
四辊冷轧机板形前馈模型的研究
2011-11-11 01:33邸洪双龚殿尧
重型机械 2011年6期
郝 亮,邸洪双,龚殿尧
(东北大学轧制技术及连轧自动化国家重点实验室,辽宁 沈阳 110004)
0 前言
带材冷连轧过程中,由于带材厚度、凸度、变形抗力、摩擦系数、轧制速度和厚度控制等诸多因素的影响,从而导致轧制力在轧制过程中不断发生变化。轧制力的变化会影响到轧辊的弹性变形,从而影响到承载辊缝的形状和工作辊与带材接触压力分布,最终会影响到带钢的板形[1-3]。为了消除轧制力变化对板形造成的不良影响,最有效的方法就是使弯辊力随轧制力的变化做出相应的补偿性调整。通过改变弯辊力,补偿由于轧制力波动对工作辊与带材接触压力分布造成的影响,通常简称为板形前馈控制。
某厂1676 mm四机架四辊冷连轧机组,在第四机架出口安装板形仪测量带材平直度,与第四机架轧机组成板形控制系统进行板形前馈和板形反馈控制。本文对第四机架前馈模型进行模拟分析。对于我国自主开发带材冷轧板形控制系统板形前馈模型参数的设定和修正具有重要意义。
1 板形前馈模型
普通四辊轧机机组具备工作辊弯辊功能,因此采用工作辊弯辊对轧制力波动进行补偿,减小轧制力波动对板形的不良影响。首先将带钢在辊缝宽度方向按照与板形仪测量辊各对应区域离散化[4]。该板形仪测量辊共有30个测量区域,每个测量区域宽度为52 mm。在计算所需补偿轧制力波动前,先要对实际轧制力进行平滑处理,以避免轧制力测量误差和轧制力波动过大造成的不良影响。
