
静动力荷载下不锈钢丝金属橡胶的剪切力学性能1)
2011-03-29 08:06赵亚哥白丛欣建
东北林业大学学报 2011年8期
赵亚哥白 丛欣建
(吉林大学,长春,130026)(杭州市城市基础设施建设发展中心)
张新 毛晨曦 李素超
(中建一局华中建设有限公司)(中国地震局工程力学研究所)(哈尔滨工业大学)
金属橡胶材料,因其独特的干摩擦阻尼性能,在阻尼减震结构中得到了较好的应用。用于成型的金属丝螺旋卷材料通常为不锈钢丝(如1Cr18Ni9Ti)[1],将金属丝螺旋卷拉伸后,采用特殊工艺方法铺放在模具中,经过冷压成型,金属丝之间排列成有序的内部结构[2]。这种结构被广泛应用于各种减震和抗冲击系统中,它因具有橡胶的弹性而得名[3]。金属橡胶是各向异性的,现在大多数有关的研究和金属橡胶本构模型,都描述金属橡胶构件在承受成型压缩方向荷载的性质,包括力学性能及与此有关的物理性能[4];但有关金属橡胶剪切方向性能的研究并不多见。然而,在许多的实际隔震器结构中,用于隔震的材料是工作在与其压力成型方向垂直方向上的,因此,还应该研究剪切载荷作用下金属橡胶的滞变耗能性能。所以,本文针对不同成型密度的金属橡胶试件,分别进行静力、动力荷载作用下的剪切性能试验,探索循环加载次数、加载幅值、加载频率等因素对金属橡胶材料剪切滞变性能的影响规律,分析金属橡胶材料滞变耗能能力和变形自复位能力,得到金属橡胶的等效剪切模量、等效阻尼比、水平刚度与成型密度及剪应变的关系,为建立新型金属橡胶材料本构模型提供数据和建模依据。
1 材料与方法
试验用的金属橡胶试件采用1Cr18Ni9Ti的奥氏体不锈钢丝制成。丝直径0.2 mm,螺旋卷外径1.7 mm,毛坯成型压力50 kN/cm2,采用400℃回火处理[5]。按照不同的成型工艺和成型密度(试件密度与所用材料的密度的比值),制造边长25 mm×25 mm×25 mm的立方体试件,分别编号OMR-A、OMRB、OMR-C、OMR-D,试件具体参数见表1。
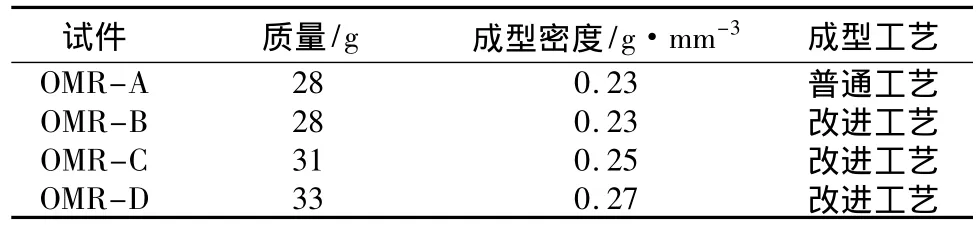
表1 金属橡胶试件参数
试验仪器采用INSTRON4505电子式万能材料试验机和INSTRON Fast Track TM8801电液伺服动力疲劳试验机,沿与冲压成型方向垂直的两个方向(见图1),对试件施加静力和动力循环荷载。由试验机上的力传感器和位移传感器采集力和位移的数据,在常温环境下,测试并计算金属橡胶的抗剪强度、剪切变形、迟滞性能、剪切刚度等性能指标。试验采用的夹具如图2所示,将试件固定在剪切夹具的连接件上,由两片对称的夹具相互错动完成加载。为保证试件变形在可回复变形范围内,应变幅值分别为5%、10%、15%、20%,动力加载频率为0.1、0.5、1.0、3.0 Hz。加载波形为正弦波,静力加卸载10圈,动力加卸载20圈。
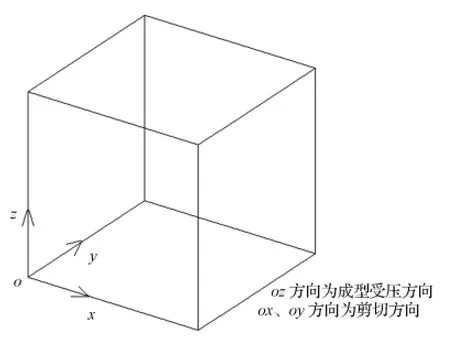
图1 金属橡胶试件受力方向
