
螺纹磨床CNC砂轮修整器设计与修型方法研究
2012-10-23 10:02李志峰赵永强魏伟锋侯红玲赵甲宝
制造技术与机床 2012年2期
李志峰 赵永强 魏伟锋 侯红玲 赵甲宝 周 斌
(①陕西理工学院机械工程学院,陕西汉中 723003;②陕西汉江机床有限公司,陕西汉中 723003)
砂轮修整器是螺纹磨床的关键部件之一,其结构直接影响螺纹磨床整体结构和加工能力。CNC砂轮修整器的开发与研制,拓宽了螺纹磨床的应用范围,提升了国产数控螺纹磨床的水平,满足了机加工领域广大用户的不同使用要求[1]。同时,CNC砂轮修整器也改变了传统螺纹磨床砂轮修整的方法,极大提高了螺纹磨床的加工精度和加工效率,特别是对于复杂螺旋面的磨削成为可能。虽然CNC砂轮修整器使砂轮的修型实现了数控化,但是也离不开人为的干预,尤其对于新砂轮的初始修整。在新砂轮初始修整时,如果修型方法选择不当,就会造成新砂轮无法修型,砂轮型面无法控制和砂轮的浪费,严重的会造成修型用金刚盘的早期损坏和磨床机体的损伤。本文将以SK7450螺纹磨床CNC砂轮修整器为例,分析并介绍一种新的砂轮修型方法,在保证螺纹磨床正常工作前提下,提高砂轮修型质量和修型效率,提高砂轮利用率。
1 CNC砂轮修整器的结构及原理
SK7450螺纹磨床的CNC砂轮修整器传动结构如图1所示。在实际工作中,砂轮由专用的伺服电动机进行驱动。砂轮修整器的安装底座8与砂轮头架为一体。砂轮修整器的金刚盘由电动机4驱动实现修整轮的主运动,二者装在与砂轮轴线相垂直的导轨上,在电动机9的驱动下,经丝杠5传动实现金刚盘沿砂轮径向进给。修整金刚盘连同径向进给驱动装置(电动机9、丝杠5和竖直运动导轨等)在电动机7的驱动下,经丝杠6传动,沿着与砂轮轴线平行的导轨进给实现金刚盘沿砂轮宽度方向的修整。通过以上两个相互垂直的直线进给运动,可以完成砂轮的修型。

2 CNC砂轮修整器工作过程
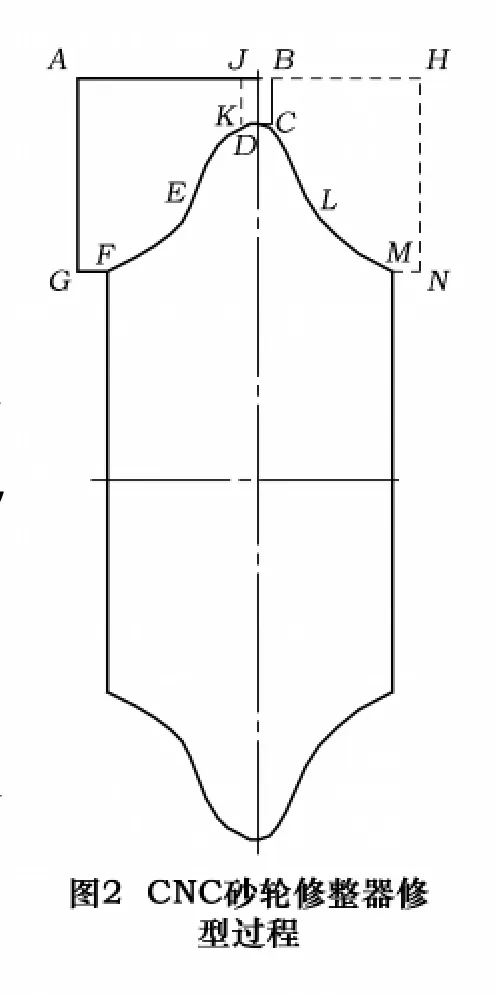
SK7450螺纹磨床的CNC砂轮修整器对砂轮的修型过程如图2所示。在工件磨削时所需的回转体砂轮的母线为曲线FEDLM,为了修型方便,将此曲线以近似宽度中心D点为分界点分为左侧母线DEF和右侧母线DLM。砂轮的左侧母线DEF由修整器左侧金刚盘修整,砂轮的右侧母线DLM由砂轮修整器右侧金刚盘修整。
当砂轮修整器处于零位时,左侧金刚盘的位置在A点,右侧金刚盘的位置在H点。开始修型时,先由左侧金刚盘经A→B→C→D→E→F→G→A的修整路线对砂轮左侧进行修整,形成砂轮左侧母线DEF段,之后左侧金刚盘回到其零位;然后由右侧金刚盘经过H→J→K→D→L→M→N→H的修整路线修整砂轮右侧母线DLM段,之后右侧金刚盘回到其零位;至此完成砂轮的一次修型过程。
修型过程中,左侧金刚盘的有效修型路径为DEF段,右侧金刚盘的有效修型路径为DLM段,其余路径为辅助修型路径。在辅助修型路径中,对于左侧金刚盘修型路线中添加FG段的目的是让修整器左侧金刚盘在完成DEF段修型后能离开砂轮左侧而安全回到零位。同理右侧MN段的设计也是如此。另外,设置左侧金刚盘修型路径中的CD段的目的是在左侧金刚盘在修整左侧母线DEF段之前将母线最高点进行打顶。右侧金刚盘修型路径的KD段的设置也是一样,因此经过CD段和KD段的交叉修型,使砂轮在经过左、右两侧分开修行后在接合点处实现平滑连接。
