
制造锥径仪构想
2012-08-16 06:30凌中伦
科技视界 2012年9期
凌中伦
(重庆市永川区职业教育中心学校 中国 重庆 402160)
引言:
外圆锥的小端直径,内圆锥的大端直径如果用一般的游标卡尺或千分尺等进行直接测量,会由于干涉问题而无法测量,故现在都是用间接测量的方法,复杂且不精确,工人也不便于现场测量,我设计并制造了一种能直接测量外圆锥小端直径和内圆锥大端直径的量具,可以大大提高检测效率和精度,希望能得到生产和推广。
正文:
机械制造中外圆锥的小端直径、 内圆锥的大端直径,如果用一般的游标卡尺或千分尺等进行直接测量,会由于干涉问题而无法测量, 在以往的资料中也都没有直接的测量方法。 我教车工课程已多年,在网上查找到的资料和高等教育出版社蒋增福主编的车工工艺与技能训练上介绍的测量方法等都差不多,都是比较麻烦的用间接测量的方法,也是现在的机械工人所用的检测方法。 即先用角度尺测出角度,再用二根量棒夹住置于平板上的外圆锥小端,千分尺夹住二平行量棒并测出其值, 再通过公式算出外圆锥的小端直径;用二颗钢球加深度千分尺,游标高度尺等测量后算出内圆锥孔的圆锥半角,再算出大端直径。 此种方法存在的问题有(1)操作困难,复杂;(2)多次测量,误差和累积误差在所难免;(3)计算复杂,工人没法在现场检测和计算。 其具体方法在此我不再累述。
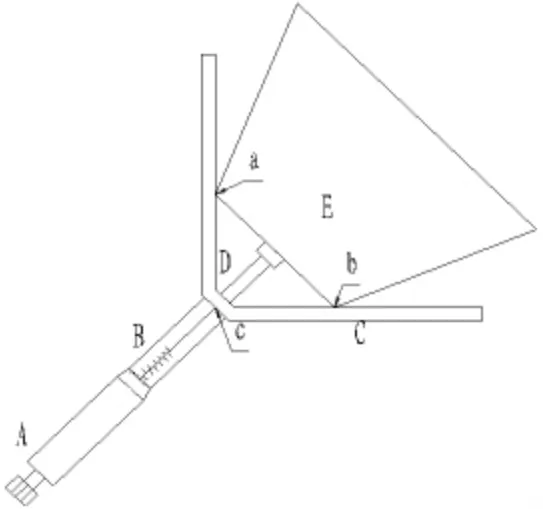
图1
鉴于以上原因,我设计并用千分尺加角尺改制成了能直接测量外圆锥直径的锥径仪,在此发表,以期抛砖引玉,设计出方便的解决直接测量的量仪和方法。
首先,要说明这种量仪的适用范围,由于我是用90°角尺改制的,所以只适合0°到90°锥角的圆锥台,且在不倒角前测量,但可先去除毛刺,实际生产中大量的都是小锥度的圆锥台,所以一般的检测都没问题。
我所设计的锥径仪原理结构大概如图1 所示。
操作如下:将工件小端直径处的棱角与角尺两边a,b 处接触,旋转微分筒,让螺杆前端的砧座与工件小端面以平面接触,此时固定套筒上的读数乘以2 即为小端直径。
原理分析:由于使用了90°角尺,工件小端直径如图所示的a,b 两点间距离即是一个等腰直角三角形的斜边,螺杆中心线上点c 是a,b 两边的顶点, 到小端面中心的距离即为此等腰直角三角形的斜边上的高, 故其长度等于其斜边的一半。 此方法正是利用了等腰直角三角形的斜边上的高等于斜边的一半的转换测量原理。
制造要求:角尺角度标准,与千分尺装配良好,无晃动,即角尺两边中心线与螺杆中心线三线共面且螺杆中心线为角尺的角平分线;螺杆上砧座端面与螺杆中心垂直;螺杆中心线上点c 是a,b 两边的顶点; 固定套筒反装,c 处为最大值,砧座缩到角尺顶点时固定套筒上露出的为最小值,即砧座的厚度。
使用的注意事项:圆锥小端面与圆锥的中心线的垂直度误差越小越精确,不允许留有凸台(当然可以将螺杆头上的砧座中心钻个孔,使凸头能落在孔内,以消除凸头的干涉);圆锥小端面a,b,c 三点接触良好,c 处应为面接触;如果外圆锥小端面上有台阶,只要小端面的棱角能与角尺接触,螺杆上的读数值加上一个台阶高度再乘以二即可。
误差分析:由于千分尺的读数乘以2 才得出数值,故量具千分尺误差就被放大了一倍;同时可能还有角尺引起的误差。
此法的优点:如果符合上面的使用注意事项要求,误差比用间接测量的准确,方便快捷。
拓展:如果将微分筒调一个方向,内圆锥孔套在角尺外面,结构上稍加改进即可用此原理测量内圆锥孔的大端直径。
结语:
由于身为中职教师,学校设备及科研条件有限,自己学术水平有限,还望同行批评指正,提出宝贵意见,以便更好地为生产服务。
猜你喜欢
中学生数理化(高中版.高考理化)(2022年5期)2022-06-01
中等数学(2021年6期)2021-08-14
小学生学习指导(高年级)(2021年6期)2021-06-19
哈尔滨轴承(2021年4期)2021-03-08
汽车零部件(2019年7期)2019-08-14
——目镜套筒
上海计量测试(2016年1期)2016-08-03
幸福(2016年5期)2016-04-19
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
锻造与冲压(2014年13期)2014-10-10
河南科技(2014年8期)2014-02-27
