
高精度圆柱滚子倒角磨削工艺
2012-07-21 03:34杨会超何萌褚翠霞王涛
轴承 2012年9期
杨会超,何萌,褚翠霞,王涛
(洛阳LYC轴承有限公司 a.031轴承厂;b.特大型轴承厂,河南 洛阳 471039)
圆柱滚子轴承因其摩擦因数小,适合高速运转而广泛应用于大中型航空发动机、车辆及机床主轴等。滚子作为轴承的关键零件,其制造精度和质量的好坏直接影响轴承的动态性能和使用寿命。按精度分类滚子可分为4级:0级、Ⅰ级、Ⅱ级和Ⅲ级,精度由高到低。一般工业用轴承要求滚子精度达到Ⅱ,Ⅲ级即可,随着我国航空业的快速发展,其对轴承制造精度的要求越来越高。如:某航空轴承设计转速达到106r/min,要求滚子精度达到0,Ⅰ级。因此,开展对高精度圆柱滚子加工工艺的研究显得尤为迫切。
轴承滚子的倒角,传统加工工艺是车削或冲压加工,成形后不再进行磨削加工,加工质量不高,容易产生很多问题。而国外知名品牌高速轴承(特别是航空轴承)精度普遍达到P4,甚至P2,使用的滚子对应Ⅰ级,甚至0级,滚子倒角均经过磨削,并需通过动平衡检测,滚子加工设备和工艺技术较为先进,国内针对圆柱滚子倒角磨削加工的研究才刚刚起步。
1 传统工艺存在的问题
滚子传统加工工艺流程为:车削加工(车倒角、切断)→软磨端面→淬火→粗磨滚动面1→粗磨端面1→酸洗→窜软点检查→探伤→附加回火→粗磨滚动面2→粗磨端面2→细磨滚动面→终磨端面→终磨滚动面→精磨端面→超精滚动面。
传统工艺方法加工的滚子主要存在问题有:轴向和径向坐标不对称,倒角偏斜;表面粗糙度差、倒角圆弧面跳动超差;遗留车刀纹等。存在的诸多问题易造成滚子歪斜、滑动、偏心、边缘应力集中、端面磨损而使轴承失效。滚子倒角形状不好或有缺陷时,在高速运转情况下,倒角会像泵一样,周期性地压缩轴承内的润滑油,使滚子的运转阻力增大,润滑油温升过快、过高,造成轴承失效。因此,增加对高精度滚子倒角的磨削工艺显得尤为必要。
2 改进后工艺方案
某轴间轴承用Φ9 mm×9 mm的滚子,倒角精度要求高,滚子工艺参数如图1所示。

图1 滚子倒角几何精度
