
重载铁路钢轨焊接接头磨耗特征研究
2012-07-26 08:05李金华胡玉堂
铁道建筑 2012年11期
丁 韦,李 力,李金华,胡玉堂
(中国铁道科学研究院金属及化学研究所,北京 100081)
钢轨在使用过程中的磨耗直接影响使用寿命,对钢轨磨耗方面的研究很多[1-5],降低钢轨磨耗的方法大致有如下几种:提高钢轨硬度,使钢轨本身更加耐磨;钢轨表面涂润滑剂,减小轮轨摩擦系数;适当降低曲线钢轨超高值;改变钢轨轨底坡;保持线路良好状态,也可以降低钢轨不均匀磨耗。
目前我国的重载线路每年的运输量已经达到了4亿t。为了提高钢轨的耐磨性能从而延长使用寿命,钢轨的强度逐年提高。高强度钢轨普遍采用热处理方法,通过加速从奥氏体向珠光体的转变速度提高钢轨硬度,有的材质钢轨硬度可以达到HB400。高强度钢轨的使用,有效降低了钢轨母材的磨损。但由于材质的焊接性能下降,使接头磨损相对增加。初步的调查表明,高强度钢轨的焊接接头经过一段时间使用,大量出现低塌现象。
对于钢轨焊接接头而言,除了要求确保接头强度和韧性防止断轨外,接头与钢轨母材同步磨损也是确保线路状况良好的重要方面。曾有研究认为[6],钢轨闪光焊接头经过接头热处理,焊缝热处理区(不包含软化区)的硬度应与母材相当。对于热轧钢轨焊后接头经过正火加热,然后喷风冷却即可达到同步磨损的目的。对于高强度热处理钢轨而言,焊接接头进行强制冷却,使接头硬度达到母材水平即可解决接头与母材的同步耐磨问题。然而,由于钢轨焊接是在局部进行的,接头热影响区必然包括软化区,并且,软化区域硬度难以通过热处理冷却达到与母材完全相同,因此,其耐磨损规律也不尽相同,实际焊接接头的磨损规律要比想象的复杂。
高强钢轨往往焊接接头部位的磨损尤为严重。为此,本文对多种钢轨以及焊接接头的磨耗进行了跟踪测量,分析了钢轨焊接接头各种硬度分布对接头不均匀磨损的影响。分别对多种类钢轨的闪光焊及铝热焊接头进行硬度以及定期的平直度统计,接头平直度变化推算定期磨损量,并对焊接接头不同区域的硬度与磨损量关系进行分析。
本次试验用钢轨为75 kg/m的PG4、U77MnCr热处理轨和热轧轨,焊接方法分为闪光焊和铝热焊,平直度测量分成8个周期进行,与此同时还进行了一次硬度测量,历时11个月。
1 钢轨焊接接头磨耗特征
1.1 磨耗测量方法
钢轨焊接接头平直度测量采用电子平直度测量仪(SEC电子测量尺)定期对焊接接头轨顶进行平直度测量。主要研究焊接接头与母材磨耗,若接头磨耗过高或过低均影响接头平直度。焊接接头纵向受热影响不超过180 mm,轨顶磨耗曲线长度只选择了200 mm。图1为典型钢轨焊接接头轨顶测量曲线,水平坐标为沿钢轨纵向,垂直坐标为轨底向轨头方向,曲线中部为焊缝,两边各长100 mm,曲线两个较凹区域为接头软化区。“焊缝及接头相对磨损量”和“左、右软化区相对磨耗量”测量方法如图1所示,向下相对磨耗为正。

图1 钢轨焊接接头轨顶测量曲线
1.2 典型磨耗特征
1)图2为PG4(热轧)钢轨闪光焊接头磨耗情况,可以看出,焊接接头轨顶首次测量结果较为平直,随着列车车轮的碾压和摩擦,焊接接头的热处理区与母材之间的相对磨耗量明显加大,其中,焊接接头软化区的相对磨耗又明显高于接头中部的热处理区,成为最大。因此,总体看,PG4钢轨焊接接头磨耗明显大于母材。

图2 PG4闪光焊接头磨耗情况
2)图3为PG4热处理(欠速淬火)钢轨闪光焊接头磨耗情况,可以看出,整个焊接接头部位的磨耗趋势和热轧钢轨焊接接头是一致的,焊接接头热处理软化区的磨耗最大。PG4热处理钢轨焊接接头总体磨耗量明显加大,热处理钢轨与同材质的热轧轨比较,其焊接接头部位相对磨耗更大。