轧制力的波动使工作辊与带材沿辊身长度方向的接触力发生改变。通过工作辊弯辊力抵消轧制力波动对工作辊与带材沿辊身长度方向的接触力的影响。根据轧制力波动平滑处理值、轧制力变化对有载辊缝压力影响系数和工作辊弯辊力控制对有载辊缝压力影响系数建立目标函数如式(1)所示
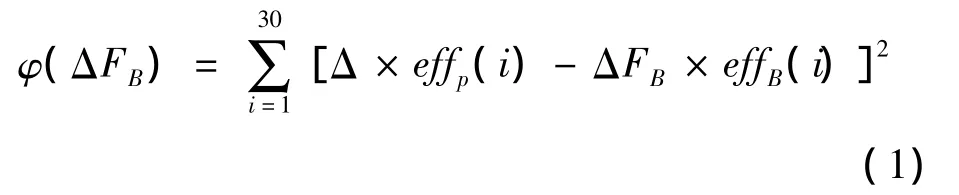
式中,i为带材离散化编号,i=1~30;effp(i)为单位轧制力对有载辊缝压力影响系数;effB(i)为单位弯辊力对有载辊缝压力影响系数;ΔP为轧制力波动平滑值,N;ΔFB为弯辊力补偿值,N。
对式(1)进行最优化求解,计算轧制力波动所需补偿弯辊力值如式(2)[4]所示。
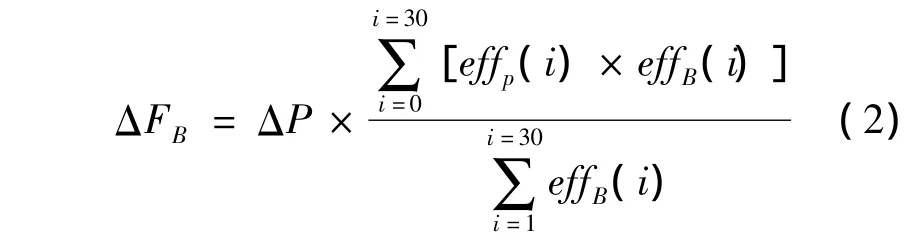
单位弯辊力对有载辊缝压力影响向量和单位轧制力对有载辊缝压力影响向量为模型设定参数。由式(1)、式(2)可知,在单位弯辊力对有载辊缝压力影响向量设定完成时,单位轧制力对有载辊缝压力影响向量设定的是否准确,直接影响到前馈控制弯辊力补偿量,进而影响到板形前馈控制效果。
2 轧制力对有载辊缝影响向量的计算有限元模型
利用Abaqus有限元软件建立辊系有限元计算模型[5]。考虑到轧机的对称性,建立二分之一模型,图1为四辊轧机有限元计算模型示意图。