
石化企业大型转动设备挠性转子不平衡故障分析和现场动平衡处理
2011-05-04 10:45卞文状
中国设备工程 2011年2期
卞文状
(中国石油辽阳石化公司,辽宁 辽阳 111003)
石化企业压缩机组等大型高速转动设备受连续生产等诸多要求限制,往往需尽量避免长时间停车检修。应用现场动平衡技术处理大型高速转动设备挠性转子不平衡故障的优势尤为明显。
一、转子不平衡故障特征
(1)时域波形近似等幅的正弦波。
(2)轴心轨迹为一个较稳定的圆或偏心率较小的椭圆。
(3)频谱成分以工频为主,由于非线性关系,常伴有部分谐波成分。
(4)一般径向振动大于轴向振动。
(5)振幅随转速升高而增大,随负荷和油温变化不明显。
(6)过临界转速有共振峰。
(7)当工作转速一定时相位稳定。
(8)转子部件脱落,振幅变化明显。
(9)从轴心轨迹观察其进动特征为同步正进动。
二、转子不平衡的种类及诊断方法
转子不平衡的类型主要分为三种:原始不平衡、渐变不平衡、突发不平衡,诊断依据见表1和表2。
三、挠性转子现场动平衡简介
与刚性转子不同,挠性转子必须要考虑在不平衡离心力作用下转子产生的挠曲变形,其平衡状态是随转速变化的。挠性转子的现场动平衡通常采用影响系数法。

表1 转子不平衡的振动征兆
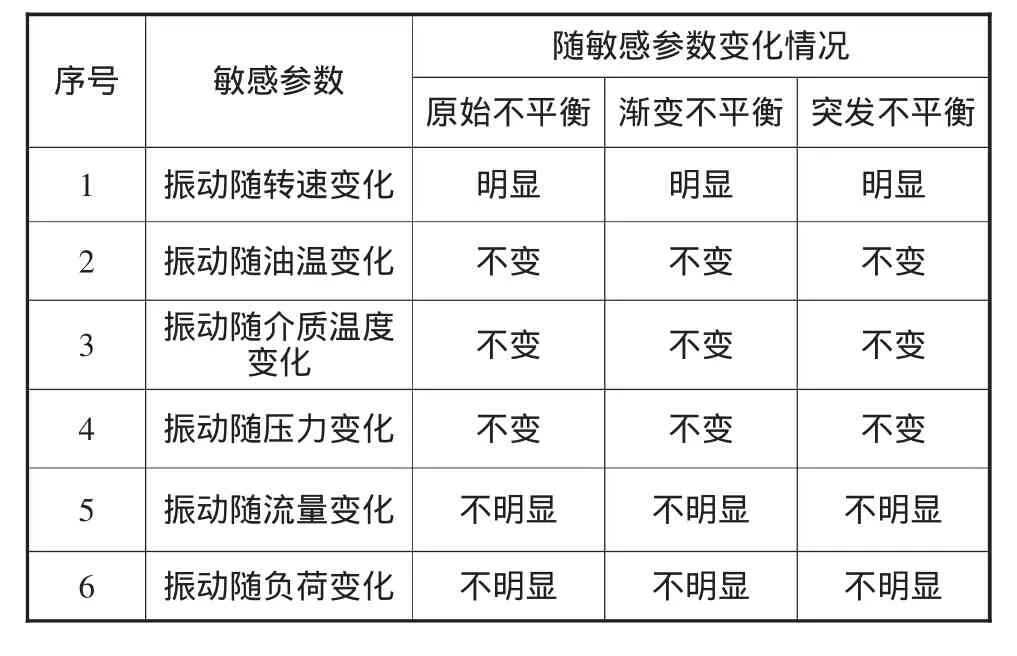
表2 转子不平衡的振动敏感参数
应用影响系数法,对于刚性转子,校正平面可选1~2个,平衡转速为一个。对于挠性转子如果也这样做,仅能保证在所选转速状态下的平衡,不能保证在一大的转速范围内的平衡。如选临界转速作为平衡转速,工作转速下振动大,相反如在工作转速下平衡,则转子往往不能通过临界转速。因此,为平衡挠性转子,必须增加平衡转速的数目,相应的也应增加校正平面的数目,所以这是一种多平面多转速的影响系数法。挠性转子的平衡目标为在任何转速下轴承反力都为零,然而实际平衡过程是在一个或几个平衡转速下,在有限的几个校正平面加校正质量。挠性转子现场动平衡技术就是正确选择加重平面及平衡转速,确定校正质量的大小和相位,以保证转子在一定的平衡转速范围内达到预定的平衡目标。
现场实际应用于压缩机等挠性转子时,由于加重平面的位置限制,往往都将校正质量以垫片形式加于联轴器螺栓上,并且由于转速较高,校正质量一般都很小。
四、挠性转子不平衡故障现场诊断及处理案例
1.故障描述
某石化公司一台循环氢压缩机组停车对透平端转子除垢后启车,透平转子过一阶临界转速后因振动过大而无法运行。透平端转子一阶临界转速为6 300r/min,工作转速7 500r/min,膜片联轴器单面螺栓为12个,轴承振动标准为<35μm。该机组的测点布置见图1。
对该风机进行了现场监测,应用全频测振仪测得机组转速提高到7 500r/min时全频振值,见表3。
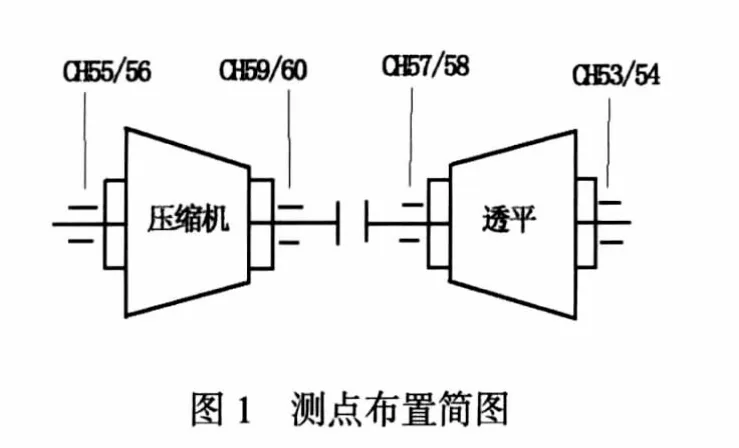