图3 PG4淬火轨闪光焊接头磨耗情况
3)图4为PG4铝热焊接头磨耗情况,由于铝热焊接头宽度大,软化区之间的距离较长。与PG4闪光焊相比,焊接接头最大磨耗部位不是软化区,而是焊缝,接头中部焊缝的相对磨耗量明显大于焊接热影响区软化区。由于铝热焊的总体热影响区宽,焊接低接头的影响区域更大。

图4 PG4铝热焊接头磨耗情况
4)图5为PG4热处理钢轨铝热焊接头磨耗情况,与PG4热轧钢轨铝热焊比较,焊缝磨耗进一步加大,由于焊缝磨耗量过大,甚至已经看不到焊接热影响区软化区的磨耗凹槽了,这样的焊接接头的力学性能匹配不理想,应当考虑改进焊剂成分或焊接工艺。
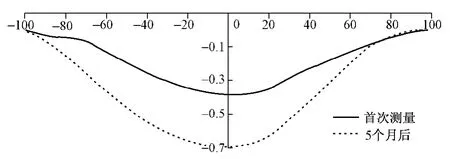
图5 PG4淬火轨铝热焊接头磨耗情况
5)图6为U77MnCr钢轨(热轧)闪光焊接头磨耗情况,由于两条曲线十分接近,说明焊接接头与母材的相对磨耗很小,与PG4热轧或热处理钢轨焊接接头比较,焊接接头磨耗量小得多,由图推算,在0.05 mm/年以下。

图6 U77MnCr闪光焊接头磨耗情况
6)图7为U77MnCr热处理(欠速淬火)钢轨闪光焊接头磨耗情况,与U77MnCr热轧钢轨比较相对磨耗要大一些,但与PG4热处理钢轨比较,要小得多,说明U77MnCr热处理钢轨闪光焊接头磨耗很小。

