
核电站控氮不锈钢Z2CN19-10焊接技术
2011-06-23 02:58陈龙鹤郭伟杰
电站辅机 2011年3期
陈 磊,陈龙鹤,郭伟杰
(上海电气电站设备有限公司电站辅机厂,上海 200090)
1 概 述
核电设备的工况复杂,长期处于高温高压、中子辐照、流体冲刷等恶劣的环境中,故对其构成材料性能提出了较高而又全面的要求。控氮不锈钢Z2CN19-10是随着核电发展而新研制的钢种,其研发的驱动力是为解决304不锈钢在沸水核反应堆运行中出现晶间应力腐蚀破裂事故,此外,也能为压水核反应堆提供更好的材料,提高反应堆安全运行的可靠性。控氮不锈钢Z2CN19-10属于超低碳奥氏体不锈钢,并含有一定量的氮元素,其特点是含碳量非常低,从而具有优良的抗晶间腐蚀能力,但较低的碳含量也制约着材料的强度,而在其中添加一定量的氮元素,通过氮元素的固溶强化作用,可以提高超低碳奥氏体不锈钢的强度[1]。因此,控氮不锈钢Z2CN19-10不仅具有超低碳奥氏体不锈钢优良的抗晶间腐蚀能力,同时还具有较高的强度,被广泛应用于核电站堆内构件、主管道、安注箱等重要设备中。
我公司承接制造的EPR安注箱和反应堆冷却剂疏水箱均为核电设备,该类设备主体材料采用了控氮不锈钢Z2CN19-10,其焊接工艺和焊接质量是保证设备整体质量的关键因素,因此,研究该类材料的焊接技术,并为设备制造提供技术支持具有重要意义。
2 控氮不锈钢的焊接特点
控氮不锈钢Z2CN19-10属于奥氏体不锈钢,具有奥氏体不锈钢的焊接特点。奥氏体不锈钢无固态相变,在高温和室温下均为奥氏体组织,无淬硬倾向,对氢也不敏感,焊接接头具有良好的综合力学性能,与其他类型不锈钢相比具有良好的焊接性,但当焊接工艺参数的选用不合理时,会产生热裂纹、晶间腐蚀、σ相脆化等缺陷[2,3]。
2.1 热裂纹
由于奥氏体焊缝本身的特点,即组织为方向性很强的柱状晶,有利于有害杂质的偏析,当焊缝中有害杂质含量较高时,就易在奥氏体柱状晶之间形成低熔点共晶。此外,奥氏体不锈钢具有低热导率,仅为碳钢的1/3,而线膨胀系数比碳钢高约50%。低热导率、高线膨胀系数的特点,决定了奥氏体不锈钢焊缝在凝固过程中会产生较大的收缩拉应力。因此,在较大的收缩拉应力和低熔点共晶的共同作用下,被低熔点共晶分割的晶界就会被拉开而形成焊接热裂纹。
2.2 晶间腐蚀
奥氏体不锈钢在450~850℃的敏化温度区间停留一定时间后,过饱和的碳向奥氏体晶界扩散,并与晶界的铬化合形成碳化铬(Cr23C6)。由于铬在奥氏体中扩散速度小于碳的扩散速度,使晶界的铬得不到及时补充,造成奥氏体晶界贫铬。当晶界的含Cr量低于12%时,就失去了抗腐蚀能力,在腐蚀介质作用下,即产生晶间腐蚀。在应力作用下,受到晶间腐蚀的不锈钢,即会沿晶界断裂,几乎完全丧失强度。
2.3 σ相脆化
如果奥氏体不锈钢焊缝在650~850℃温度区间停留时间过长,有可能析出一种脆硬的金属间化合物σ相,主要存在于柱状晶的晶界。当焊缝中δ铁素体含量超过12%时,δ向σ的转变非常显著,造成焊缝金属的明显脆化,从而降低焊缝的塑性、韧性和抗晶间腐蚀性能。
2.4 防止热裂纹、晶间腐蚀和σ相脆化的措施
(1)选用优质的母材和焊材,严格控制易形成低熔点共晶的S、P等杂质含量,从而降低热裂纹倾向。
(2)δ铁素体对S、P等元素溶解度较大,能防止这些元素的偏析和形成低熔点共晶,从而阻止热裂纹产生。另外δ铁素体可以有效切断奥氏体的柱状晶,细化晶粒,隔断奥氏体晶界连续网状碳化铬(Cr23C6)析出,从而防止晶间腐蚀。因此选用含适量δ铁素体促进元素(Cr、Mo、Si等)的焊材,使焊缝产生奥氏体+δ铁素体双相组织,δ铁素体含量占4%~12%,能有效防止热裂纹和晶间腐蚀倾向。
(3)选用低含碳量的焊材,降低焊缝中碳与铬形成碳化铬(Cr23C6)的机率,从而降低晶间腐蚀倾向。
(4)采用小焊接热输入,小电流,快速焊,加快焊接区的冷却速度,缩短焊接接头在高温区停留的时间,避免在450~850℃区间长时间停留及此区间温度的焊后热处理,可以有效降低晶间腐蚀和σ相脆化倾向。
3 焊接工艺试验
3.1 试验母材
试验母材为控氮不锈钢Z2CN19-10,为了对焊条电弧焊和埋弧焊的焊接工艺进行较全面的试验研究,共准备20mm和50mm两种厚度的母材,将焊接20mm焊条电弧焊试板、20mm埋弧焊试板、50 mm焊条电弧焊试板、50mm埋弧焊试板,共4副试板。