表3 检修前机组透平端全频振值
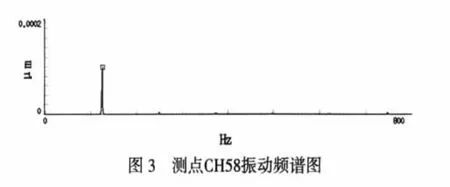
振动测试及频谱分析显示,振动频率主要为转速频率,且当转速恒定时,幅值及相位较稳定。振动频谱图见图2、图3。
2.故障诊断及处理措施
从测得的频谱图上看,循环氢压缩机透平端轴承测点振动以工频为主导,振幅随转速变化明显,当转速恒定时,振动幅值及相位稳定,且同测点水平、垂直位置振动相位相差近90°,均符合转子动不平衡故障特征,因此判断为透平端转子因叶轮检修清垢造成了不平衡故障。
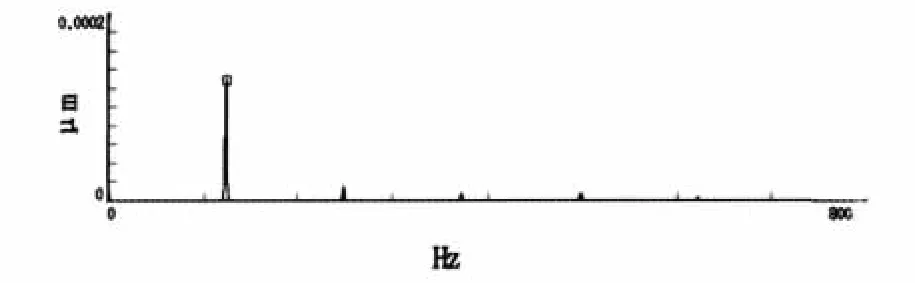
图2 测点CH57振动频谱图
利用频谱分析仪选用单面双测点法在工作转速下对该压缩机组的透平端转子进行动平衡校正,操作步骤如下。
(1)循环氢压缩机转速提升至7 500r/min时,测得的初始振值和相位:CH58全频振值146μm,相位-150.27°;CH57全频振值102μm,相位129.31°。
(2)停车,在对应联轴器螺栓位置加试重垫片4.4g。
(3)再次启车,循环氢压缩机转速升至7 500r/min时,测得的响应为:CH58全频振值133μm,相位-161.48°;CH57全频振值95μm,相位117.56°。
(4) 通过计算,应取下试重,并沿试重位置逆转向旋转60°(移动两个螺栓位置),加重21g垫片。
再次启动循环氢压缩机组,在工作转速下,应用频谱分析仪测得机组全频振值见表4。

表4 检修后机组透平端全频振值
显然全频振值已经满足轴承振动标准,所以此次故障分析诊断是正确的,并且现场动平衡校验也是非常成功的。
五、结束语
石化企业对于压缩机等大型机组的挠性转子不平衡故障常采用高速动平衡机进行校验,而将转子送出做高速动平衡校验涉及到拆卸、吊运、校验、回装、调试等工序,往往需一周时间,这种做法不仅耗费大量人力物力,且影响生产,每天损失可达百万元以上。可见通过挠性转子平衡问题的分析和现场动平衡处理能快捷地排除故障,改善机组的运行状态,保证了机组的安全、平稳、长周期、高效率运行,降低了石化企业因影响生产造成的经济损失。
[1]沈庆根.化工机器故障诊断技术 [M].浙江:浙江大学出版社,1994.
[2]杨国安.机械设备故障诊断实用技术 [M].北京:中国石化出版社,2007.
猜你喜欢
一重技术(2021年5期)2022-01-18
国学(2020年1期)2020-06-29
中国医学影像学杂志(2018年9期)2018-10-17
制造技术与机床(2017年5期)2018-01-19
摄影之友(影像视觉)(2017年10期)2017-11-07
摄影之友(影像视觉)(2017年1期)2017-07-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
空间控制技术与应用(2015年1期)2015-06-05
组合机床与自动化加工技术(2014年9期)2014-03-01