图7 U77MnCr热处理闪光焊接头磨耗情况
1.3 磨耗测量结果分析
焊接接头磨耗量测量分别由“焊缝及接头相对磨损量”和“左、右软化区相对磨耗量”来表示,具体测量方法如图1所示。每种焊接接头数据为多个接头的平均值,并统一折算成每年平均磨耗量,具体如表1所示。
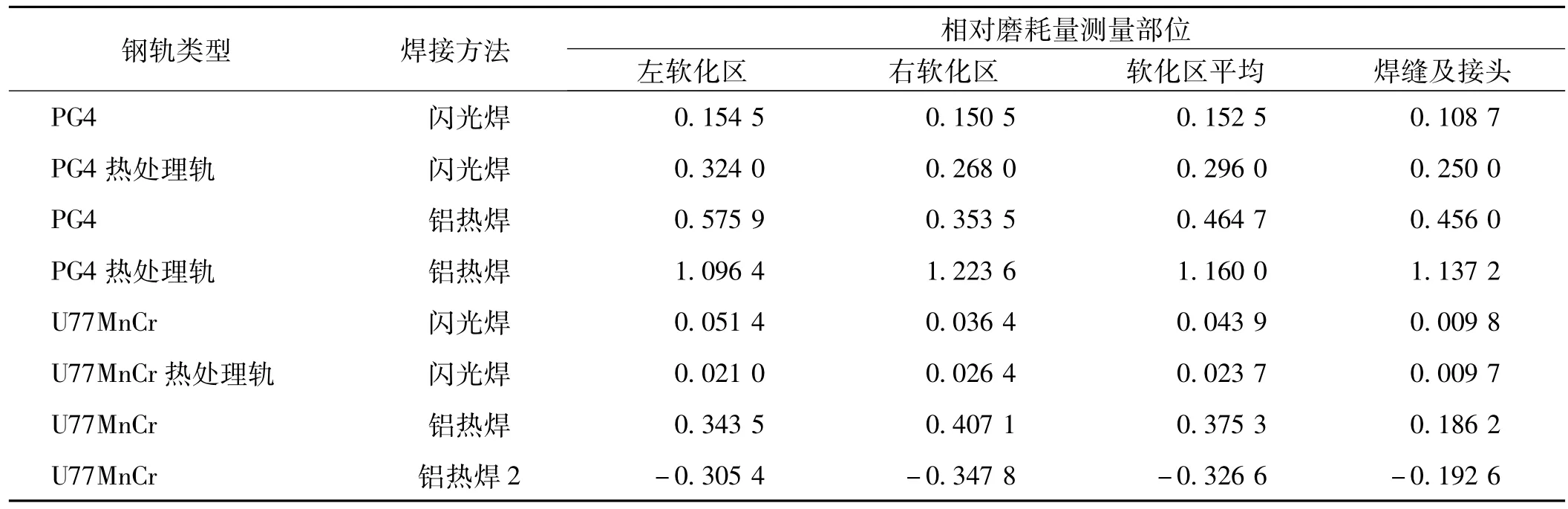
表1 钢轨焊接接头轨顶相对磨耗量 mm/年
可以看出,热处理轨与热轧轨相比,热处理轨接头相对磨耗量较大,热轧轨较小;PG4接头的磨耗量较大,U77MnCr较小;铝热焊接头磨耗量较大,闪光焊接头较小。相对磨耗最为严重的是PG4热处理轨铝热焊接头,1年磨耗量超过1 mm。接头磨耗比较理想的是U77MnCr热轧钢轨闪光焊接头,相对磨耗量极小,一年不超过0.01 mm。“铝热焊2”接头磨耗出现了负值,说明该焊剂接头的焊缝磨耗量小于母材。
2 钢轨焊接接头硬度分布
2.1 硬度曲线分区
硬度测量部位为钢轨焊接接头轨顶(即踏面),测量沿纵向进行,每隔5 mm测量一个数据,以焊缝为中心,总共测量40点(约200 mm长)。焊接接头硬度计算方法如图8所示,以左右两个软化区最低硬度点为起点向母材方向外推20 mm划垂线,垂线之间硬度(包括软化区硬度)的平均值被定义为“焊接接头硬度”。而焊接接头以外到两端硬度的平均值定义为“母材硬度”。该测量方法与目前TB/T 1632—2005《钢轨焊接》并不完全相同,其原因是线上所使用的钢轨无法进行取样加工后做硬度试验,但该测量方法与标准比较有极强的相似性,和较高的可比性,因此有极强的参考价值。
2.2 典型硬度曲线特征
不同焊接方法的焊接接头硬度分布特点存在明显差异。闪光焊接头由于经过了焊后热处理,其硬度分布主要与热处理工艺有关。典型的闪光焊接头的轨头硬度分布如图9所示,其中垂直坐标为布氏硬度值,横向坐标为钢轨纵向坐标。图9中部的硬度曲线为接头热处理部位,其两侧的低硬度部位为热处理软化区,热处理软化区外侧为钢轨母材。
典型的铝热焊接头的轨头硬度分布如图10所示,由于铝热焊接头焊接完成后不进行热处理,因此焊接接头处于焊接状态。图10中部的硬度曲线为焊缝及热影响区,其两侧的低硬度部位为焊接热影响软化区,焊接热影响软化区外侧为钢轨母材。与闪光焊接头比较,焊接接头宽度大,焊缝硬度明显低于母材。目前我国铝热焊接头并不要求进行焊后热处理,因此,对于高强钢轨焊接来说焊缝强度一般低于母材。

图8 焊接接头轨顶硬度测量方法

图9 钢轨闪光焊接头轨顶硬度曲线
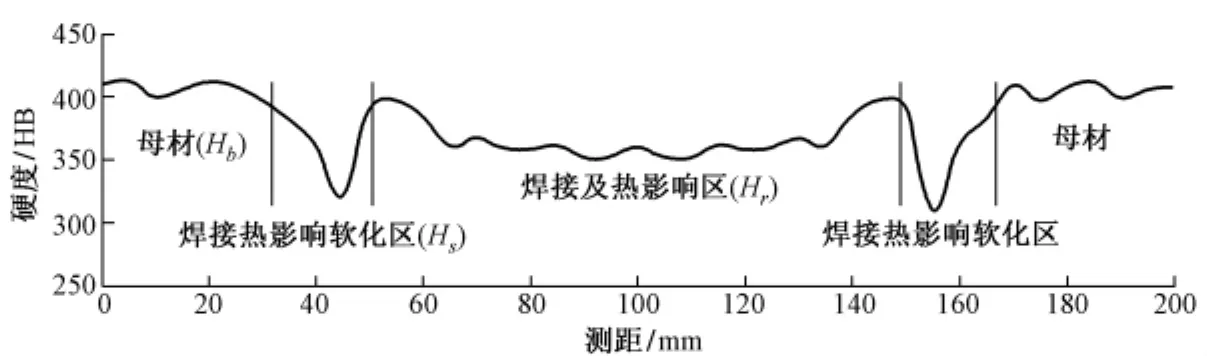
图10 钢轨铝热焊接头轨顶硬度曲线
2.3 接头硬度测量结果
表2分别列出各种焊接接头硬度测量结果,其中软化区最低硬度为左、右两个软化区最低硬度的平均值,焊缝及热影响区硬度为两个软化区中间硬度值。接头硬度和母材硬度计算方法如图10所示。焊缝及热影响区硬度多数接头可以达到母材水平。软化区硬度一般只有焊缝及热影响区硬度的80%~95%。接头硬度由于包括了软化区硬度,因此,总体略低于焊缝及热影响区硬度。热处理钢轨焊接接头硬度明显低于母材。

