率分析、织疵率分析,具有辅助生产、辅助决策功能;
5)具有故障诊断及报警功能,能及时查找系统故障;
6)系统适应性强,便于维护、扩充。
1.2 系统总体结构
整个系统由3大部分组成:因特网级、企业局域网级和现场控制级。通过企业局域网连入因特网可完成远程故障诊断;企业局域网可接收现场织机状态信息,也可接收由现场上位机处理后的数据信息,以便宏观控制与管理;现场控制级则由上位机、数据采集下位机及监测现场构成。上位机由主计算机和通信接口组成,计算机安装有专门的织机监测软件,监测软件借用计算机的强大功能实现远程实时观测和控制,通信接口则完成通信电平的转换和数据通信;下位机则以DSP微控制器为核心[3],辅以相关外围电路完成织机工作状态的实时显示、声光报警和远距离通信;监测现场即是车间的具有信号发生装置的织机控制箱。系统总体结构如图1所示。
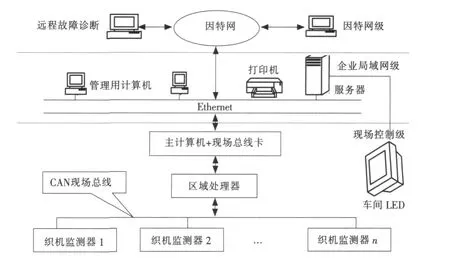
图1 系统总体结构Fig.1 Main structure of system
2 现场控制级硬件构成
现场控制级从总体上又可分为上位机和下位机2大部分:上位机主要任务是完成数据通信,对数据加工、处理后,形成织机工作状态及产量数据库,以便日后的数据分析、生产决策;下位机主要任务是完成织机数据采集,下位机硬件主要由织机监测器、区域处理器、CAN总线组成。
2.1 织机监测器
为了满足新型织机实时性、可靠性要求,织机监测器的核心处理器采用了 TI公司的DSP芯片TM S320LF2407,它是直接与织机打交道的底层设备。TM S320LF2407把1个高性能内核和内嵌的16位CAN模块集成为1个芯片,非常适合工业控制领域。它的指令周期为40 ns,有高达32 K字的FLASH程序存储器,高达1.5 K字的数据和程序RAM,544字双口RAM,2 K字的单口RAM,2个适合于电机控制的事件管理器模块,集成有10位A/D转换器,片内处理及对外数据输入、输出数据字长均为16位,读写核心模块内的RAM及Flash Memory数据都为16位,与CAN进行通信的数据为16位。由于各芯片中地址总线和数据总线均为共用,所以设计中采用了CPLD逻辑控制器来对各芯片进行片选。这些功能足以满足织机实时数据采集的要求,并为以后的系统扩展提供了接口[4-5]。织机监测器的主要功能是完成织机状态数据、产量数据的采集、存储、组织和简单的数据处理,并采用“中断”方式来响应CAN节点的通信要求。
TM S320LF2407自带的CAN控制器模块是1个16位的外设,对它的访问分成对控制/状态寄存器的访问和邮箱的RAM访问。邮箱位于1个48×16位的RAM中,它可以被CPU或CAN读写。基于DSP的织机监测器控制系统硬件结构原理如图2所示。
2.2 CAN现场总线
本系统采用CAN现场总线,可满足织机传输速度快、实时响应好、抗干扰能力强、扩展接口方便且通信安全可靠、容易实现、价格便宜的要求。
在基于CAN现场总线的网络中,单个节点由1个微控制器、1个CAN收发器和1个CAN控制器组成[6],本系统采用了PH IL IPS公司的CAN总线控制器SJA 1000和CAN总线收发器PCA 82C250。系统的上位机(主计算机)通过插在主板上的CAN通信卡PCL-841挂在CAN总线上,作为CAN总线上的一个节点处理,区域处理器是各个织机监测器的控制单元,通过CAN网络与上位机进行通信,实现对织机监测器的信息采集和指令控制。
2.3 区域处理器
区域处理器通过CAN现场总线实现对区域内监测器的数据通信并将织机信息做一定数据汇总处理。作为上位机与织机监测器的中间节点,它既要响应上位机的命令以及参数设置,将处理后的数据上传至上位机,又要对监测器的运行进行管理,完成实时数据(如停台时刻等)的保存。区域处理器可以保存15日的织机生产数据,从而提供了更持久的数据存储功能,对其上层结构和下层结构都产生有益的影响。多个区域处理器将下层总线划分成若干局部总线,不同区域的织机数据可并行传输,提高了数据传输速度,另外其强大的数据存储功能也缓解了系统对上一级结构实时性的要求,使得其上层结构能够采用性能和造价都低一些的RS-485通信方式,从而使系统的扩展简单方便[7]。本系统以51系列内部带有8 KB闪存的89C52单片机作为区域处理器的内核,其电路原理图略。

图2 监测器控制系统硬件结构原理框图Fig.2 Hardware p rincip le framewo rk of monito r controlling system
3 上位机软件系统设计
上位机软件系统既涉及数据通信,又涉及数据处理与数据共享,因此前台开发选用了Visual Basic 6.0,这样可利用M scomm控件实现与下位机的通信;而后台数据库采用安全性、数据完整性、一致性约束很强的SQL Server 2000。上位机软件的设计本着简捷、实用的原则,可实现现场信号实时显示、控制参数调整、重要历史数据保存、图形显示、信号报警及报表打印等功能,具体设计如下。
3.1 结构设计
按照自上至下逐步细化的结构化分析和设计方法,系统从上位机与下位机的数据通信(调入数据)到数据处理再到辅助决策,其总体结构如图3所示。