本模型将轧辊建为弹性体,选用C3D8I单元,忽略辊颈的影响,将工作辊和支撑辊建为弹性体,在其对称面上施加对称约束,工作辊和支撑辊辊端分别建立参考点,与工作辊和支撑辊端部耦合,约束支撑辊参考点所有自由度,约束工作辊参考点除X方向外的所有自由度,单位宽度轧制力施加在工作辊下部X正方向。在划分单元网格时,为了减少单元数目,只在接触部分划分较密。用杆单元反映带材的实体存在,用杆单元的刚度反映轧件的等效压缩刚度[6,7],轧件等效刚度取8.75×105kN/mm。
根据现场工艺参数,有限元模型计算参数如表1所示。
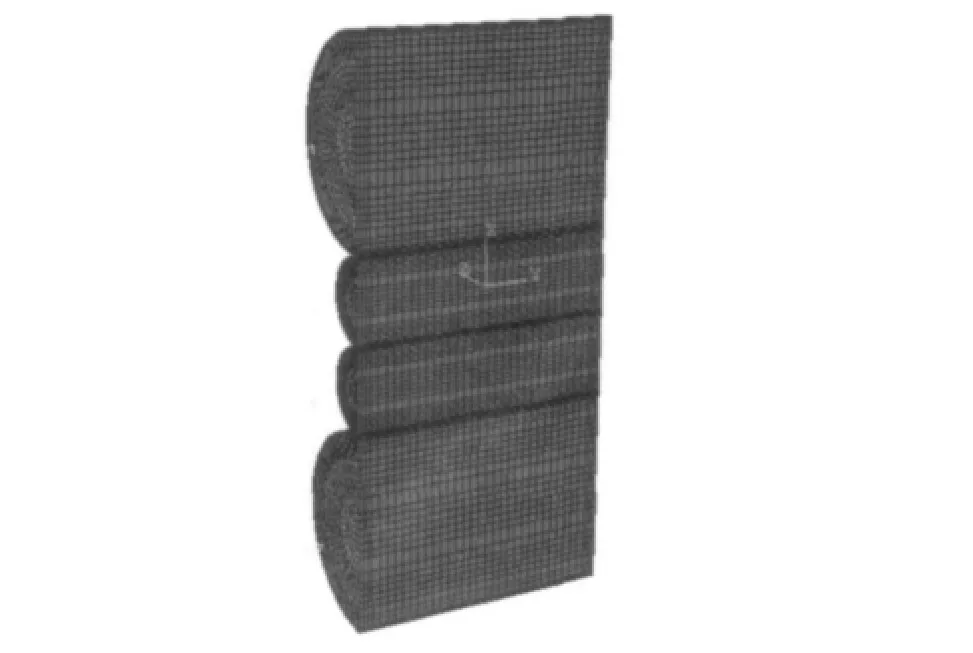
图1 四辊轧机有限元计算模型图Fig.1 FEM calculation model of four-roll cold rolling mill
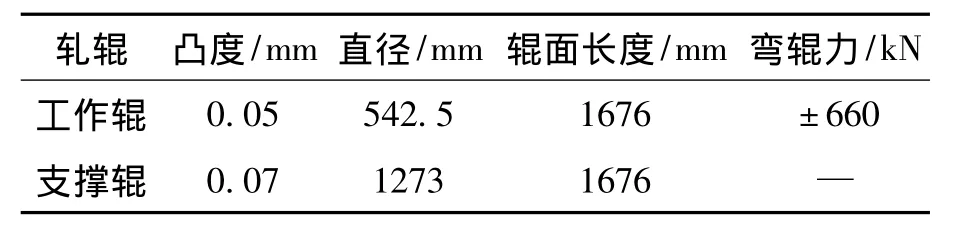
表1 模型计算参数Tab 1 Calculation parameters of model
针对单位轧制力对有载辊缝压力影响向量进行计算。该板形控制系统根据带材对板形仪测量区的覆盖区域数分为0~7,共8个宽度级别,读取各宽度级别条件下轧制力对有载辊缝压力影响向量和板形功效系数矩阵[8,9]。第i宽度级别,表示板形仪测量区两端各有i个测量区域未被覆盖。
3 板形前馈模型计算结果
3.1 轧制力波动量对前馈模型影响