表2 焊接接头硬度测量结果HB
3 焊接接头硬度与磨耗分析
钢轨焊接接头相对磨耗与硬度比值关系如图11和图12所示。图中垂直坐标为接头热处理区(或焊缝及热影响区)相对磨耗量,图11的横坐标为接头热处理区(或焊缝及热影响区)与母材硬度比值(Hr/Hb),图12的横坐标为接头与母材硬度比值(Hj/Hb)。从图11可以看出,当接头热处理区(或焊缝及热影响区)与母材硬度比值接近1.05时,接头热处理区(或焊缝及热影响区)的相对磨耗量最小,也就是说,对于闪光焊热处理区的硬度高于母材1.05倍时,接头与母材磨耗接近,相对磨耗量最小。从图12可以看出,接头与母材硬度比接近1.00时,接头的相对磨耗量最小。由于接头硬度计算方法十分接近TB/T 1632—2005,因此,接头硬度与母材基本相同时,接头与母材磨耗接近,相对磨耗量最小。测量结果表明,要想获得与母材磨耗相当的接头,应当使闪光焊接头的热处理区硬度接近母材硬度1.05倍(如图13所示),此时,焊接接头硬度(含软化区)近似等于钢轨母材硬度。

图11 Hr/Hb与焊缝相对磨耗量关系

图12 Hj/Hb与焊缝相对磨耗量关系

图13 焊缝与母材磨耗量相当时硬度分布
4 结论
1)焊接接头磨耗测量表明,热处理钢轨焊接接头相对磨耗明显大于热轧钢轨,铝热焊接头磨耗大于闪光焊。
2)焊接接头硬度测量表明,热处理钢轨接头硬度大多数低于母材,热轧钢轨接头硬度较为接近母材,热处理钢轨铝热焊焊缝与母材硬度差异最大,大大低于母材。
3)钢轨接头磨耗与其硬度有直接关系,接头与母材硬度比接近1.00时,焊缝及热影响区的相对磨耗量最小,此时,焊缝硬度接近母材的1.05倍。
4)PG4热处理钢轨铝热焊接头磨耗严重的原因是焊缝硬度大大低于钢轨母材,建议提高铝热焊轨头硬度,使接头硬度接近母材。
5)U77MnCr热处理和热轧钢轨闪光焊接头相对磨耗极小的原因是接头硬度接近钢轨母材。
[1] 刘国春.京通线钢轨磨耗与防治措施[J].铁道技术监督,2008,258(4):13-15.
[2] 高爱东.丰沙线曲线钢轨磨耗成因与对策[J].铁道建筑,2001(4):16-18.
[3] 马骥.重载铁路小半径曲线钢轨磨耗初探[J].内蒙古科技与经济,2009,198(20):112-113.
[4] 蒋万军.石太线钢轨磨耗情况考察报告[J].哈铁科技通讯,1994(4):18-19.
[5] 刘凤尧.小半径曲线钢轨磨耗分析[J].哈铁科技通讯,1990(3):4-7.
[6] GENKIN Z.Welding and heat treatment of joints in railway rails in induction equipment[J].Welding International,2005,19(2):160-164.
猜你喜欢
小资CHIC!ELEGANCE(2021年36期)2021-10-15
保鲜与加工(2021年1期)2021-02-06
智慧少年·故事叮当(2020年12期)2020-12-25
航空制造技术(2020年11期)2020-07-01
中成药(2018年10期)2018-10-26
中国特种设备安全(2018年2期)2018-03-14
中国当代医药(2015年26期)2015-03-01
海峡姐妹(2015年8期)2015-02-27
中国火炬(2013年3期)2013-07-24