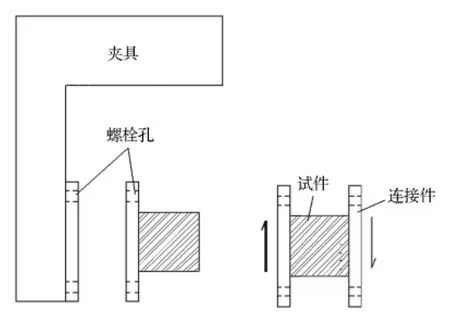
图2 剪切试验夹具示意图
2 结果与分析
2.1 普通加工工艺试件剪切试验
静力剪切试验:图3为普通加工工艺试件OMR-A静力剪切应力-应变迟滞特性曲线。由图3可以看出,当应变幅值为15%时,最大剪应力仅为0.31 MPa。在金属橡胶材料的压缩试验中[6],相同幅值压应力达到1.6 MPa,说明金属橡胶在非受压成型面方向的抗剪强度比较低;压缩荷载作用下,应力-应变曲线呈现非线性,有明显的应变硬化特征,而在剪切荷载作用时曲线近似于线性,每种不同幅值加载时曲线斜率近似相等,无应变硬化特征,应变幅值对剪切刚度影响不大。静力剪切试验时,各圈加卸载应力-应变曲线都表现出很好的重复性,这说明加载循环次数对应力-应变滞变性能几乎没有影响。

图3 试件OMR-A静力剪切试验
动力剪切试验:在分析动力荷载剪切试验结果时,由于加载圈数较多,因此选取应变幅值为15%的3圈(第5、10、20周)迟滞回线绘在图4中。由图4可以看出,与静力剪切试验不同,动力试验迟滞回线包络面积随着加载圈数的增加逐渐变小,说明普通加工工艺的金属橡胶在动力加载条件下产生剪切变形时,减震性能退化,这对其作为隔震器材料承受水平地震荷载十分不利。为此,将金属橡胶的编织成型工艺加以改进,增加成型方向的金属丝数量,提高非受压成型面抗剪强度,并将改进工艺后的试件再次进行剪切试验。
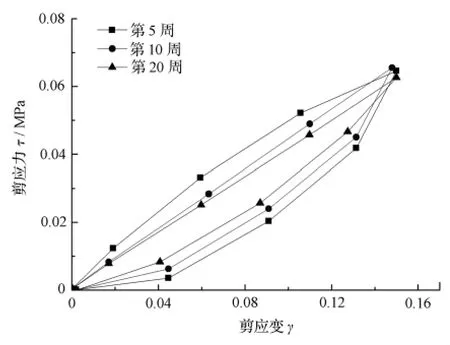
图4 试件OMR-A动力剪切试验
2.2 改进加工工艺试件剪切试验
2.2.1 加载频率对迟滞特性的影响
由于静力试验机和动力试验机的机械原理相同,只是两者的传感器有所差异,因此在后面的试验中均采用Instron8801液压伺服试验机加载。为验证加载频率对试件的剪切性能是否产生影响,首先将改进工艺后的金属橡胶试件OMR-B按不同频率加载。图5(a)、(b)、(c)、(d)分别为试件OMR-B在0.1、0.5、1.0、3.0 Hz的加载频率下,应变幅值为5%、10%、15%、20%时的剪应力-剪应变迟滞回线。由图5可见,在不同剪切频率下,同一应变幅值的曲线基本重合。这表明,加载频率对剪切性能影响可以忽略,即金属橡胶的剪切耗能能力不因加载频率的改变而变化,对试件OMR-C、OMR-D可按同一频率进行试验。由于迟滞干摩擦阻尼的存在,金属橡胶试件在正弦波加载下恢复力可能出现正负力值不对称的情况,这是由材料本身的性质决定的[7]。
2.2.2 加载方向及加载次数对迟滞特性的影响
为研究金属橡胶非受压成型面的剪切性能的差异,沿相互正交的方向分别进行剪切加卸载试验。图6(a)、(b)、(c)分别为OMR-B、OMR-C、OMR-D在频率1.0 Hz、应变幅值10%的工况下,沿ox、oy方向剪应力-剪应变滞回曲线。由图6可见,试件沿上述两个方向加载时,曲线基本重合。这说明,金属橡胶沿两个相互垂直的非受压成型面方向的迟滞性能基本相同。
