钢板焊接叶轮口缘及铸钢密封环镶钢圈技术的研究与应用
2011-11-15 06:34郭丽萍宁夏固海扬水管理处宁夏中宁755100
中国科技信息 2011年18期
郭丽萍 宁夏固海扬水管理处 宁夏 中宁 755100
钢板焊接叶轮口缘及铸钢密封环镶钢圈技术的研究与应用
郭丽萍 宁夏固海扬水管理处 宁夏 中宁 755100
针对扬黄流域水泵钢板焊接叶轮口缘及配套的铸钢密封环配合部位磨蚀严重,使用寿命短,水泵效率下降快的突出问题,对上述部位进行了镶钢圈技术的试验,从应用效果来看,该项技术实用性强,实现了水泵的高效运行和报废部件的再利用。
水泵;叶轮;密封环;镶钢圈;技术
一、固海扬水工程基本情况
固海扬水工程从水源分,包括直接从黄河取水的原固海扬水工程、从卫宁灌区七星渠取水的同心扬水工程和世行扩灌三部分组成部分。同心扬水工程于1978年建成,固海扬水工程于1986年建成,1982年2月两灌区合并为现固海扬水工程,1988年利用世行贷款进行了部分扩建,1993年完成。目前共建投入运行泵站21座 (其中李旺泵站未投运),变电所15座,安装(投运)主机组151台(套),装机总容量101425KW,总扬程382.47m,净扬程342. 74m,设计流量28.5m3/s,干渠总长286km。
固海扬水工程70%的主水泵都是70年代生产的产品,建设时由于水泵种类少,一些泵站水泵选型不合适,其本身性能较差,加之经过31年时间的运行,老化严重,超期服役现象突出。我处早期安装使用的都是铸铁叶轮及密封环,水泵过流部件使用寿命短,平均运行时数不超过3000小时,随着钢板焊接叶轮技术的应用,钢板焊接叶轮已逐渐经成为黄河中上游扬黄泵站水泵叶轮的主体。但随之也出现了新的研究课题:钢板叶轮进、出水叶片、盖板等部位空蚀、磨损慢,而口缘磨损快,口缘尺寸超标致使容积损失增大,是导致水泵运行效率降低,流量下降的主要原因,口缘这个部位成了决定叶轮寿命的关键。我处泵站每年4月份上水前大修的水泵,运行到8月份秋灌结束时,运行时数仅3000小时左右,因水泵叶轮与密封环配合间隙增大,泄漏损失增加,水泵平均单机提水量下降6.3%左右,装置效率下降3%左右,在影响泵站安全、高效运行的同时,增加了机电设备维修费及检修人员工作量。同时,每年8月份正值灌溉高峰期,3月份投运的机组在不间断运行4个月后,机组状况已属强弩之末,流量下滑快,即使是满负荷运行也达不到供水要求,供需矛盾十分突出,严重影响了灌区的正常灌溉和社会稳定。