计算第四机架轧机轧制力在7 MN时,发生波动量为200 kN、400 kN和600 kN时,模拟计算在8种带材宽度级别条件下,轧制力波动量对前馈模型影响如图2所示。单位轧制力对辊缝影响向量随轧制力波动量变化影响不大。对于不同的带材宽度级别,单位轧制力对辊缝影响向量不同。带材宽度级别为7时,单位轧制力对辊缝影响向量最大;带材宽度级别为0时,单位轧制力 对辊缝影响向量最小。
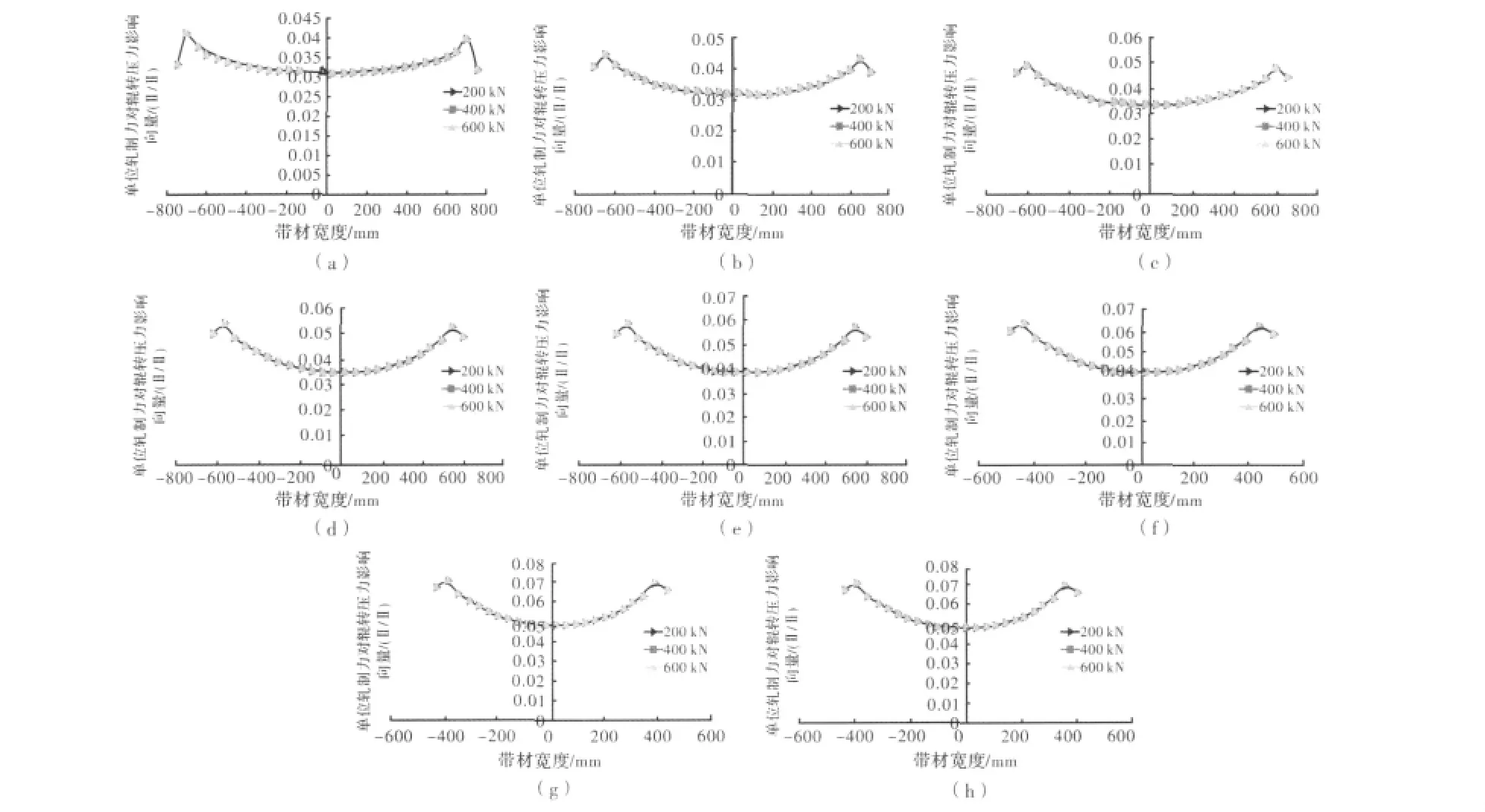
图2 轧制力波动量对辊缝压力影响向量的影响Fig.2 Influence of rolling force fluctuation on contacting force vector in roll gap
3.2 轧制力对前馈模型影响
计算第四机架轧机轧制力为6 MN、7 MN和8 MN时,发生波动量为600 kN,模拟计算在8种带材宽度级别条件下,轧制力对其前馈模型影响如图3所示。
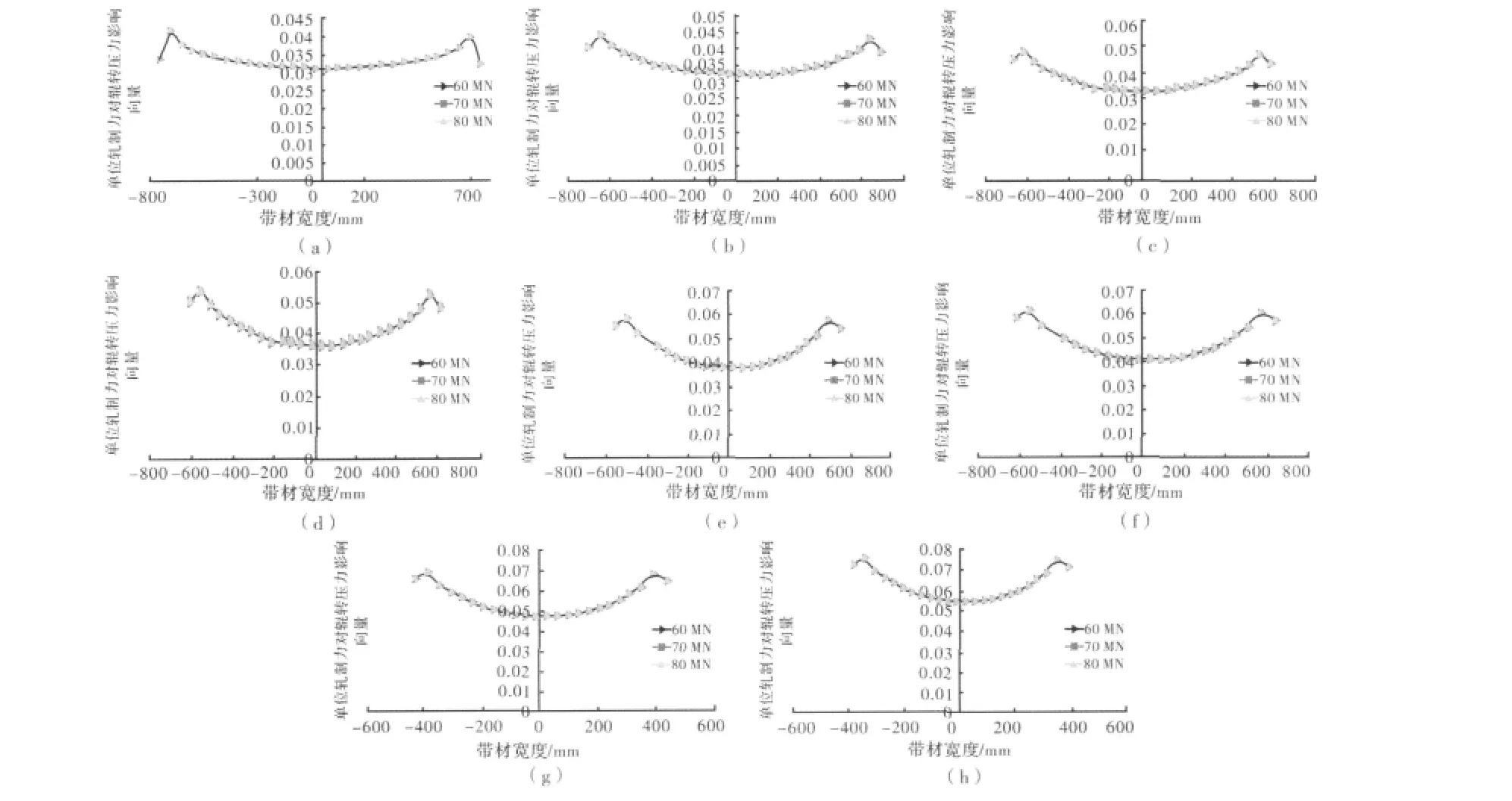
图3 轧制力对辊缝压力影响向量的影响Fig.3 Influence of rolling force on contacting force vector in roll gap
单位轧制力对辊缝影响向量基本重合,因此轧制力对单位轧制力对辊缝影响向量影响不大。
3.3 轧制力前馈模型计算值与设定值对比
在8种带材宽度级别条件下,对第四机架轧机轧制力前馈模型计算值与模型设定值比较如图4所示。
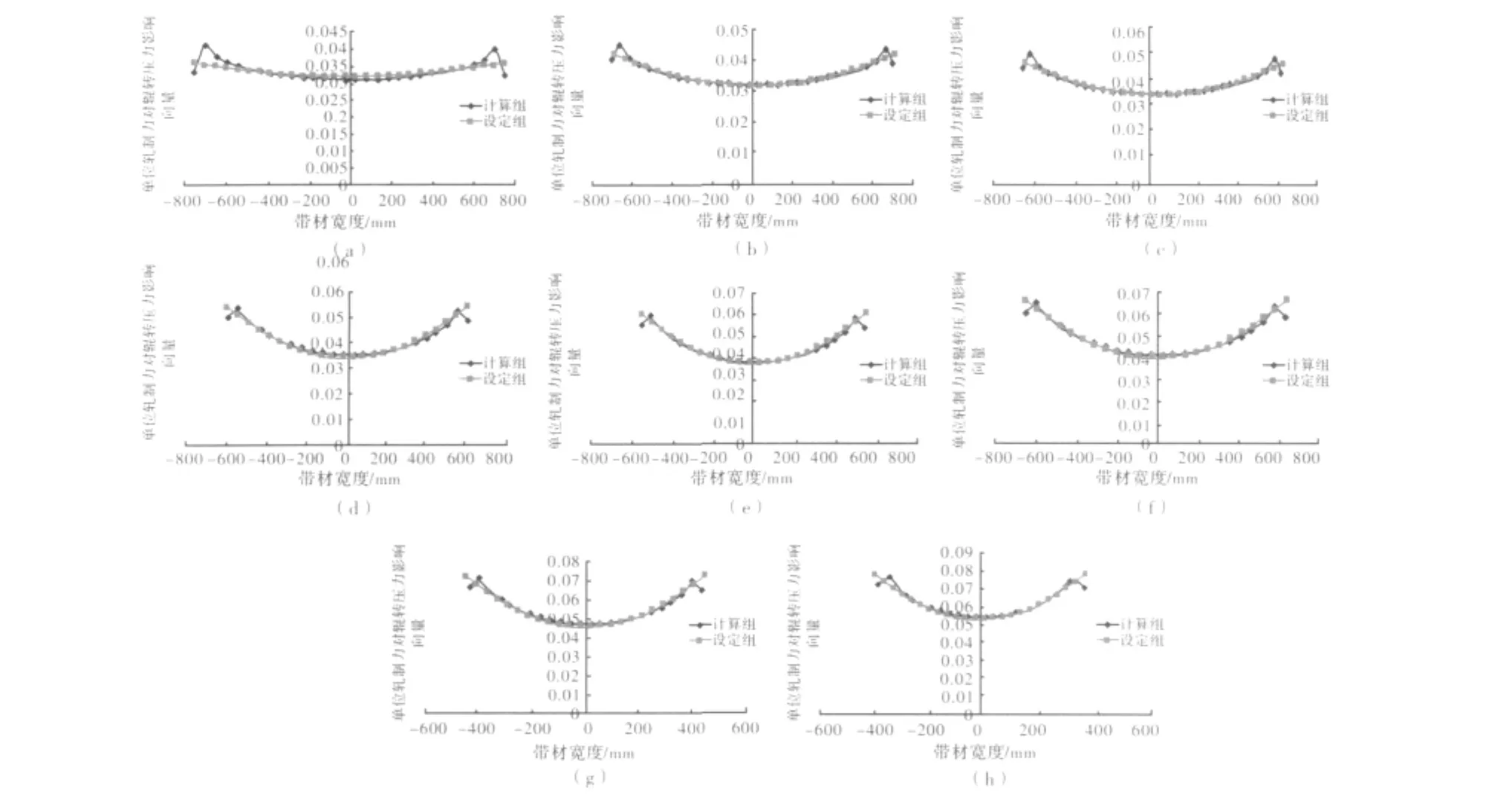
