
120型控制阀造成行车抱闸的原因分析
2012-05-04 03:39相峰
铁道机车车辆 2012年3期
相 峰
(北京铁路安全监督管理办公室驻丰台车辆段 验收室,北京100070)
中国铁路重载货运技术得到了快速发展,提速货车技术得到了全面推广应用。目前,中国80%以上货车具备了时速120km技术基础,新造货车实现了载重由60t级向70t级全面升级换代,大秦线80t级运煤专用货车2万t重载列车的顺利开行,实现了重载运输的新跨越。
行车设备故障会造成列车停车、晚点、设备损坏,影响正常的铁路运输秩序,影响铁路运输效率,影响铁路部门运输效益。制动抱闸故障是仅次于热轴故障的问题,是运用部门关注和着力解决的重点之一。
1 制动抱闸原因统计
为了解制动抱闸故障的具体情况,对2011-05—2012-01铁道部公布的《铁路货车责任行车设备故障明细》进行统计。共发生D类以上事故54起,其中抱闸8起,抱闸占总数的14.8%,共发生行车设备故障383起,其中抱闸61起,抱闸占总数的15.9%。
导致抱闸的原因有120阀、闸调器、基础制动、闸瓦、空重车阀、密封垫等,其中120阀48起,闸调器4起,基础制动4起,闸瓦6起,空重车阀2起,密封垫2起,其他3起。具体情况见表1。
其中120阀导致的抱闸数量48起,占整个抱闸数量的69%。具体情况见表1。120主阀主活塞膜板穿孔25起,是120阀抱闸故障的一半以上。因此,120阀是造成抱闸故障的主要原因,而主活塞橡胶膜板穿孔是其中的重要因素。
对120阀造成抱闸故障的原因进行分析、制定纠正预防措施,对于降低制动抱闸故障有重要意义。
2 120阀导致抱闸故障原因分析
2.1 橡胶膜板的影响因素
表1中120主阀主活塞膜板穿孔25起,加速缓解膜板穿孔1起,橡胶膜板穿孔占120阀故障一半以上。120阀有主阀膜板、加速缓解阀膜板、局减阀膜板、紧急阀膜板、缓解阀膜板共5种。其中主阀膜板和紧急阀膜板双侧受力,最大压差达到600kPa,同时还要满足-50℃的低温要求,这对橡胶生产提出了较高的要求。橡胶膜板是120阀的关键零件,铁道部定点生产。随着我国橡胶工业的发展,橡胶膜板的寿命已经大大提高,基本能够满足货车2年段修期的要求。同国外同类产品相比,橡胶件的寿命还需继续研究提高。

表1 抱闸故障原因统计
近期有运用现场反馈橡胶膜板老化严重。图1是投入运用不到3个月紧急阀橡胶膜板老化严重的照片,膜板四周的“R形圆弧”已经变成“方形”。橡胶膜板穿孔和橡胶膜板老化有直接的原因。
橡胶件老化严重的原因,和解冻库温度过高、时间过长有关系,高温解冻库的温度和时间与铁道部标准不符。