二、试验过程
试验数据表明:由于叶轮盖板形状的不同,在叶轮口缘靠盖板侧沿圆周有一圈3-6mm深、6mm宽、呈“〇”状磨蚀带或沿轴向呈一道道深浅不一的沟槽。各种型号的叶轮,在使用4000-5000小时以后,口缘单边平均磨损量在2mm左右,而叶轮其他部位仅有较少的小坑洞或沟槽,外形及尺寸基本完好。因此,开展研究和试验工作,延长钢板焊接叶轮口缘寿命,使之与其他部位的磨蚀保持同步,进而起到延长整个叶轮寿命和稳定水泵效率的作用,具有十分重要的意义。
1、其他技术的试验情况
2003年3月份与上海康达公司、天津中科表面工程公司合作,开始在24sh-13型水泵、32sh-19型水泵钢板叶轮口缘上进行各种非金属材料涂护试验和堆焊修复试验,结果并不理想,原因是这几种工艺存在着以下弊病,修复或防护效果并不显著:
(1)涂护工艺中,非金属涂层与金属基体结合强度低(一般小于25MPa),涂层容易从基体上脱落。涂层一旦脱落,不仅起不到抗磨蚀效果,还增加了叶轮口缘与密封环之间的摩擦,增加了功率损失;
(2)涂护工艺条件要求非常高,批量生产质量难以保证,且涂护完全由手工操作,一次成型,不能进行精加工,难以保证口缘或密封环配合尺寸;
(3)非金属复合材料涂护成本较高;
(4)堆焊工艺使叶轮口缘、盖板变形严重,影响进、出水叶片型线,且耗费工时,效率低。以堆焊修复一只32寸水泵叶轮口缘为例,需要一个熟练焊工3个工作日才能施焊完毕。我处平均每年需要堆焊修复的钢板叶轮30台左右,而各泵站检修时间短,往往因为叶轮不能及时补焊完毕而影响正常检修进度,增加成本。
2、钢板焊接叶轮口缘及铸钢密封环镶钢圈技术试验情况
2004年3月,提出了在叶轮口缘与密封环之间增装承磨环的构想。首先进行基体与钢圈基本尺寸的确定,对安装数量较多的3种水泵叶轮口缘及2种密封环磨(报废件)损量统计分析,80%的统计对象在运行2个灌季(6500小时)以后,单边磨损量集中在5-7mm之间,预留2mm的加工及尺寸调节余量,将承磨环的厚度确定为10mm,这样可以最大程度的避免浪费材料。而承磨环的材料,采用Q235优质碳素结构钢,其性能完全满足使用要求。