图4 轧制力对辊缝压力影响向量计算值与设定值比较Fig.4 Influence of rolling force on contacting force in roll gap comparison between vector calculated values and set-up values
由图4可知,对于第四机架轧机前馈模型在8种带材宽度级别条件下,轧制力前馈模型计算值和模型设定值吻合较好。
4 结论
(1)建立了四辊冷轧机板形前馈模型数学表达式,揭示了前馈控制策略的板形控制思想以及根据轧制力波动量求解弯辊力补偿值的求解算法。
(2)利用Abaqus有限元软件建立板形前馈模型计算模型,计算了8种级别宽度条件下板形前馈模型参数,分析了轧制力和轧制力波动量对前馈模型的影响,轧制力对辊缝影响向量与轧制力波动量呈良好的线性关系;轧制力对辊缝影响向量受轧制力的变化影响不大。
(3)根据本模型计算的板形前馈模型计算值与模型设定值对比发现吻合较好。本模型对于板形前馈模型修正和自主开发板形前馈模型设定具有重要意义。
[1] 梁勋国,王业科,赵吉成,等.六辊冷连轧机板形前馈控制模型的研究[J].钢铁,2009,44(12):62.
[2] 王国栋.板形控制和板形理论[M].北京:冶金工业出版社,1986:25.
[3] 丁修堃.轧制过程自动化[M].北京:冶金工业出版社,2005:213.
[4] 徐乐江.板带冷连轧机板形控制与机型选择[M].北京:冶金工业出版社,2007:229-230.
