二甲醚关键技术应用及产业化
2011-02-10 06:39
河南化工 2011年17期
(鹤壁宝马(集团)实业有限公司,河南鹤壁 458008)
鹤壁宝马(集团)实业有限公司是一家跨行业的综合性企业,集团下属的化工企业有鹤壁市宝马化肥厂、鹤壁宝发能源科技股份有限公司、河南润恒生物能源有限公司等单位。
鹤壁宝发能源科技股份有限公司2009年通过引进新设备,采用新技术,新工艺,成功建造了一套30万t/a新型甲醇气相催化法生产二甲醚装置,运行两年多来,装置生产效率高,产品质量稳定,吨醚消耗居全国同行业最低。其“30万吨二甲醚关键技术应用及产业化”被评为2010年鹤壁市科学技术成果一等奖。
1 设计选择
在设计二甲醚原料时选择以甲醇含量≥85%(质量分数)的粗甲醇为原料。利用粗甲醇为原料的工艺技术具有明显的节能效果,且装置流程简便。如果选用精甲醇为原料,粗甲醇在转化为精甲醇时,无论两塔精馏还是三塔精馏,势必消耗和浪费掉部分原料,远没有以粗甲醇为原料的收率高。几种气相法生产二甲醚主要消耗对比(t产品)见表1~表3。

表1 以粗醇转化成精醇为原料(综合)的主要消耗
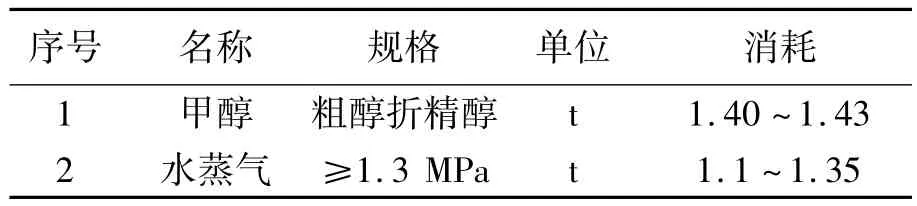
表2 以粗醇为原料的主要消耗
2 工艺流程
工艺流程见下页图1。
2.1 二甲醚转化流程
来自甲醇罐区的粗甲醇进入甲醇缓冲罐,同时,甲醇蒸馏塔中的混合物(甲醇+水)被净化回收后也被引入甲醇缓冲罐,汇合的粗甲醇经甲醇进料泵加压进入甲醇蒸发器,预热到140~150℃后,进入甲醇汽化塔进行汽化。从汽化塔塔顶出来的150℃汽化甲醇在进入反应器前正常情况下分为两股,一股经换热器换热后进入,与另一股不经热交换热器的甲醇气体汇合,温度达240~260℃后进入反应器。
从反应器出来的约340℃的气体经热交换器,换热后的气体为195~210℃,进入甲醇蒸发器,逆流与来自甲醇进料泵的液体进行换热。换热后的气体温度在95~130℃(大于压力下泡点温度85℃)进入精馏塔。精馏塔顶气体经冷凝器冷凝后,进入回流储罐中,冷凝液一部分作为粗馏塔回流液,另一部分作为产品送至二甲醚罐区。不凝气体进入洗涤塔,经洗涤液吸收其中的二甲醚、甲醇后,尾气经减压后送三废锅炉燃烧。
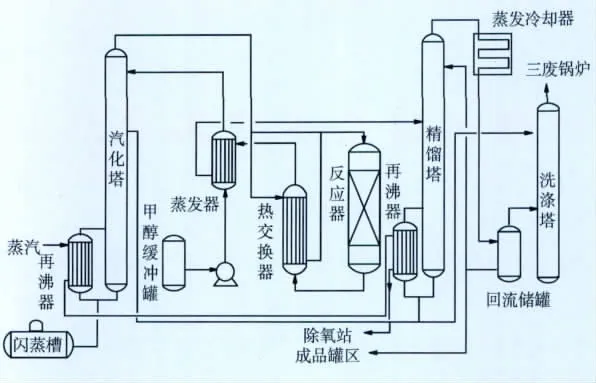
图1 二甲醚生产工艺流程图
2.2 余热、余料利用流程
从精馏塔出来的水、甲醇混合液,经釜液输送泵增压后一小部分经洗涤塔冷却器冷却后送洗涤塔做洗涤液用,其余大部分送往回收塔中段回收混合液体中甲醇。精馏塔再沸器所用热源来自汽化塔再沸器冷凝水,其温度在175~190℃,汽化塔和精馏塔冷凝水相混合后,在140℃左右送入除氧站作为热源与来自变换50℃的脱盐水混合到102℃±2℃送锅炉。汽化塔釜废水汽化塔釜废水经过减压后闪蒸出里面的有效气体回收利用。
2.3 工艺改进总结
在常见的流程中,出反应器的气体经过3~4步回收利用热量以后,进行水冷器冷凝进入粗二甲醚缓冲罐。由于此时的温度还有130℃左右,这部分热量不仅白白浪费,还要增加冷却水用量,而且,在冷却到50℃以下时,进入精馏塔仍然要加热汽化,既消耗热量用于精馏塔再沸器的加热,又消耗冷量用于粗二甲醚的冷却。
由于本装置二甲醚反应器和精馏塔采用同一反应压力等级操作,使出反应器的粗二甲醚直接进入精馏塔,实现了反应—精馏一体化操作,不存在二次加热汽化,二次冷凝,节省了二甲醚精馏塔前的冷凝、汽化所消耗的能量,增加了生产效益和环境效益。
3 设备选型与改进
3.1 反应器
采用甲醇脱水制二甲醚的高活性催化剂和新型气冷均温反应器,降低了热点反应温度,相应减少了副反应,反应平稳,以甲醇含量≥85%粗甲醇为原料,其转化率达到85%以上,二甲醚选择性则高达99.5%。
3.2 汽化回收一体化
顶部为汽化塔,进气口上部根据要求设计一段精馏填料层,中下部为回收部分,充分进行醇、水的分离和热量利用。
3.3 精馏塔特殊设计
因为是对粗二甲醚进行精馏,所以设计要求精馏塔的提馏段稍短,精馏段稍长,才能达到满意的效果。
4 操作要点
全部操作过程采用DCS控制系统,实现温度、压力、流量、安全参数自动控制调节。
4.1 气化部分
主要控制蒸发器甲醇流量及冷却塔再沸器的蒸汽流量,通过调节汽化塔釜温度,来控制系统空间速度。其甲醇汽中醇含量、空速对反应器有着重要影响,汽化塔应设一段精馏段,因为经过甲醇蒸发器基本汽化以后,气体中的油、水等重组分杂质,如果不分离一下,将随着轻组分一起进入反应器,杂质会引起副反应增加,影响二甲醚的产品质量,缩短催化剂使用寿命,造成能耗增加。
4.2 反应器
经热交换后的气体在240~260℃进入反应器,其影响产品质量的因素主要有三个方面:
4.2.1 反应温度高低
随着反应温度的升高,甲醇转化率有明显升高,但温度越高,转化率的幅度越小,二甲醚选择性反而随反应温度的升高而呈下降趋势,特别是反应热点温度高于360℃时,二甲醚选择性明显下降,副反应增加,这说明反应温度应控制在360℃以下为宜,且平面温差在10℃以内。
4.2.2 反应压力的大小
二甲醚沸点是-24℃,它与甲醇和水的精馏适宜压力是0.8~1.0 MPa,而且由于反应器和精馏塔采用同一反应压力等级操作,中间没有动力加压设备,所以反应器压力必须略高于精馏系统压力。甲醇蒸气在催化剂300~360℃温度下进行分子间脱水放热反应。

