
复杂调节系统在氯甲烷系统中的应用
2012-01-16 08:55苏驰
中国氯碱 2012年4期
苏 驰
(中昊鸿鹤化工计控分公司,四川 自贡 643000)
复杂调节系统在氯甲烷系统中的应用
苏 驰
(中昊鸿鹤化工计控分公司,四川 自贡 643000)
分析了复杂调节系统在氯甲烷系统的应用实例并对存在的问题提出了改进方法。
氯甲烷;复杂调节系统;分程调节;比值调节;串级调节
在化工装置中,为了满足工艺要求和保证产品质量,有时需引进复杂的调节系统,解决单独调节各工序或各参量的矛盾。
1 常规控制系统
通常的调节器都是按照被调参数和给定值之差,即按偏差信号进行调节的,称为偏差调节系统。偏差是通过负反馈得到的,所以这类调节系统又称为反馈调节系统。任何干扰引发的被调参数的变化,调节器都会根据偏差进行调节,常见的常规调节系统几乎都是这样的反馈调节系统。
1.1 简单调节系统
许多常规控制系统仅依靠1个基本的反馈调节系统就能实现,其控制原理和结构相对简单,故称为简单调节系统。因其拥有这样的优点,在工控系统中被大量采用,约占自动调节系统总数的80%~90%。随着生产的发展和工艺的革新,生产过程一般对操作条件要求更加严格,因此,提出了新的调节形式。
1.2 复杂调节系统
复杂调节系统是为满足日益提高的控制要求,在简单调节系统的基础上建立起来的新的控制模式,包括串级控制、比值控制、分程控制、选择控制、前溃控制、均匀控制、多冲量控制甚至还包括延续了PLC概念的顺序控制和逻辑控制及高度自动化的超弛控制系统。这些控制系统都有其各自的应用领域。
1.2.1 分程调节
分程调节器就是用1个调节器的输出信号,通过和阀门定位器的配合,分段控制2个或2个以上的调节阀工作。与单回路相比,调节器的输出信号被分割成不同的量程范围,去带动不同的调节阀,增大了调节阀的可调范围,使系统更加合理可靠,以满足生产过程的特殊要求。广泛适用于同一参数在不同阶段需要采取不同控制方式的众多生产场合。
1.2.2 比值调节
在化工生产过程中,经常要对2种物料的配比进行控制,使反应物料以一定的比值,定量地进入反应器。为使物料进行严格配比所实施的自动调节系统称为比值调节系统。这类调节系统可动态地保证反应物流和能量总负荷不变,同时,进入反应器的物料还可根据需要进行同比例的调配、增减,较之控制2个单独的调节回路进行产品配比更加可靠和安全。
1.2.3 串级调节
串级调节,简单的讲就是将2个调节器串连,一个调节器的输出可以用来改变另一个调节器的设定值的复杂调节系统。2个调节器都有各自的测量输入,但只有主调节器才有自己的设定值,也只有副调节器的输出信号才用于改变输出信号,是一种多环调节系统。