图7为试件OMR-B(0.23 g·mm-3)、OMR-C(0.25 g·mm-3)和OMR-D(0.27 g·mm-3)应变幅值20%、频率1.0 Hz、加卸载10圈的剪切迟滞曲线。由图7可以看出,与普通加工工艺金属橡胶的动力迟滞曲线相比,改进工艺后金属橡胶试件加卸载循环次数对其滞变性能基本无影响,并没有出现耗能性能退化,各圈加卸载应力-应变曲线表现出良好的重复性。这表明,改进加工工艺后的金属橡胶试件,剪切滞变耗能性能十分稳定,剪切强度也有所提高。

图5 试件OMR-B不同频率τ-γ迟滞回线
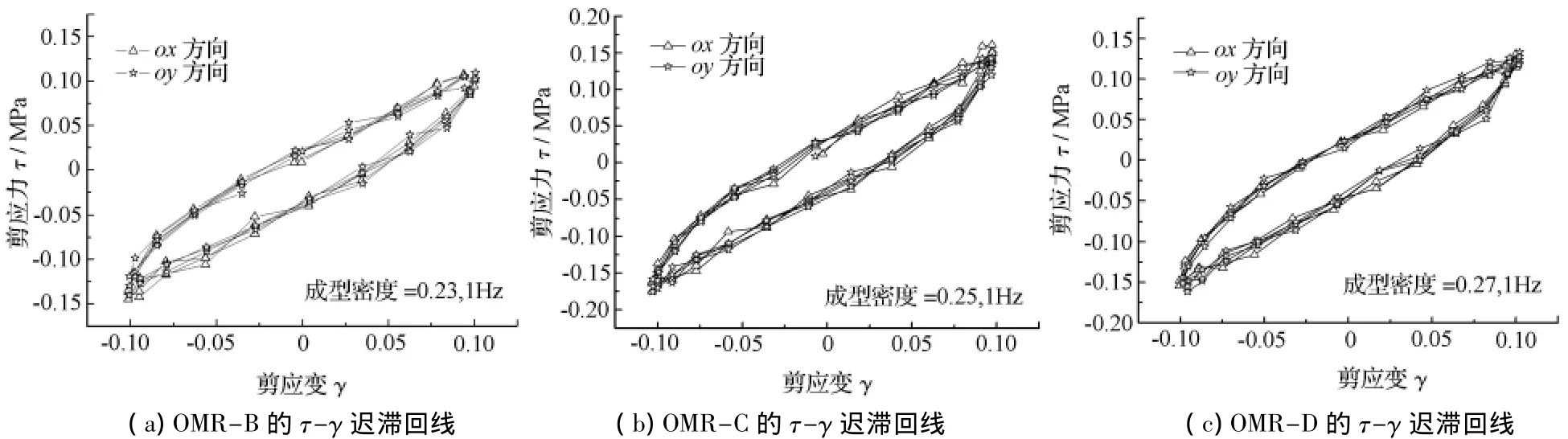
图6 试件沿x、y方向τ-γ迟滞回线
图7 试件加卸载10圈τ-γ迟滞回线
试验结果还表明,金属橡胶材料在剪切方向具有良好的弹性,当试件应变达到20%时依然没有出现残余变形,应力-应变曲线近似于线性,应变硬化特征不明显。
2.2.3 加载幅值的影响
图8(a)、(b)、(c)为试件OMR-B、OMR-C、OMR-D在不同应变幅值下的滞回曲线。在10圈循环加卸载滞回曲线中,选取具有代表性的一条进行分析。由图8可见,随着加载幅值的增加,曲线包络的面积越来越大,表明金属橡胶消耗的能量也随之增加。这是因为振幅很小时,金属丝没有克服它们之间的摩擦力,不会发生滑移现象或者滑移的现象表现得不明显。当加载幅值增大时,金属丝间发生明显的滑移,从而耗能能力增强[8]。

图8 试件不同幅值τ-γ迟滞回线
根据加载曲线接近于线性这一特征,利用试验得到的弹性迟滞回线可近似计算其等效剪切刚度,计算公式为:Ks=(Fs2-Fs1)/(a2-a1)。式中:a2、a1为一滞回曲线中最大水平正向位移和最大水平负向位移;Fs2、Fs1为一与a2、a1对应的剪力(见图9)。
计算试件OMR-B、OMR-C、OMR-D在不同应变幅值下等效阻尼比数值,等效阻尼比根据公式ζ=WD(a0)/4πWs计算[1]。式中:WD(a0)为变形幅值为a0的迟滞回线单周包络面积;Ws为结构最大弹性势能,Ws=(1/2)KCa20;a0为变形幅值;KC为等效剪切刚度。
2.2.4 成型密度对迟滞特性的影响
表2列出3种不同成型密度试件的等效剪切刚度、等效阻尼比与应变幅值的关系。由表2可知,随着金属橡胶成型密度的增加,等效剪切刚度呈现增大趋势。同一应变幅值等效阻尼比随金属橡胶成型密度的增加而增大。主要原因为材料成型密度越大,单位体积内金属丝数目也越多,在相同的变形下,发生摩擦的金属丝的数量也越多,丝之间的摩擦力就越大,剪切刚度必然增加。这表明,随着金属橡胶材料成型密度的增大,沿剪切方向耗能减震效果也越好。从表2中还可看出,剪切刚度值随着剪切应变幅值的增大而呈现减小的趋势,但变化量不大,即剪应变对侧向剪切刚度影响较小。等效阻尼比随着应变幅值的增大而减小。

图9 不同成型密度试件压缩τ-γ迟滞回线比较

表2 不同密度试件的等效剪切刚度和等效阻尼比与应变幅值的关系
2.2.5 剪切极限变形