表1 母材化学成分 (%)
母材的化学成分和力学性能分别见表1和表2,表1和表2中分别列出按标准RCC-M要求的标准值和母材的实际值。对比标准值可知,母材的各化学元素含量均满足标准要求,两种厚度母材的力学性能均明显高于标准值。

表2 母材力学性能
3.2 焊接材料
在选择控氮不锈钢的焊接材料时,既要保证焊缝金属的力学性能不低于母材力学性能的标准值,还要保证焊缝金属具有良好的抗晶间腐蚀能力。根据这一原则以及RCC-M S2000相关标准,焊条电弧焊选用E308L-16作为焊接材料,埋弧焊选用HR308L焊丝配SJ601H焊剂作为焊接材料。
3.3 焊接工艺
在控氮不锈钢焊接时,为了防止晶间腐蚀、热裂纹等焊接缺陷的产生,工艺上,采用低线能量,即小电流、快速焊,并严格控制道间温度。操作上,采用窄焊道、多焊道,并在焊接过程中严格进行层间清理。焊接采用双面焊,20mm试板坡口加工成V型,50mm试板坡口加工成X型,各试板坡口尺寸及焊接顺序,见图1所示,焊前对待焊坡口进行渗透检验,焊完第1、2层后,对试板进行清根并进行渗透检验,检验后继续焊完第3层,焊后对焊缝进行渗透检验和射线检验。

图1 试板坡口尺寸及焊接顺序
焊条电弧焊和埋弧焊的工艺参数见表3所示。

表3 焊接工艺参数
4 试验结果
4.1 无损检测
焊接完毕后,对4副试板进行外观检查,焊缝表面成形良好,无任何缺陷。分别按RCC-M S7714.1和RCC-M S7714.3对焊缝进行渗透检验和射线检验,检验结果均合格。
4.2 破坏性试验
无损检验合格后,分别对4副试板进行熔敷金属化学成分分析,见表4所示。成分中的C、S、P含量均较低,符合优质焊材的要求。同表1中母材的化学含量成分比较,4副试板的熔敷金属化学成分基本与母材化学成分一致。

表4 熔敷金属化学成分 (%)
再对4副试板焊缝组织进行金相分析,均为奥氏体+δ铁素体双相组织。奥氏体不锈钢焊缝中含有一定量δ铁素体,可有效防止晶间腐蚀、热裂纹等缺陷,RCC-M标准中要求奥氏体不锈钢焊缝中δ铁素体含量为5%~15%。通过计算并结合DELONG图得出各试板焊缝中δ铁素体含量,具体数据见表5所示,可以看出各个试板焊缝中δ铁素体含量均满足标准要求。