实际应用表明,选用优质的承磨材料加上这种先进工艺方法制作的承磨层,运行3000小时后检查,单边平均磨损量1mm,5000小时后减小2mm,并且破坏面相对均匀,钢圈口缘使用寿命可以满足一至二个灌季运行的需要。也就是说,叶轮的破坏口缘镶嵌钢圈后,还可以使用3500-5000小时,若叶轮其他部位良好,可重复镶钢圈。例如,在我处羚羊寺、唐圈、田营等泵站安装的24sh-13型叶轮,有4台水泵钢板焊接叶轮运行时数达到2万小时,最长的运行时间已达3万小时,口缘已经重复镶钢圈3次,目前还在继续使用;大柳木泵站自2003年陆续安装钢板焊接叶轮以来,15台水泵目前已经有12台通过镶钢圈,使叶轮运行时数超过13000小时,至今没有进行过大修(更换叶轮)。
三、实施工艺
1、 原理
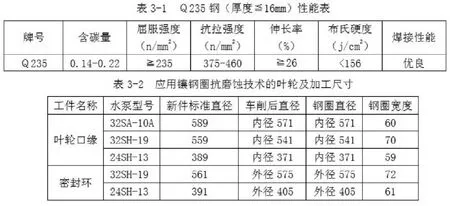
将Q235钢板卷制的钢圈镶嵌到磨损量很大的钢板焊接(铸钢)叶轮口缘外圆和密封环内圆上,钢圈在叶轮口缘和装配的密封环之间起“承磨环”的作用,达到保护基体以及修复报废工件的双重作用。
2、加工尺寸及要求
我单位安装卧式离心泵钢板焊接叶轮共10种,对应的铸钢密封环10种,我们在安装数量多的3种叶轮和2种密封环上应用这项镶钢圈抗磨技术,各型号工件加工尺寸见表3-2
3、 工艺流程图
4、工艺要点
(1)钢圈与工件采用过盈配合,要求钢圈与工件装配的表面粗糙度达到12.5,椭圆度小于0.5mm。
(2)为保证焊接强度满足要求,钢圈与工件施焊部位须开“V”型坡口。
(3)进行钢圈镶套时,若冷装困难,可采取热装工艺,加热温度不超过350℃。
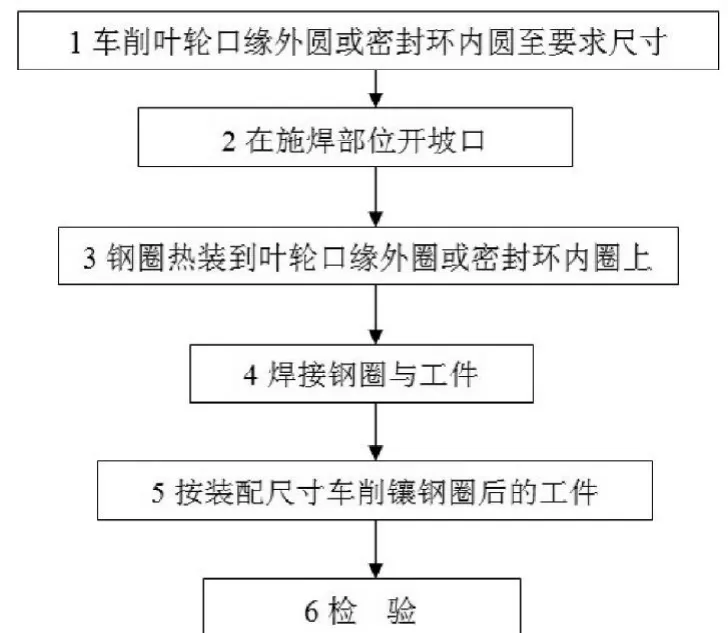
工艺流程图
(4)对已经镶过钢圈的工件进行第二次、第三次……镶钢圈时,必须将原镶装钢圈层全部车削去除,以保证镶装后的强度。
我单位采用:一批次车削待加工工件→用电烘箱加热全部钢圈→一批次镶装钢圈→一批次施焊→自然冷却→备用(按不同装配尺寸随用随时车削加工)。各工序流水加工,效率非常高。
四、经济效益分析
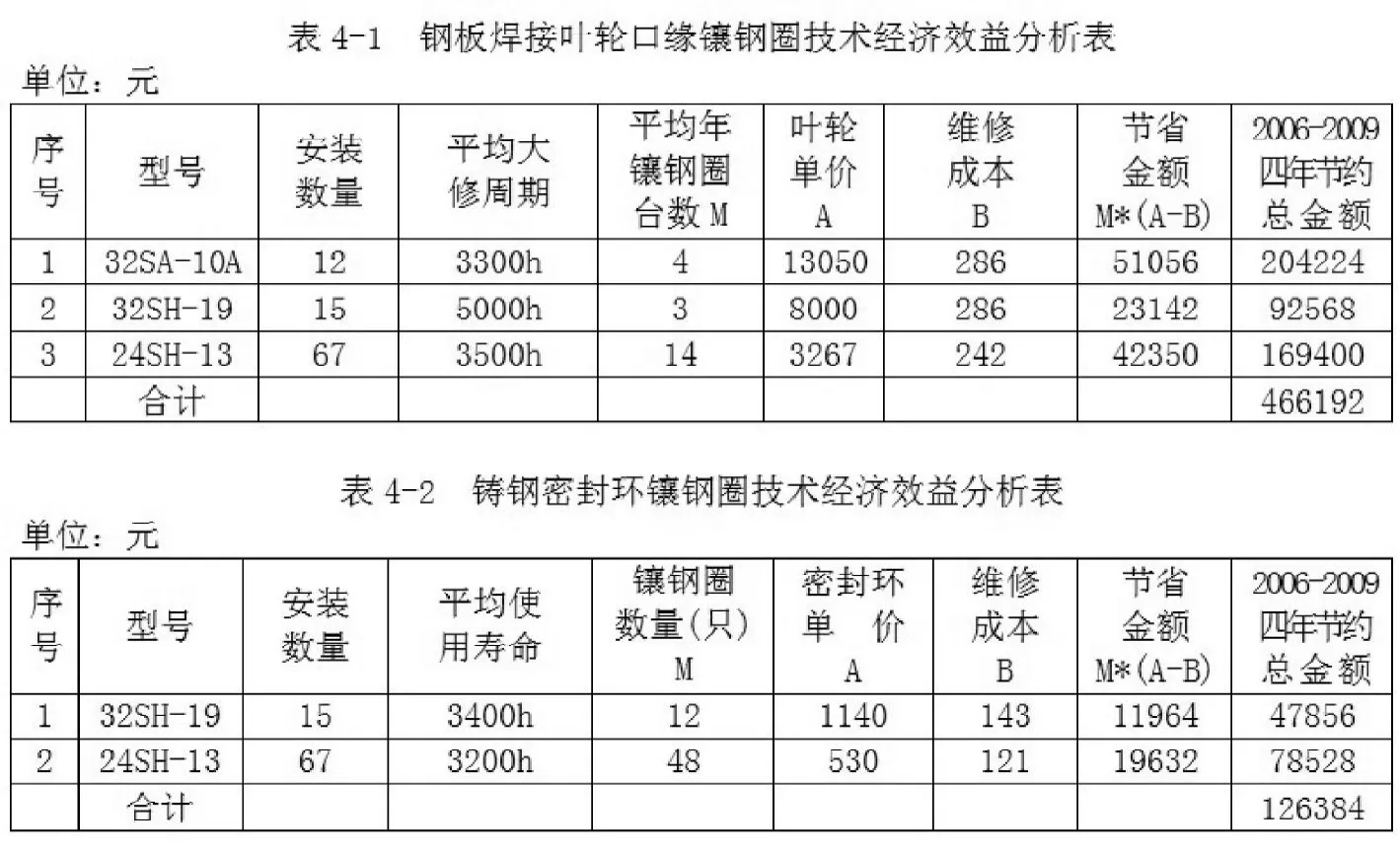