[5] 闫汰心,张杰,贾生晖,等.冷轧机板形调节能力分析方法的研究与应用[J].机械工程学报.2011,47(4):79.
[6] 周西康,张清东,吴彬,等.DSR板形调控功效的ANSYS仿真[J].冶金设备.2004(147):10.
[7] 张清东,王文广,周晓敏,等.DSR宽带钢冷轧机得特殊板形控制性能[J].北京科技大学学报.2008,30(1):72.
[8] Claire Nappez,Serge Boulot,Richard C.McDermott.Control of strip flatness in cold rolling:A global approach[J].I-ron and Steel Engineer,1997,74(4):44.
[9] 张清东,李博,郑武,等.冷带轧机板形闭环反馈控制策略及模型研究[J].系统仿真学报,2009,21(24):7859.
猜你喜欢
中国钢铁业(2022年8期)2022-12-21
中国钢铁业(2022年7期)2022-12-21
中国钢铁业(2022年6期)2022-09-03
中南大学学报(自然科学版)(2022年7期)2022-08-29
中国钢铁业(2022年4期)2022-07-06
山东冶金(2022年1期)2022-04-19
铝加工(2021年2期)2021-05-17
金属世界(2018年3期)2018-06-11
科技风(2018年35期)2018-05-14
建筑建材装饰(2017年8期)2017-07-06