表5 δ铁素体含量
根据RCC-M附录SI600晶间腐蚀试验要求,对4副试板焊缝进行晶间腐蚀试验,结果表明,4副试板焊缝均无晶间腐蚀,具有良好的抗晶间腐蚀能力。
根据RCC-M标准列出了力学性能考核项目及合格要求,见表6所示。将考核接头拉伸、弯曲、冲击性能,焊缝金属常温和高温拉伸性能,以及热影响区冲击性能,其中50mm试板要求从焊缝表面和根部分别取样进行冲击试验。
按照表6要求,对4副试板分别进行力学性能试验,具体数据见表7~表10。从表7~表10中可见,控氮不锈钢Z2CN19-10采用焊条电弧焊和埋弧焊,焊接接头均具有良好的综合力学性能,与表6中RCC-M要求的标准值比较,4副试板的力学性能均远远高于标准值,完全满足母材的力学性能要求。

表6 力学性能考核项目及合格要求
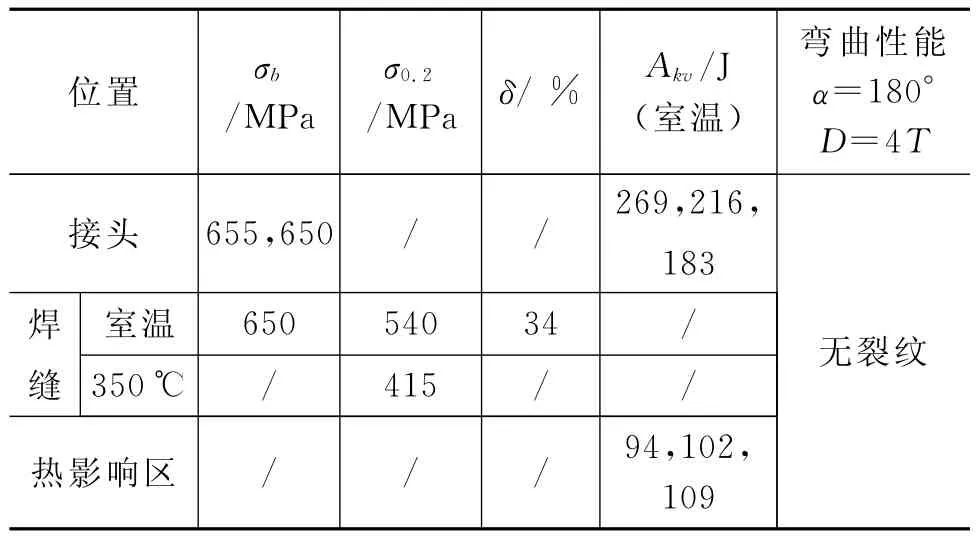
表7 20mm焊条电弧焊试板力学性能

表8 20mm埋弧焊试板力学性能

表9 50mm焊条电弧焊试板力学性能

表10 50mm埋弧焊试板力学性能
5 结 语
通过对控氮不锈钢Z2CN19-10焊接特点的分析,并进行了焊接试验,采用合理的焊接材料、坡口型式和焊接工艺参数,焊缝的成形良好,焊接接头具有良好的综合力学性能和抗晶间腐蚀能力,完全符合母材的性能要求。控氮不锈钢Z2CN19-10焊条电弧焊和埋弧焊工艺的试验成功,为相关核电产品的焊接制造提供了可借鉴的经验。
[1]文燕,等.国产304NG控氮不锈钢应用性能研究[J].核动力工程,2007,5.
[2]陈炜.奥氏体不锈钢焊接的缺陷分析及解决办法[J].山西焦煤科技,2003,6.
[3]徐文晓,徐文慧.奥氏体不锈钢容器的焊接[J].焊接技术,2006,10.
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
精密成形工程(2020年4期)2020-08-05
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
压力容器(2019年1期)2019-03-05
制造技术与机床(2017年7期)2018-01-19
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年2期)2015-07-18