钢板焊接叶轮配装铸钢密封环,大修标准是叶轮口缘与密封环单边间隙大于2mm。按照各型号水泵叶轮及密封环每年平均镶装钢圈数量,对镶钢圈技术应用以来的经济效益进行核算和对比(报废旧件残值不计),自2006年至2009年,平均每年就可节约配件费148144元,四年累计节约机电维修费592576元。
表4-1 钢板焊接叶轮口缘镶钢圈技术经济效益分析表
表4-2 铸钢密封环镶钢圈技术经济效益分析表
通过应用该项技术,固海扬水工程水泵运行效率明显提高,全处能源单耗由2005年4.74kwh/ktm降低到2009年4. 68kwh/ktm,降低了0.06个点,累计节约电费支出100万元,平均每年节约电费支出25万元。
五、结论
1、应用叶轮口缘镶钢圈技术,使单个钢板焊接(铸钢)叶轮维修时间缩短为1/20,实现了钢质叶轮修复工艺的跨越,在使用钢板焊接叶轮的扬水泵站,是首次应用该技术。
2、密封环镶钢圈技术,成功实现了报废密封环再利用的目的。在水利行业,对于密封环这个易损进流部件,都是一次性使用,内径尺寸超标后只能报废,更换新密封环,还没有成型的修复技术,而这项技术成功解决了该难题。镶钢圈技术在我处泵站水泵上的成功应用,表明这项技术对于解决钢板焊接(铸钢)叶轮及铸钢密封环磨蚀问题是有特效的。这项技术不能替代其他的修复工艺技术,但它自身的特点也是其他的工艺技术不能够代替的:①施工设备及工艺简单,实现钢了板焊接叶轮、铸钢密封环的多次重复使用,延长叶轮、密封环使用寿命增长1~4倍;②可以和磨蚀尺寸不同的密封环或叶轮装配,实现灵活的互换装配,最大程度的延长了与之装配叶轮或密封环的更换周期;③维修成本低。
10.3969/j.issn.1001-8972.2011.18.041
郭丽萍,女,1973年3月生,1991年参加工作,大专文化程度,机电助理工程师,现任固海扬水管理处总工办技术员。
猜你喜欢
江苏钢铁(2022年9期)2022-07-02
中国铸造装备与技术(2022年3期)2022-05-27
包头职业技术学院学报(2021年3期)2021-11-18
天津冶金(2020年4期)2020-08-18
伴侣(2020年5期)2020-06-01
服装学报(2020年2期)2020-05-20
科技与创新(2019年24期)2020-01-02
妇女生活(2016年6期)2016-06-08
中国塑料(2016年11期)2016-04-16
哈尔滨理工大学学报(2014年3期)2015-01-04