碳化尾气净氨塔移位改造
2011-01-04 08:50卢玉澎张占德
纯碱工业 2011年5期
卢玉澎,张占德
(唐山三友化工股份有限公司,河北 唐山 063305)
经验交流
碳化尾气净氨塔移位改造
卢玉澎,张占德
(唐山三友化工股份有限公司,河北 唐山 063305)
碳化尾气净氨塔移位项目施工内容包括3#、4#尾气净氨塔整体移位,尾气总管制作安装。降低了碳化尾气总管的工作压力,减少了CO集中排放,给真空蒸馏项目预留了设备位置,使生产设备更加满足生产需要。
碳化尾气净氨塔;整体移位;安全节约
股份公司4台碳化尾气净氨塔集中安装在碳化塔群东侧,尾气集中排放,造成局部地点CO浓度较大。为了减小CO的集中排放,并且给即将上马的真空蒸馏项目的设备预留位置,公司决定将3#、4#碳化尾气净氨塔从目前位置移至碳化塔群西侧,以满足安全生产工艺需求。
1 设备改造简介
3#塔设备净高26025mm(不含排气接管),设备净重60218kg,4#塔设备净高30025mm(不含排气接管),设备净重65218kg,新位置基础标高19000mm,其中改造部分包括:3#碳化尾气净氨塔直段加高4000mm,底座腐蚀严重需要更换,制作新底座及2000mm直段。出气管改造,需要加高1 000mm。2台净氨塔尾气入口管进行结构改造。
2 施工难点与解决方法
2.1 吊车的选用
碳化尾气净氨塔移位改造,由于塔体内件为塔盘结构,与外部溢流方管交错安装如图1所示,内件部分总高度11825mm,理论重量33t,切割后,溢流方管与塔体外壁间隙为300mm,溢流方管宽度为1566mm,切割齐口困难,移位后,塔体组对不能保证原有尺寸,并且焊接位置空间狭窄,难度极大,因此溢流箱部分整体拆除。经过计算,溢流箱段整体重量约为46t(包括结疤),因此,就目前吊装位置,设备安装时的吊车选用处于临界状态:如果选用利勃海尔250t吊车,出杆46.7m,起升高度44m,最大起重量42t,不满足吊装要求,如果选用利勃海尔300t吊车,出杆40.9m,起升高度38m,最大起重量60t,远远超出要求,费用较高。

图1 溢流段塔体
经过实地测量,发现现有基础地势较低,造成吊车参数不满足要求,如果把现有基础采用砂石料加高1.5m,则起重参数相应变化,回转半径12m,出杆41.5m,起升高度38m,最大起重量51t,因此利勃海尔250t汽车吊就能够满足设备吊装要求,节省了吊车费用。
2.2 拆除过程中的安全防护
碳化尾气净氨塔拆除过程中,出气管的捆绑存在安全问题,出气管距离塔顶平台高度11m,在顶部设吊装点,捆绑钢丝绳困难,且吊装过程中不安全;搭设脚手架危险系数较高,费用较大,并且搭设、拆卸时间较长,影响施工进度,因此采用在出气管法兰上方开设吊装孔,钢丝绳从出气管中心穿入,从吊装孔传出,然后环绕1周用卸扣卡紧。安装结束后,加补强板焊接吊装孔,吊装示意图见图2。

图2 出气管吊装
塔体在起吊过程中容易发生晃动和转动,由于此次吊装塔体与附属管道距离较近,最小距离仅为150mm,防止塔体晃动与管道碰撞,在每段起吊段塔体的下一段塔体圆周均布安装3个导向柱,防止起吊段转动和晃动,见图3。在切割口上下各100 mm处,焊接长度300mm的200槽钢,底部槽钢短节封底,中间穿入160导向槽钢1000mm。
这样既起到了垂直起吊的导向作用,又能防止起吊段塔体转动和晃动,使起吊塔体平稳起吊,防止塔体与附属PVC管道碰撞。