图3 上位机软件系统结构图Fig.3 Structure draw ing of top machine software system
根据系统功能需求,将系统分为织机实时监测子系统、生产信息管理子系统、次布信息管理子系统及面向决策者的辅助决策子系统4部分,系统基本功能结构如图4所示。
3.2 功能模块设计
3.2.1 实时监测子系统
该模块可实现以下功能:以数字列表形式显示整个车间生产状况包括各区的开台数、停台数、开台率、品种效率等信息;按实际机台布局以图形方式显示各区的织机状态,如开台、停车、故障;实时监测织机的运行,在织机运行出现故障时,发出报警提示信息。
3.2.2 生产信息管理子系统

图4 系统基本功能结构Fig.4 Basic function structure draw ing of system
该模块可实现以下功能:调入机台数据(来自下位机),实现数据计算、数据汇总、盘存月报等功能;数据显示与报表输出,显示当班运转情况、班组日产量、机台运转情况、上轴落布情况、了机预报情况、报表输出;参数校验,包括开班时间、机台参数、品种参数的修改;信息公布,将生产数据信息以报表或大屏幕方式提供给车间一线工人,使他们随时了解自己的产量及相关信息。
3.2.3 次布信息管理子系统
该模块可实现以下功能:次布数据的录入、显示、报表输出及除挡车工之外的其他工种的数据统计计算。
3.2.4 辅助决策子系统
该模块可实现以下功能:根据工厂需要完成特定数据的分片、分块图形显示及钻取功能,并实例化,同时为上层领导的决策提供依据。其中织疵率分析[8],找出织疵率高的机台、班组、台位、品种进行定性分析,对下一步生产提供决策指导;停车时间分析,找出停车时间长的机台,分析原因,及时检修;上轴落布分析,将品种的上轴数量与落布数量对比分析,结果与预期值比较,差值较大的找出原因、分析漏洞,及时指导生产。
登录用户分为高级用户和普通用户。高级用户可对织机的基础数据进行修改、调整,普通用户采用通用计算机(PC机)分布在企业局域网内,通过网络从数据库服务器中获取有权限的数据信息,实现信息的共享。
4 结 语
该系统有效地将DSP微处理器的高速处理能力和CAN总线通信的高性能、高可靠性的优点结合起来,方便地实现了纺织车间织机信息的实时采集及织机运行状态的实时监测,构建起织机监测和全分布的企业控制网络。该系统结构简单,易于扩充,安装维护方便,在高速通信速率下有较强的抗干扰能力,上位机软件功能齐全、实用。应用实践表明该系统给纺织企业带来了实际的效益,使其在上层管理与车间生产控制上都上了一个档次,为企业今后的数字化、现代化管理奠定了坚实的基础,具有很好的应用前景。
[1]王正成.供应链模式下纺织业信息系统的数据集成[J].纺织学报(Journal of Textile Research),2005,26(4):20-21.
[2]刘 原,张秀芳,郭亚青.新型织机网络监测与管理系统的研究[J].纺织器材(Textile Accessories),2003,30(5):17-19.
[3]贺代春,刘教民,王震洲.基于DSP的高速数据采集系统的研制[J].河北科技大学学报(Journal of Hebei University of Science and Technology),2004,25(4):48-50.
[4]彭显刚,暨绵浩,曾岳南,等.基于 TMS320LF2407和CAN总线的通信应用设计[J].汕头大学学报(Journal of Shantou University),2006,21(1):10-13.
[5]牟路勇.基于DSP的航空发动机电子控制器设计研究[D].南京:南京航空航天大学,2004.
[6]刘清波.基于CAN总线的剑杆织机监控网络系统的研究与开发[D].杭州:浙江大学,2004.
[7]邵景峰,秦兰双.基于C/S模式的织机监测系统设计[J].纺织学报(Journal of Textile Research),2006,27(7):75-78.
[8]郑 广,周万珍,马红霞,等.基于图像距离差的织物疵点检测算法研究[J].河北科技大学学报(Journal of Hebei University of Science and Technology),2006,27(3):239-241.
Research on the loom monitoring and management system based on DSP and CAN bus
WANG Chun-hong,WU Chun-ying
(College of Information Science and Engineering,Hebei University of Science and Technology,Shijiazhuang Hebei 050018,China)
Taking Rapier loom as the reseach object,this paper introduces a kind of loom monitoring and management system based on DSP and CAN bus,and searches the system structure,hardware components,software function and design.This system ensures the accuracy and speed of data communication,lays the foundation fo r textile enterp rise to realize informatization and modernization.
DSP;CAN bus;loom;monitoring
TP391
A
1008-1542(2010)02-0124-04
2009-12-02;
2010-02-16;责任编辑:李 穆
河北省科技攻关项目(04213112)
王春红(1963-),女,河北枣强人,副教授,硕士,主要从事信息技术与数据库方面的研究。
猜你喜欢
车迷(2018年12期)2018-07-26
三联生活周刊(2017年32期)2017-08-11
纺织科学研究(2017年4期)2017-05-17
纺织科学研究(2017年1期)2017-05-17
中国老区建设(2016年3期)2017-01-15
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年12期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26
IT时代周刊(2015年9期)2015-11-11
学习月刊(2015年3期)2015-07-09
