
采用数控宏程序解决非圆曲线类零件的加工
2012-08-26 08:05阳夏冰
制造业自动化 2012年18期
阳夏冰
YANG Xia-bing
(武汉城市职业学院,武汉 430064)
0 引言
在普通加工中,加工非圆曲线类零件通常采用制作样板或靠模,然后利用仿形机床加工,但在小批量生产中,制作样板或靠模效益不高,在加工中受到仿形机床的仿形精度影响,加工精度也受到影响;在数控加工中,数控系统只有直线和圆弧插补功能,要对椭圆、双曲线和抛物线等非圆曲线进行加工,数控系统无法直接实现插补,需要通过一定的数学处理。数学处理的方法是,用直线段或圆弧段去逼近非圆曲线,逼近线段与被加工曲线的交点称为节点,各几何要素之间的连接点称为基点。如图1所示,OE是一段椭圆,在OE之间插入节点A、B、C、D,相邻两点之间在Z方向的距离相等,均为a。节点数目的多少或a的大小,决定了椭圆加工的精度和程序的长度。采用直线段OA、AB、BC、CD、DE去逼近椭圆,关键是求出节点O、A、B、C、D、E的坐标。若只采用现有的数控程序编程加工,节点的计算比较复杂,且节点数量较多,手工计算无法实现,因此必须借助宏程序的转移和循环指令处理。求得各节点后,就可按相邻两节点间的直线来编写加工程序。
1 宏程序
宏程序类似于高级语言的程序,程序员可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外还可以使用循环语句、分支语句和子程序调用语句对刀具路径进行控制,利于编制各种复杂的零件加工程序减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量,使程序应用更加灵活、方便。

1.1 变量
普通数控加工程序直接用数值指定G代码和移动距离,使用宏程序时,数值可以直接指定或用变量指定。一个变量由符号“#”和变量号组成,例:#i (i=1,2,3,…),如 G01X[#1]Y[#1]F[#3]:当#1=50,#2=100,#3=200时,上面这句程序即表示为G01X50Y100F200。
1.2 控制指令
条件循环指令为WHILE,功能是条件成立执行WHILE与ENDW之间的程序,然后返回到WHILE再次判断条件,直到条件不成立才跳到ENDW后面,WHILE语句的执行流程如图2所示。
2 具体应用
现以加工椭圆手柄为例,如图3所示,零件数量为100件,属于小批量生产。
2.1 拟订工艺路线
1)确定工件的定位基准。确定坯料轴线和左端面为定位基准。
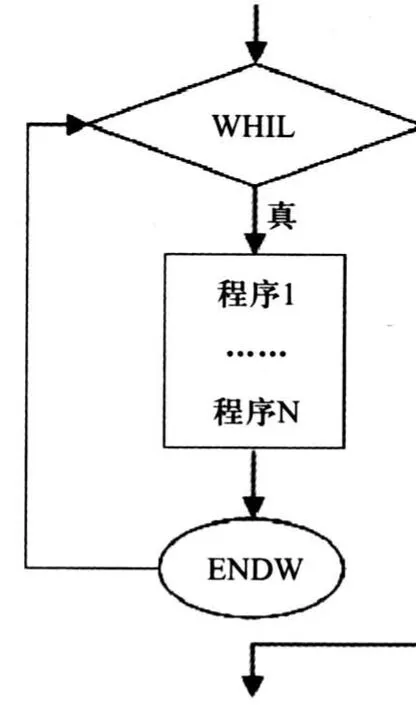
图2 控制流程图

图3 椭圆手柄零件图
2)选择加工方法。该零件的加工表面均为回转体,加工表面的最高加工精度等级为IT8,表面粗糙度为1.6。采用加工方法为粗车、半精车和精车。
3)拟订工艺路线。
(1)按 φ35×130下料。
(2)车削左边各表面。
(3)车削右边各表面。