图1 紧急阀橡胶膜板老化严重
2.2 120主阀机构的影响因素
表1中120主阀作用不良的有9起,120主阀阀面缺油、划伤、有异物的有7起,120主阀主活塞螺母松动的1起。
金属滑阀结构是120阀主控机构,如图2所示。滑阀底面与滑阀座面、滑阀上面与节制阀的配合研磨面靠金属研磨面密封。当金属研磨面上油膜破坏时滑阀易漏泄,当压力空气中含有杂质时容易拉伤金属研磨面造成滑阀漏泄,当金属研磨面磨损时也会造成滑阀漏泄。而且,滑阀底面和滑阀座面是研磨平面配合,配合平面没有存油结构,加之研磨平面使用时处于垂直状态,该表面只能存在很薄的油膜,起润滑和密封作用。如果加大滑阀面涂抹硅油量,组装后阀面油膜较厚,120主阀性能试验时会掩盖阀面研磨不合格导致的漏泄问题。主阀动作一定次数或使用一段时间后,研磨平面油膜变薄,阀面研磨不合格导致的漏泄问题就会显现出来。
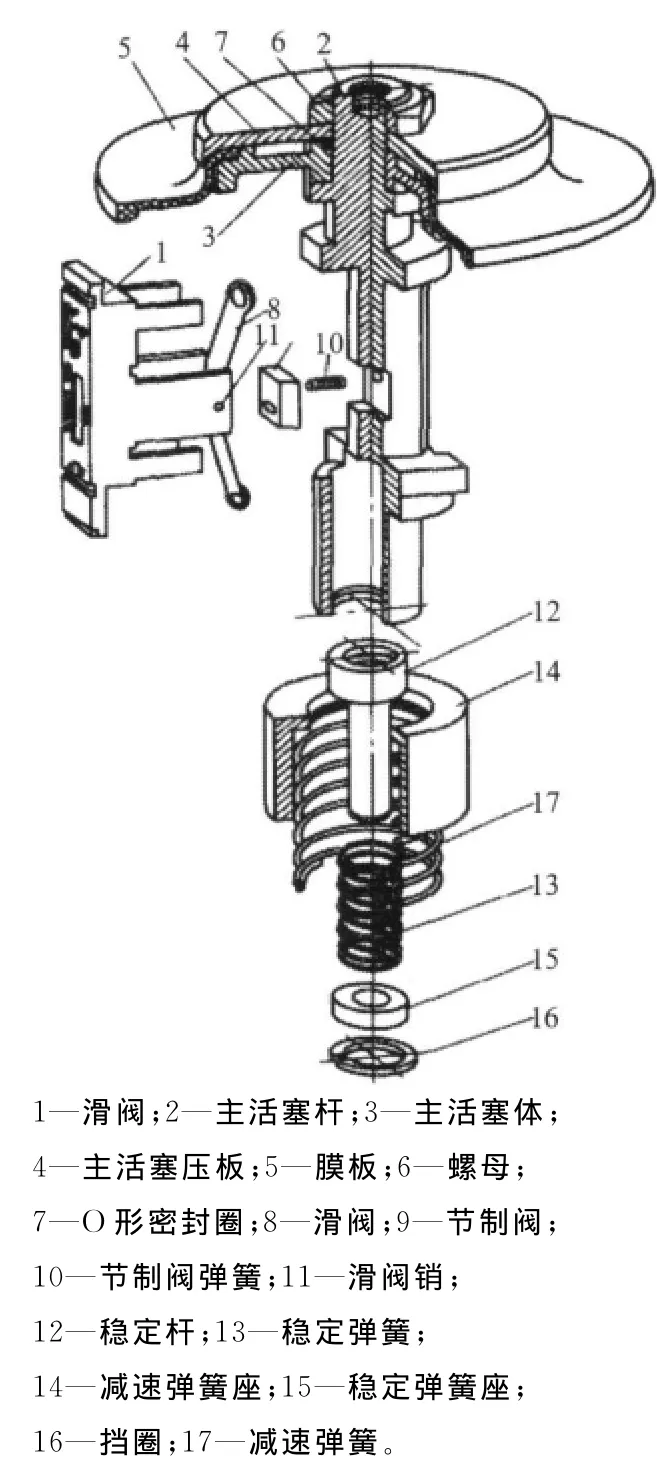
图2 120阀主控机构组成图
120主阀阀面缺油、划伤,以及由此造成的漏泄超标、作用不良,是120阀的金属滑阀结构决定的。加强组装清洁度控制,提高车辆风源质量,提升研磨水平,有利于延长120阀滑阀机构的使用时间。
120阀主活塞紧固螺母的拧紧力矩是60~80Nm,严格按此技术要求执行可有效防止主活塞紧固螺母的松动问题。
2.3 120紧急阀机构的影响因素
表1中120紧急阀放风阀盖镶套窜出的2起,120紧急阀活塞杆内异物的2起。

图3 120紧急阀组成图
如图3所示。紧急阀放风阀盖镶套窜出时,导致放风阀下侧压力降低、放风阀上下侧压力不平衡、放风阀打开,列车管压力排大气,列车意外紧急。120紧急阀活塞杆内有异物时,活塞杆内的安定孔被堵塞、常用制动时紧急室向列车管逆流的通路不畅、紧急活塞下移顶开先导阀、放风阀打开,列车管压力排大气,列车意外紧急。
加强组装清洁度控制,提高车辆风源质量,有利于防止异物进入紧急活塞杆堵塞安定孔。应对放风阀盖压套工艺进行控制,对压套时的“压吨”力曲线进行研究,防止放风阀盖镶套窜出。
2.4 试验设备的影响因素
120阀出厂前要逐一在120阀试验台上进行性能试验,装车前车辆制造(检修)单位在120阀试验台上还要逐一进行性能试验,装车后整车要进行单车制动试验,车辆编组后要进行列车编组试验。120阀要经过“层层关口”才能投入运用。
出现抱闸故障后,单车制动试验合格、车辆基础制动装置正常、手制动机在缓解位,抱闸原因无法确认。120阀在试验台试验时某些指标超标,如制动位局减排气口漏泄超标,缓解位主阀排气口漏泄超标,主阀性能试验中保压稳定孔试验不合格,但此类超标不是导致抱闸的直接原因。分解后发现主阀阀面缺油、划伤、有异物、主活塞螺母松动等问题,最后定责120阀。
应对单车试验方法、120阀试验方法进行研究,通过试验就能确定120阀是否是导致抱闸直接原因。在120阀性能试验、装车后单车试验时就能及时发现有故障隐患的阀,防止投入运用后产生抱闸故障。
3 结束语
加强对高温解冻库的温度和时间进行控制,使之符合铁道部标准,防止对橡胶件造成损害。同时,继续进行提高橡胶件适应高低温环境的研究。
加强组装清洁度控制,提高车辆风源质量,提升研磨水平,延长120阀滑阀机构的使用时间。同时,研究滑阀机构的储油结构。
对单车试验方法、120阀试验方法进行研究,在120阀性能试验、装车后单车试验时就能及时发现有故障隐患的阀,防止投入运用后产生抱闸故障。
猜你喜欢
选煤技术(2022年2期)2022-06-06
石材(2022年1期)2022-05-23
科技资讯(2021年33期)2021-01-15
军事文摘(2020年18期)2020-10-27
水电站机电技术(2020年3期)2020-04-28
石材(2020年2期)2020-03-16
铁道运营技术(2019年3期)2019-07-18
铁道机车车辆(2018年5期)2018-11-15
导弹与航天运载技术(2018年1期)2018-03-21
中国机械工程(2015年6期)2015-10-29