2 典型实例应用与分析
2.1 分程调节的应用
2.1.1 工艺概况
在氯甲烷系统的氢氯化单元中,来自反应器的初产品经激冷塔和激冷分离罐进入一、二级盐酸冷凝器,进一步脱去HCl。
一级冷凝器采用水冷媒;二级冷凝器采用乙二醇冷媒,为了在保障设备效能的同时最大化地降低能耗,通常情况下均以水冷为主,乙二醇冷却为辅。但如果水冷系统无法达到预定要求时,则必须需要大量的乙二醇进入二级冷凝器作为主要的冷媒。工艺流程见图1。

2.1.2 问题与探讨
前述工艺流程中,若简单地引人1个“气开—气开”阀分程调节系统,在一级水冷凝器未全部打开前,二级乙二醇冷凝器都处于闲置状态,很难满足严格的工艺要求。若引入2个PID控制系统,独立控制一、二级冷凝器,将在控制上独立2个关联紧密的系统,必然引入更多不必要干扰和造成能源的浪费。
2.1.3 解决方案
为此引入了变种的分程控制系统。首先,在分程控制的基础上搭建控制系统,将PID上的4~12 mA信号送给一级冷凝器的水冷系统,控制冷却水调节阀在0~100%范围内变化,同时,也将这一信号送入二级冷凝器的乙二醇系统,控制乙二醇调节阀在0~20%的范围内变化;其次,将PID上12~20 mA信号送给二级冷凝器乙二醇系统,控制乙二醇调节阀在20%~100%的范围内变化。具体控制方案在DCS组态时可通过折线控制或定义输出信号等多种方式实现。
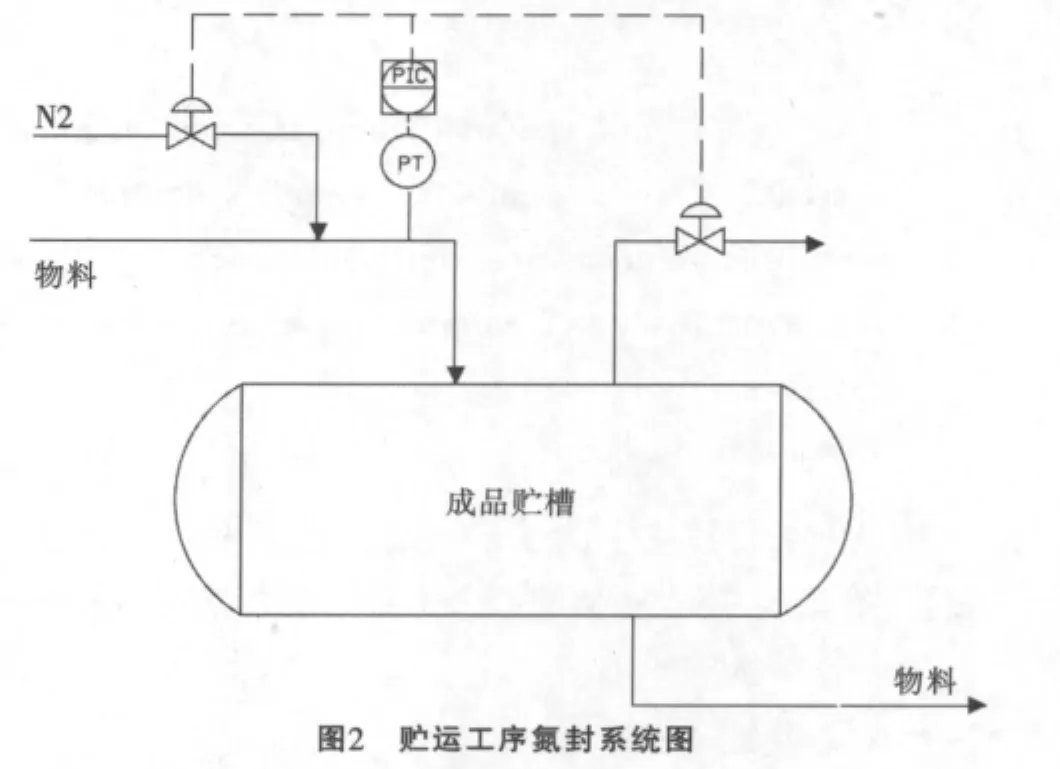
2.1.4 其他常用领域
前述案例在4~20 mA的范围内是一个连续的过程,但在更多应用于成品工艺中的分程控制时,中间大多存在着一定的死区。如产品贮运工序中的氮封控制系统,在贮槽压力低时需要氮气补压,反之,则放空,见图2。由于往往采用“气开—气关”的控制模式,在中间的临界位置存在一段较大的死区,这个死区一般采用定义控制盲区或设置偏置等许多方式来得到。这样的系统可以有效地恒压和进行空气隔离,在实际的生产过程中相当普遍。
2.2 比值调节系统的应用
比值调节系统随其结构形式的复杂程度递增,其调节效果和抗干扰等诸多方面的优势也随之增加。该公司的氯甲烷系统采用了比值调节系统。在甲醇法的氯甲烷工艺中,实现热氯化反应器安全与高效是工艺成熟的根本尺度。但就该装置的控制系统而言,氯气与有机物的比值调节具有重要的作用。
2.2.1 工艺概况
甲醇法氯甲烷工艺中的热氯化反应系统是将氯气和一氯甲烷混合,在420~430℃反应,该反应为放热反应。主要产物为二氯甲烷和三氯甲烷,四氯甲烷为副产品,而炭黑和高氯化物则是在系统温度偏高时的产物,具有一定危害性。
