梯形螺文首、尾丝扣毛刺处理工艺研讨
2011-01-29 01:59赵敏,李强
时代农机 2011年7期
赵 敏,李 强
(1枣庄通晟实业有限公司锻造厂,山东 枣庄 277000;2山东鲁能菏泽煤电公司郭屯煤矿机电科,山东 郓城 274700)
在机械加工中,螺纹连接、螺纹传动被广泛应用,由于用途不同,他们的技术要求和加工方法也不一样。如何高效,高质量的利用车床加工螺纹,是机械加工网点目前面临的最大经济增长点。
下面以梯形螺纹为例阐述操作要点和技术要领。
螺纹在加工过程中经常出现丝扣周围、首尾丝扣(螺纹两端不完整牙形部分)有毛刺,见图1,处理的方法多种,多以铣削、磨削、锉削为主。通过以上方法处理过的工件容易出现夹痕、磕碰、外观质量不好,不适合大批量规模生产。针对产品生产过程中出现的毛刺特点,处理方法如下。
1 丝扣周围的毛刺处理
(1)丝扣周围的毛刺形成。梯形螺纹所用的刀具一般是用成型刀,在切削螺纹时刀具三面受力,对刀具的质量要求很高,进给量也要控制的很好,即使这些要求都能达到,由于切削挤压,出现毛刺也在所难免。
(2)丝扣周围毛刺清除方法。既然丝扣周围毛刺是由于生产过程中刀具与工件之间挤压所致,我们经过实践得出去除毛刺经验是:在螺纹切削到达规定尺寸后,在不加减尺寸的情况下重复最后一刀切削程序,由于切削挤压所产生的毛刺一般均可清除掉。
2 首、尾丝扣毛刺形成的原因
螺纹启扣及尾扣毛刺是由于成型刀与螺纹端部倒角所形成的端部、尾部1/2螺距部分,形成及形状见图1。其特点是尖而锋利,是螺纹加工过程中不可避免的加工缺陷,清理丝扣首尾毛刺是加工中不可缺少的一道工序。
处理的方法多种,多以铣削、磨削、锉削为主。
现以加工梯形螺纹:T100×8-6g为例,利用车床不变换工位去除螺纹启扣及尾扣毛刺,其操作要点和技术要领如下。
2.1 设备选用
经济型数控车床:凯恩帝系统。
2.2 刀具的选择
(1)自做刀具,刀具材料为高速钢,应注意以下几点:①螺纹粗车刀的选择原则,车刀的刀尖要略小于牙型角;应磨有10°~15°的背前角, 背后角 (αp=6°~8°, 切削用量:νc=15~18m/min,αp=0.2~0.4mm。②螺纹精车刀的选择使用原则:车刀前端横刃不参加切削,侧刃应磨出分屑槽并磨有较大的前角(一般γ0=15°~20°),刃磨时,切削刃要求平直光洁。 切削用量:νc=1~5m/min,αp=0.02~0.05mm;
(2)自做刀具,刀具材料为硬质合金(YT15),制作时应注意以下几点:①螺纹粗车刀,在车刀前面磨出两个R7mm的圆弧,两侧刃磨出-3°~-5°的倒棱,切削用量:νc=60~80m/min,αp=0.2~0.5mm。②螺纹精车刀,车刀前角γ0=0°两侧切削刃有切削刃带,刃磨时,要求切削刃的表面粗糙度值较小。③数控成型车刀:选择原则是刀杆刚性要好,型号要符合所加工要求。
3 加工要领
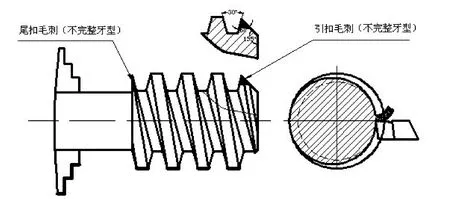
图1
(1)计算牙形高度,即牙形的背吃刀量,应达到需要的背吃刀量,保证螺纹的牙形尺寸。注意事项:车刀必须始终保持锋利状态,切削速度控制在5m/min,并加注足量的切削液。尽量选择大截面的刀杆和缩短刀杆长度,
(2)加工螺纹,采用高速直进车削方法,为使梯形螺纹牙形半角相等,在装夹螺纹车刀时,应将车刀对准工件中心,刀尖30°应垂直于工件轴线,用对刀样板作透光检查。切削用量νc=3m/min,αp=0.2mm,最后一刀αp=0.05mm,车到小径尺寸后,使αp=0mm重复走刀一次,目的是清除由于切削力产生的丝扣周围毛刺。
(3)去除启扣与尾扣毛刺:切槽刀正、反各一把,要求刀宽≥梯形螺纹牙形最宽尺寸,车床正转,切槽正刀,以螺纹车刀的对刀点向外移动1/2螺距作为切削始点,结束点选在首扣的完整牙形处,根据不完整牙形毛刺状况确定相应的x方向进给,去除首扣不完整牙形毛刺;车床反转,切槽反刀,以螺纹车刀的对刀点向里移动整个螺纹部分尺寸+1/2螺距作为切削始点,结束点选在尾扣的完整牙形处,根据不完整牙形毛刺状况确定相应的x方向进给,去除尾扣不完整牙形毛刺;对刀点的选择需要反复试车后固定。
[1]李洪.机械加工工艺手册[M].北京:北京出版社,1990.
[2]金福昌.车工[M].北京:机械工业出版社,2005.
[3]于作功,张建柱.Cimatron E8中文版数控加工[M].北京:人民邮电出版社,2009.
猜你喜欢
中国金属通报(2021年6期)2021-07-01
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年10期)2017-11-28
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
中国市场(2016年45期)2016-05-17
科教导刊·电子版(2016年2期)2016-03-12
轴承(2015年11期)2015-07-30