(4)去毛刺。
(5)检验。
2.2 设计数控车加工工序
1)选择加工设备。选用CK6136型数控车床,系统为HNC-21TD。
2)选择工艺装备。
(1)该零件采用三爪自动定心卡盘自定心夹紧。
(2)刀具选择如下。
外圆机夹粗车刀T0101:车端面,粗车和半精车圆柱面,倒角。
切槽刀(宽3 mm)T0202:切槽。
螺纹刀T0303:车螺纹。
外圆机夹车刀T0404(刀片的刀尖角为35°):车椭圆面。
(3)量具选择如下。
量程为200mm,分度值为0.02的游标卡尺。M20×1.5环规。
3)确定工步和走刀路线。
(1)粗精车工件左端的工步为:车端面→粗车螺纹外圆和φ30外圆→精车螺纹外圆和φ40mm外圆→切槽→车螺纹。
(2)粗精车工件右端的工步为:车端面→粗车椭圆→精车椭圆→切槽。
2.3 宏程序编制
1)选定自变量及其起止点坐标值
非圆曲线中的X和Z坐标任意一个都可以被定义为自变量,通常选择变化范围大的一个作为自变量(宏程序函数不好表达除外),且其起止点坐标作为自变量的变化范围。如图3所示,X坐标变化量从图中可以看出比Z坐标要小得多,所以将Z坐标选定为自变量,且Z轴起止点坐标分别为35和-28.068。
2)确定因变量的与自变量变化关系
根据数控曲线公式确定因变量的与自变量变化关系,案例中的非圆曲线表达式为x2/152+z2/352=1,则因变量X=15/35,即X = 15/35×SQRT [35×35- Z×Z]。
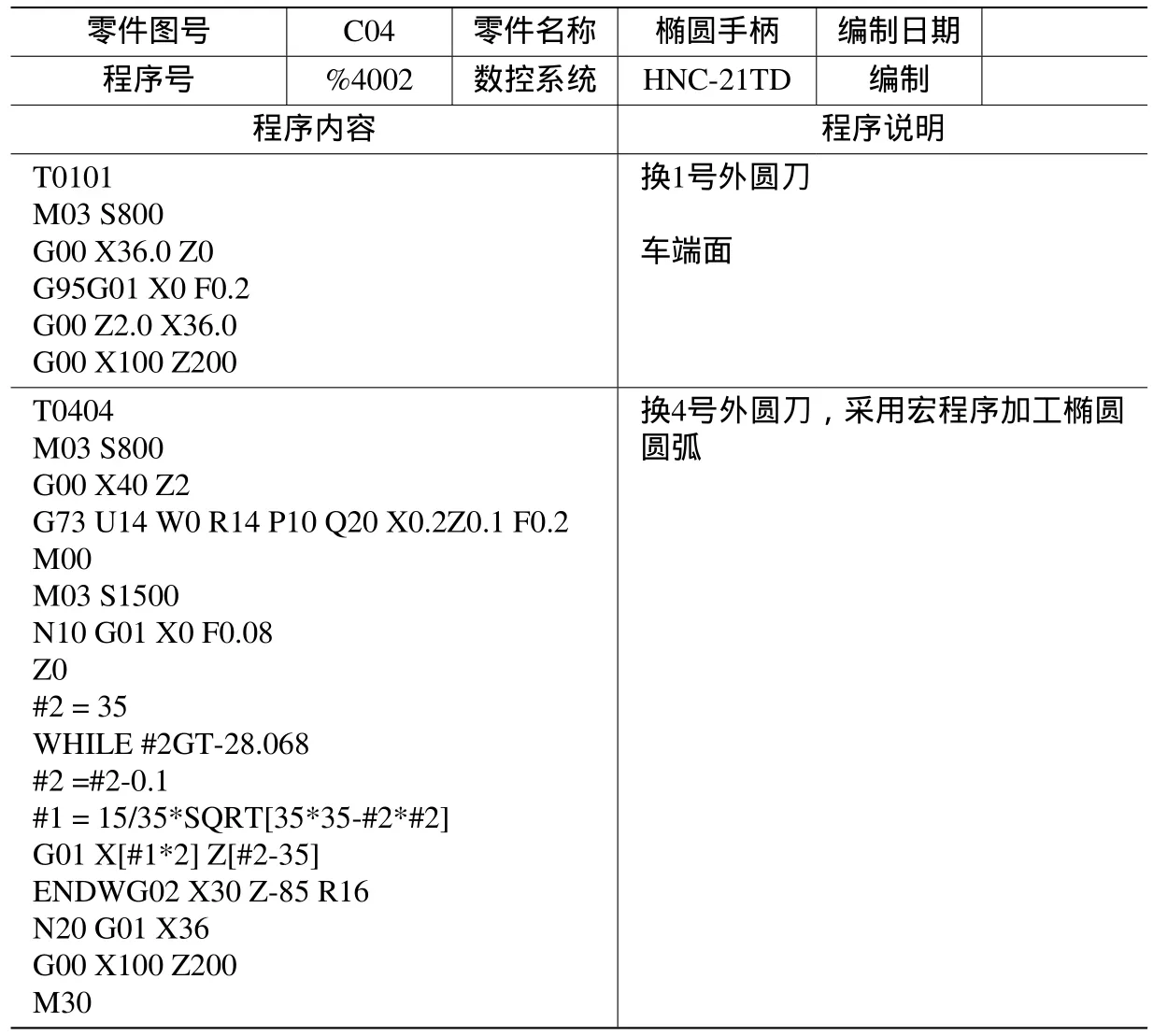
表1 椭圆曲线的程序
3)确定非圆曲线偏移量
该偏移量是相对于编程原点而言的,是曲线的数学原点相对于编程原点的偏移量。案例中椭圆曲线的原点相对于编程原点的X轴和Z轴的偏移量分别为0和-20。
4)椭圆曲线的程序如表1所示。
3 结束语
采用宏程序加工比传统的仿形加工加工精度高,也不需要制作样板,工序简单,效率高;和采用CAM编程的数控加工比较,省去了使用复杂的软件造型和刀具路径设置时间。实践表明,此方法加工非圆曲线类零件,工作量和劳动强度大大降低,且加工精度和效率还得到提高。
[1]阳夏冰. 数控加工工艺设计与编程[M]. 北京: 人民邮电出版社, 2011.
[2]周虹. 数控加工工艺设计与程序编制[M].北京: 人民邮电出版社, 2009.
猜你喜欢
智能制造(2021年4期)2021-11-04
语数外学习·初中版(2020年2期)2020-09-10
制造技术与机床(2019年10期)2019-10-26
名城绘(2019年3期)2019-10-21
现代苏州(2019年16期)2019-09-27
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年8期)2017-11-27
燕山大学学报(2015年4期)2015-12-25
科技与企业(2015年5期)2015-10-21