2.2.2 影响反应的主要因素
热氯化反应器的反应温度是该工艺的重要参数,反应温度的稳定与否直接影响产物的种类甚至威胁系统的安全。从反应平衡上看,增加有机物或减少氯气都可以防止反应器温度过高,但从系统安全上讲,控制有机物并以之作为氯气定量的标准更有利于系统安全。
2.2.3 控制方案
为保障系统的安全和稳定,并尽可能多地采用自动控制的方式,设计了图3所示的控制系统。
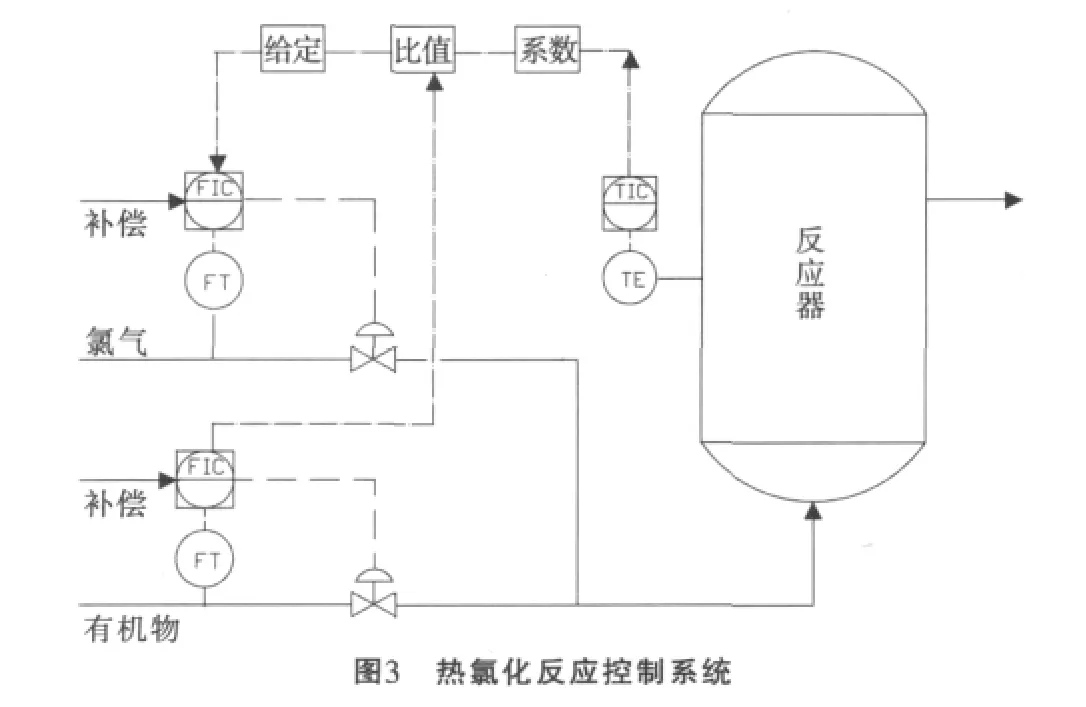
(1)为保障流量的比值调节安全可靠,为2个重要的流量都提供了温压补偿,并以此为基础建立了2个流量控制的PID调节子系统。
(2)以有机物流量控制系统的测量值乘以比值作为氯气流量控制子系统的给定值,形成了一个可独立运作的双闭环比值调节系统。
(3)将温度控制的PID调节系统输出的0~100%的控制信号线性转换成比值系数,可替代双闭环比值系统的比值,重新构建一个变比值调节系统。
2.2.4 比值调节系统的特点
该控制系统的3个部分均可独立构成控制系统,并根据具体工况要求投运不同的控制体系,有相当大的灵活性。该系统还配备了相应的报警及连锁控制逻辑。
2.3 串级调节系统的应用
2.3.1 工艺概况
在该公司氯甲烷工艺中采用了多个串级控制系统,如二氯甲烷精馏系统的共沸装置,工艺流程图见图4。来自精馏塔的二氯甲烷半成品在碱洗分层器洗涤后,由进料泵打入共沸塔再次提升品质。系统要求釜温和进料流量相对稳定,不能出现较大波动。
2.3.2 问题与探讨
该装置的运行存在2个关键环节,一是碱洗分层器内有机相不可完全排尽,否则,一旦碱液相进入共沸塔,将严重影响产品质量;二是二氯甲烷流量不可大幅度波动或者断料,这不仅威胁到进料泵的安全,还会干扰后序系统,降低产品品质。
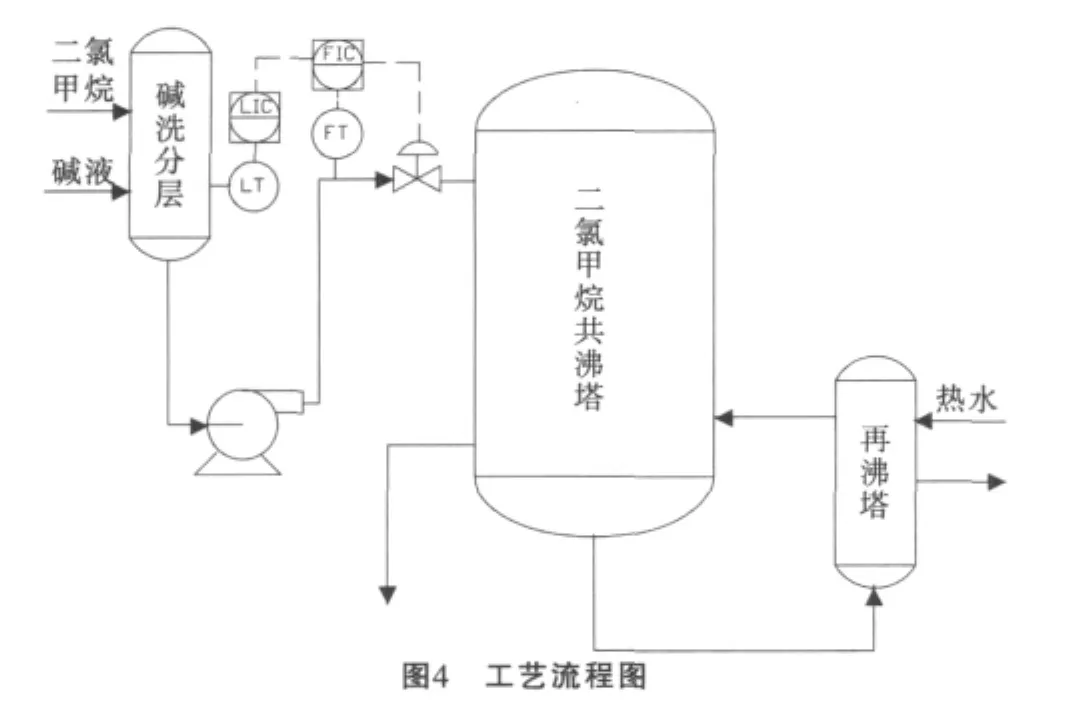
由于碱洗分层器不断有物料注入,其注入量受前工艺影响,存在一定的非线性波动,人工调节很难达到稳定状态。因此,在这里引入了液位—流量串级调节系统,将碱洗分层器液位与共沸塔进料流量控制相融合不仅稳定了碱洗分层器有机物液位,还平稳了二氯甲烷共沸塔进料流量和塔釜温度,完全满足了工艺要求。
2.3.3 改进与选用原则
为了串级调节系统更加便捷、可靠、实用,该公司在编制串级控制时增加了以下强制设定。
(1)未使用串级调节时,副环手动状态下,给定自动跟踪测量值。该设定保障副环手、自动无扰动切换。
(2)未使用串级调节时,副环自动状态下,主环输出跟踪副环给定值。该设定可保障串级投入的无扰动切换。