压力在0.8~1.0 MPa之间,可相应增加转化率,二甲醚选择性没有变化。
4.2.3 空速影响
空速增大,甲醇转化率相应降低,但副反应少,二甲醚选择性升高。所以在反应器操作上,应保持适宜的温度、压力和空速,以达到甲醇高转化率,二甲醚较高的选择性。
4.3 精馏系统
甲醇、水、二甲醚的沸点在常压下分别是64.7、100、-24℃,且无共沸物的存在,来自反应器的气体加热粗二甲醚后,二甲醚气体在95~130℃进入精馏塔中下部,出塔顶气体经过冷凝到40℃以下得到二甲醚冷凝液,部分回流,部分经分析合格后作为产品采出。因为入塔气体在95℃以上,所以精馏塔再沸器基本不需外用蒸汽,用汽化塔冷凝水作为再沸器热源,操作压力0.8 MPa时对应的塔釜温度在130~135℃,若精馏塔进气温度太高,则塔釜液温度无法达到对应的操作温度。塔内温度过高,增加精馏段负荷和冷却负荷,引起二甲醚产品质量波动;若过低,则釜液中二甲醚含量增加,势必影响醇、醚消耗比例。
塔釜含40%(质量分数)甲醇的水,甲醇混合液返回反应工段汽化塔分离甲醇和水,含有的甲醇汽化后,随蒸发器汽化来的甲醇蒸汽一起进入反应器。精馏塔采用丝网波纹填料,具有传热、传质分离效率高的特点,液相分布均匀,压降小,塔身降低。
5 三废及利用
5.1 含甲醇残液的废水
二甲醚脱水生成的水,甲醇含量<0.1%,经汽化塔分离后经过减压后闪蒸出里面的有效气体,冷却后回收利用;废水经综合生化池(缺氧+好氧+MBR膜)处理后,达到循环水使用标准后,送循环水系统重复使用。
5.2 不凝气
排出不凝气经洗涤塔洗涤不含二甲醚及甲醇气体后,送入三废锅炉作燃料用。
5.3 废催化剂
使用期2~3年,催化剂供应厂家回收利用。
6 结论及建议
目前我国二甲醚产业受世界经济危机影响,仍是供大于求,开工率不及85%,为了长久健康发展,必须从节能降耗、技术改造上下功夫。此生产技术最大特点:①工艺流程简单,装置少,不需水泥框架,投资比同类型规模减少1/3,也是“两步法”二甲醚生产装置投资成本最低的。②收率高,消耗低,从我公司去年和今年实际消耗统计可以看出,远远低于国内同行业消耗。由于气相法脱水生产二甲醚装置占绝大多数,其主要流程基本相似,如果将原有流程、设备适当改造,便可带来意想不到的经济效益。

猜你喜欢
江苏安全生产(2022年5期)2022-06-16
汽车实用技术(2022年9期)2022-05-20
中国特种设备安全(2021年9期)2021-03-02
探索科学(学术版)(2020年4期)2021-01-18
中国煤层气(2019年4期)2019-11-23
山东化工(2019年14期)2019-08-14
山东化工(2018年7期)2018-04-25
制冷技术(2016年4期)2016-08-21
华东理工大学学报(自然科学版)(2015年3期)2015-11-07
化工管理(2014年12期)2014-03-16