采取在滚子热处理后进行倒角的磨削加工。设计的滚子加工工艺流程为:车削加工→软磨端面→淬火→粗磨滚动面1→粗磨端面1→酸洗→窜软点检查→探伤→附加回火→粗磨滚动面2→粗磨端面2→修磨倒角→细磨滚动面→终磨端面→终磨滚动面→精磨端面→超精滚动面。
利用M8804K(沟道磨床)机床,采用切入式磨削(将砂轮修整成与倒角形状一致)或摆头法进行渐次加工,单粒磨削,并采用专用支承,利用磁极吸附端面,对滚子倒角进行磨削,如图2所示。采用3mm厚粒度为80~100目的混合刚玉砂轮;磨削量不大于0.2 mm;砂轮修整方式为对称中心开槽方法;采用L形尼龙(聚酰胺)支撑,宽度选取为滚子长度的0.3~0.5倍,对于加工小尺寸滚子,由于空间有限,选用一体式支承;砂轮转动中心与倒角圆弧中心必须重合,以保证倒角圆弧R(0.9~0.95) mm的成形轮廓。
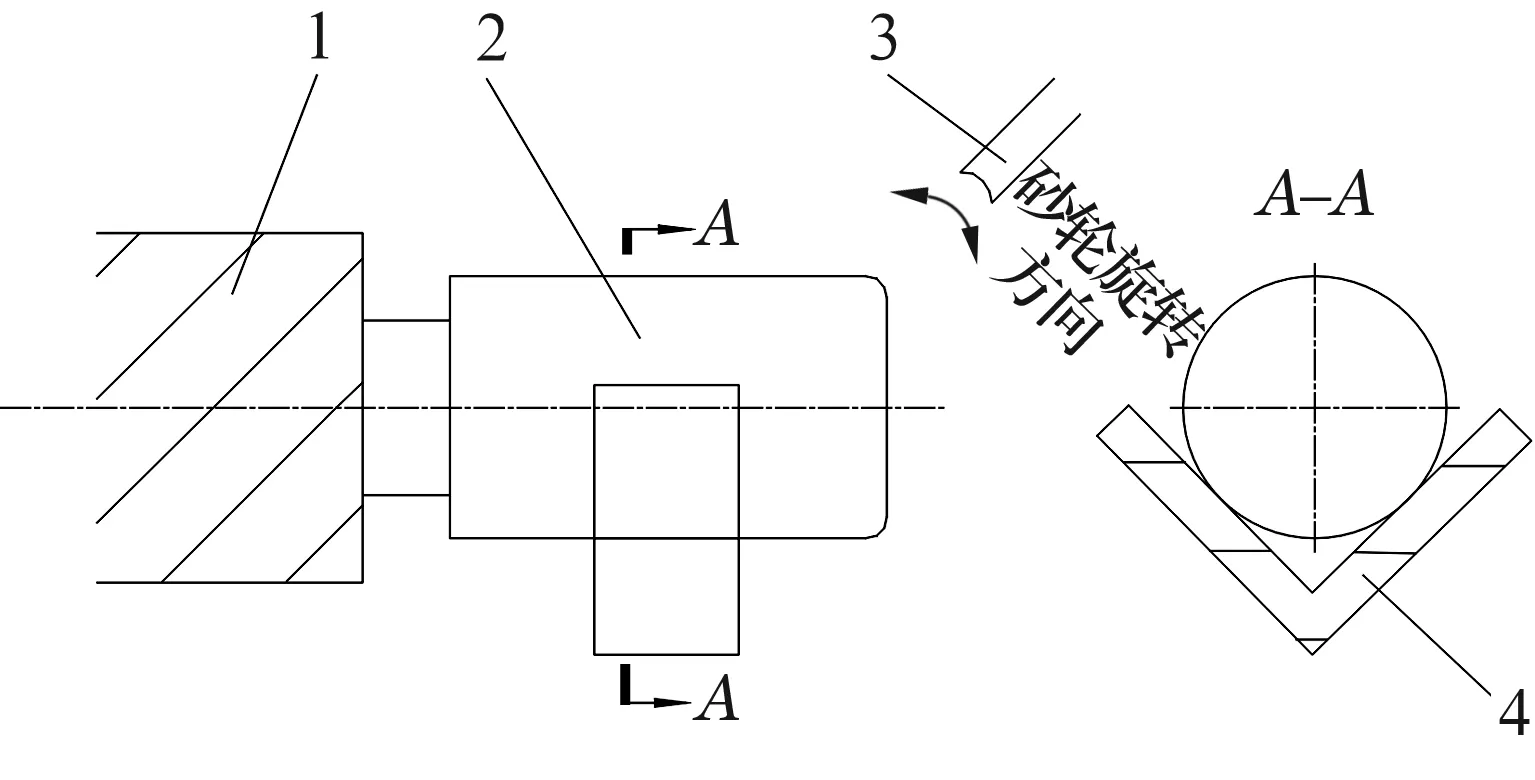
1—M8804K机床主轴;2—滚子;3—砂轮;4—L形支承
3 检测
采用Taylor轮廓仪和Taylor粗糙度仪对倒角坐标尺寸和表面粗糙度进行检测。本次试制首次测量了倒角圆弧对基准中心圆的跳动,在C742圆柱滚子端面侧摆测量仪上加装磁力表架,表尖处于圆弧倒角中心线与水平线成45°夹角的方向,滚子在压轮带动下匀速旋转一周,千分表上显示数值即为倒角圆弧对基准中心圆跳动。
工艺改进前、后检测数据对比见表1。由表1可知,改进后滚子各项指标均达到产品设计要求。

表1 滚子倒角加工工艺改进前、后检测数据对比
4 结束语
对于高精度圆柱滚子轴承滚子倒角的加工,增加磨削工序,可以更加有效地保证滚子倒角的尺寸和几何精度,对于提高圆柱滚子轴承的精度和使用寿命非常有益。但是由于其加工方式为单粒切入磨削加工,加工效率不高,加工范围为Φ20×20 mm之内的圆柱滚子。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年3期)2019-02-27
轴承(2018年10期)2018-07-25
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01
橡塑技术与装备(2016年10期)2016-03-01