图3 防晃动、旋转安全措施
3 安装过程中的创新点
3.1 尾气进气总管的预制安装
尾气总管包括DN1000碳钢管道24m,不锈钢管道12m,以前预制过程中,只预制到弯头一侧,另一侧现场安装焊接,不锈钢材质的管件现场组对焊接,避免尺寸误差,共需要现场焊接10道焊口;而此次施工,时间紧任务重,经现场实地测量与图纸结合,仔细掌握尺寸,预制管道,除关键部位外,不留余量,现场只需要焊接3道焊口,降低了现场的劳动强度,保证了工作质量,提高了工作效率。
3.2 碳化尾气净氨塔尾气入口改造
原有碳化尾气净氨塔尾气入口为气体分布器,材质为Q235-A,由于冲刷腐蚀严重,移位后改为直冲式,材质316L,如图4所示。以往制作此类进气管时,进气管整体卷制,焊接完成后,再使用等离子切割机,切割所需要的圆弧;连接板整体切割下料,剩余弧形板废料,不能再利用。
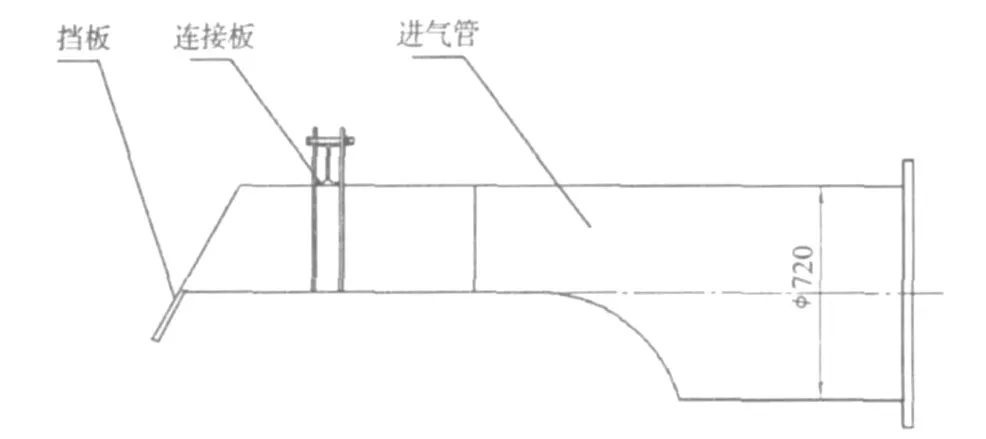
图4 进气管结构图
此次制作,本着节约的原则,在卷制进气管之前,放样划线,平板切割,这样使以前的圆弧废料就变成了可利用的不锈钢板;连接板下料时,延长190 mm切割圆弧,这样切割下来的圆弧板与挡板尺寸相同,只产生90×190mm废料两块,比以前的方法节约0.5m2不锈钢板。
3.3 现场方人孔的变更
碳化尾气净氨塔移位安装后,发现土建基础钢平台与塔体检修方人孔干涉,工艺设计要求,在原有塔体上挖补,并制作安装新的人孔,这就需要卷制塔体,现场切割挖补,至少需要3天的时间,因此,经过现场测量,决定人孔与塔体整体切割,保证对角线尺寸相等,然后旋转180°,如图5所示,仍焊接在原有位置,这样施工只需要1天时间。

图5 人孔变更
[1] 黄璟.起重工[M].北京:化学工业出版社,2001
[2] 徐至钧,燕一鸣.大型立式圆柱形储液罐制造与安装[M].北京:中国石化出版社,2003
TQ114.15
B
1005-8370(2011)05-29-02
2011-06-23
猜你喜欢
石油化工设备(2022年6期)2022-11-25
金属矿山(2020年4期)2020-05-28
爆炸与冲击(2019年2期)2019-02-27
中国计划生育学杂志(2018年8期)2018-12-14
石油化工建设(2018年2期)2018-07-11
录井工程(2017年3期)2018-01-22
幼儿画刊(2017年1期)2017-03-20
西南石油大学学报(自然科学版)(2016年2期)2016-12-01
学苑创造·A版(2016年9期)2016-10-10