
GDX1包装机组小透明纸输送装置的改进
2012-10-21 11:54施赣明刘明春
中国设备工程 2012年2期
施赣明,王 东,刘明春
(青岛卷烟厂,山东 青岛 266101)
GDX1包装机组是目前烟草行业主要生产机型之一。随着企业内控质量标准及消费者对产品质量要求的不断提高,针对使用该机组小透明纸包装机出现较多的烟包底部小透明纸折叠皱褶问题,青岛卷烟厂对小透明纸输送传动机构进行了改造,缩短单张小透明纸的长度,使问题得到了解决,同时降低了产品成本。
一、原因分析
烟包底部小透明纸折叠皱褶表现形式有多种,其原因也不同。折叠通道污脏、设备调整不到位、材料问题等都会出现皱褶。如图1所示:A为包装合格的产品;B为常见折角皱褶(出现频次多,较难解决)。此种皱褶的出现原因为小透明纸包裹搭口过宽,搭口外层纸边接近烟包外边,在进行底部折叠过程中又将搭口外层透明纸重复折叠,形成皱褶。通常可以通过调节输送钢辊、切刀、扇型辊的相位,改变透明纸的输送位置,使搭口外层纸边距离烟边远一些来解决这个问题。但这种调节存在很大局限性,无法根除此问题的产生。进一步分析,发现烟包透明纸搭口处叠加部分宽度为14mm左右,而烙铁热封宽度为10mm,如果将小透明纸缩短2~3mm,即不会影响侧面热封效果,又能使透明纸与烟边距离加大,从而解决问题,同时还可节约原料,降低生产成本。
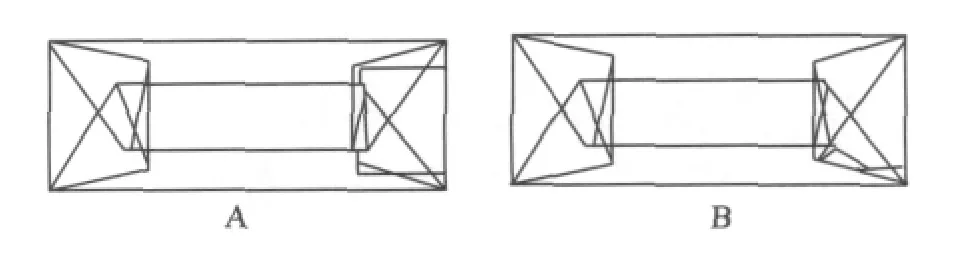
图1
二、改进方法
1.工作原理及结构分析
GDX1包装机组是由烟支输入部分(A400 翻盘机、MATCH、MAGMATO)、X1小包机、CH小透明纸包装机、CT条盒包装机及CV条包透明纸包装机五部分组成。其中CH小透明纸包装机的功能是接收X1小包机输出的合格烟包并在其表面包裹一层透明纸和一条拉带,然后再将包装完毕的烟包输送到CT条盒包装机。
CH小透明纸包装机先将透明纸卷和拉带卷展开粘贴后通过传送辊输送至切刀处,切割成单张透明纸片,纸片由扇型加速辊输送至成型轮入口处,与带拨块的齿形带输送来的烟包一同经由双推杆送入成型轮,再经过一系列折叠和热封动作后完成包装。
小透明纸输送传动机构见图2。主传动螺旋齿轮驱动螺旋齿轮1,齿轮1转动的同时,同轴齿轮2、齿轮4随动。齿轮2通过齿轮3带动切刀运动,进行透明纸的切割;齿轮4通过齿轮5带动小透明纸输送辊,完成小透明纸的输送。

图2
2.改进方案
根据对小透明纸输送部分传动机构的原理分析,提出三种缩短透明纸片的方案。
(1)缩小透明纸输送钢辊直径。
(2)改变切刀驱动齿轮2、3的传动比。加快透明纸切刀的转速,缩短透明纸片长度。
(3)改变输送钢辊驱动齿轮4、5的传动比。降低透明纸输送钢辊转速,使透明纸片长度缩短。
方案(1)虽然简单,但缩小输送钢辊直径,会影响传动齿轮的啮合,导致透明纸的输送不流畅、纸片长度不稳定,难以保证产品质量。方案(2)中透明纸切刀的转动为变速转动,驱动齿轮是一对椭圆齿轮,其拆装、设计及加工难度较大。而方案(3)中透明纸输送钢辊的驱动齿轮是一对标准直齿圆柱齿轮,其拆装、设计及加工相对简单,所以决定采用该方案。
3.方案实施
透明纸输送钢辊直径为40mm,齿轮4、5齿数分别为28、22,齿轮4每运转一周,切刀切割一次,所以原透明纸片的单位长度为40×3.14×28/22≈159.855mm。由于这对齿轮中心距无法改变,为了得到适当的传动比,决定使用变位齿轮,确定齿轮的齿数分别为55和44。改动后,透明纸片的单位长度为40×3.14×55/44=157mm,缩短了2.855mm。再调整扇形辊、透明纸切刀及拉带“U”型刀的相位,使透明纸侧边搭口位置不变,宽度缩短,纸边距离烟包外边距离加大,折叠无皱褶,根除了此类问题的产生。经过一段时间的生产实践,设备运转正常。
三、改进效果
此项改进在一台机组试验成功后,推广到车间所有GDX1包装机组。由于缩短了单张透明纸长度,降低了成本,按年产170万件计算(每件烟包数500盒;小透明纸宽度117mm;小透明纸片改造前长度159.855mm,改造后长度157mm;透明纸单位重量:22.5g/m2;透明纸单价3.0万元/t),每年可节约材料费用约19.2万元。此项改造的成功,不仅解决了质量问题,而且经济效益显著。
猜你喜欢
文萃报·周五版(2022年20期)2022-05-25
设备管理与维修(2022年1期)2022-03-10
设备管理与维修(2021年1期)2021-03-05
商品与质量(2020年31期)2020-12-18
石油化工设备(2020年2期)2020-12-11
铁道建筑技术(2020年11期)2020-05-22
诗潮(2017年2期)2017-03-16
浙江大学学报(工学版)(2016年9期)2016-06-05
扬子江(2016年1期)2016-05-19
中国科技纵横(2015年3期)2015-12-03