(3)主环始终自锁为自动状态。由于主环在未投串级时无任何作用,减少手动功能不影响调节性能,减化了操作员投送串级控制的操作步骤,减轻了操作员工作负担,提高了系统的可靠性。
虽然串级控制的性能远优于简单调节,也体现了更高的自动化水平,但在实际使用中仍须注意以下问题。
(1)副参数的选择应使副回路包括较多的干扰,而主要干扰一定要包括在副回路内。
(2)副参数的选择应注意参数变化方向与主参数之间有一定的单向联系,并应使主、副对象的时间常数相匹配,防止“共振效应”出现,还应考虑工艺的合理性及实现的可能性以及经济性。
3 总结
复杂调节系统是在简单调节系统的基础上发展起来的,但因组成复杂,所采用的自动化仪表多,日常维护整定麻烦以及投资费用较高,因此,对复杂调节系统要正确应用。对于各种类型的复杂调节系统,要通过其复杂的现象,找出其实质,即其独特的结构及独特的调节任务,以便正确地分析和应用。
Application of complex control system in Methyl chloride production
SU Chi
(China Haohua(Group)Honghe Chemical Gauge control branch,Zigong 643000,China)
The application of complex control system in methyl chloride production were introduced.The transformation measures were put forward.
methyl chloride;complex control system;seperating range control;ratio adjustment;cascade regulation
TQ056.2
B
1009-1785(2012)04-0033-03
苏驰(1981—),2003年毕业于四川轻化工学院通信专业,工学学士;现任中昊鸿鹤化工计控分公司仪表车间主任。
2011-12-04
猜你喜欢
石油石化节能(2022年12期)2022-12-30
绿色建筑(2021年4期)2022-01-20
冰雪运动(2021年2期)2021-08-14
水泵技术(2021年6期)2021-02-16
当代化工(2020年11期)2020-12-17
日用电器(2019年6期)2019-07-17
宇航计测技术(2018年3期)2018-09-08
中国盐业(2018年23期)2018-03-30
汽车与新动力(2015年1期)2015-02-27
汽车与新动力(2014年6期)2014-02-27