为测试金属橡胶的极限剪切变形能力,对试件进行大幅值剪切试验,图10(a)为OMR-B在应变幅值为30%、40%、50%、60%、70%的滞回曲线。从图10(a)中可见,当应变幅值为70%时,金属橡胶试件应变仍能完全恢复。当应变达到80%时(见图10(b)),随着圈数的增加,滞回曲线的包络面积逐渐减小,开始出现应变退化现象,卸载后试件出现明显的残余变形,因此判断试件的可回复变形限值约为80%。这说明,金属橡胶材料在非受压成型方向具有较强的抵抗剪切破坏能力,是开发隔震器的理想材料。
3 结论
改进成型加工工艺的金属橡胶,在非受压成型方向抗剪强度提高,具有稳定的滞变耗能性能。
金属橡胶试件承受剪切荷载变形时,试件滞变耗能能力和阻尼性能随成型密度、变形幅值增加而增大;加卸载循环次数、加载方向和加载频率对金属橡胶试件滞变特性均无影响。
金属橡胶试件承受剪切荷载时,应力-应变曲线加载段近似于线性,无明显应变硬化特征。剪切刚度和等效阻尼比随着剪切应变幅值的增大而减小。
金属橡胶试件剪切可回复变形限值约为80%,具有良好的弹性和较强的抵抗剪切破坏能力。
图10 试件OMR-B大幅值剪切试验
[1]李爱群.工程结构减振控制[M].北京:机械工业出版社,2007.
[2]戈达耶夫,穆柳金,科尔特平.金属橡胶构件的设计[M].李中郢,译.北京:国防工业出版社,2000.
[3]李惠,毛晨曦.新型SMA耗能器及结构地震反应控制试验研究[J].地震工程与工程振动,2003,23(1):133-139.
[4]Tinker M L,Cuthins M A.Damping phenomenon in a wire rope vibration isolator[J].Journal of Sound and Vibration,1992,157(1):7-18.
[5]姜洪源,敖宏瑞,夏宇宏,等.金属橡胶成型工艺研究及其应用[J].机械工艺师,2001(8):35-36.
[6]李素超,李惠,毛晨曦,等.形状记忆合金金属橡胶自回复减震(振)器的性能试验研究[J].震灾防御技术,2010,5(1):81-88.
[7]曾德民.橡胶隔震支座的刚度特征与隔震建筑的性能试验研究[D].北京:中国建筑科学研究院,2007.
[8]辛士勇,朱石坚,曾懿.金属橡胶隔振器隔振性能的实验研究[J].中国舰船研究,2008,3(6):13-16,21.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
军事文摘(2021年18期)2021-12-02
农业装备与车辆工程(2021年10期)2021-11-03
小学科学(学生版)(2021年6期)2021-07-21
水电与新能源(2019年10期)2019-11-06
北京航空航天大学学报(2019年8期)2019-09-10
小学科学(学生版)(2018年6期)2018-06-26
制造技术与机床(2017年5期)2018-01-19
河南工学院学报(2017年1期)2017-06-07
中国卫生标准管理(2015年24期)2016-01-14