3 砂轮初始修型方法
以上介绍的修型方法是在磨削过程中对砂轮的修型,其前提是砂轮已修整成所需要的截形,只是随着磨削的进行而对砂轮进行再次修锐。在数次修整后砂轮的直径会越来越小,因此,必须对砂轮的转速进行适当的补偿以实现工件的恒速磨削[4]。另外,当砂轮截形母线的最小直径接近于砂轮法兰的直径尺寸时,必须跟换新砂轮。对于新更换的砂轮,必须对其进行初始修型。砂轮的初始修型方法直接影响砂轮的修型质量、修型效率和砂轮的利用率以及金刚盘修整轮的使用寿命。如图3所示,新换砂轮是直径为Dsj的一个回转圆柱体。实际磨削时需要的砂轮截型母线是曲线1,因此必须将砂轮轴截面截形由原来的矩形修成曲边梯形。
先前为了操作方便和增加金刚盘的使用寿命,采用手工方式将砂轮外轮缘进行倒角。将新砂轮矩形截面修成锥形截面,这样的初始修型效率高,在很短时间内让初始修型量大为减少。但是,这样做很容易让砂轮的曲线偏移,反而增加后续修型难度,降低修型效率。

为了充分发挥CNC的优势,尽量减少手工操作的误差,提高砂轮的修型效率,现采用母线1的修型程序段,采用多次修型的方法完成初始修型过程。具体操作方法为:
将砂轮直径由原来的Dsj延伸至Djx(实际在直径Dsj和Djx之间不存在砂轮实体),在开始修型时,先按照母线5的路径完成一次修型,然后让砂轮修整器沿砂轮径向进给,按照母线4的路径再次修型。以此类推,直到金刚盘的运动路径与母线1重合时就完成了砂轮的初始修型。
这种方法的特点是CNC的修整程序无需单独设计;砂轮初始修型的结束控制很容易实现,有利于提高砂轮的利用率。另外,在初始修型的过程中修整器大部分时间处于非工作状态,有利于延长修整器的使用寿命。
4 结语
本文主要针对SK7450螺纹磨床用CNC砂轮修整器的结构和工作过程,介绍了CNC砂轮修整器实现砂轮修整方法。尤其对于新换砂轮的初始修型提出了一种新方法。该方法充分利用了CNC砂轮修整器数控化的优点,在无需进行新程序设计的前提下,对于提高砂轮的利用率和修整器使用寿命非常有利。该方法简便易用,适合于在其他类型和规格的磨床CNC砂轮修整器中推广应用。
[1]周斌.SK7450×100数控丝杠磨床的开发与研制[J].数控机床市场,2006(9).
[2]袁周华.曲纹蜗杆螺旋面的精密磨削[J].机械工艺师,2000(4).
[3]吴序堂.齿轮啮合原理[M].北京:机械工业出版社,1982.
[4]赵永强,侯红玲,李志峰,等.恒速磨削的实现方法与机床设计[J].机床与液压,2010(3).
猜你喜欢
VOGUE服饰与美容(2022年5期)2022-05-01
科学与信息化(2021年12期)2021-12-27
金刚石与磨料磨具工程(2021年3期)2021-12-06
炼油技术与工程(2021年4期)2021-05-03
哈尔滨轴承(2020年3期)2021-01-26
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
客车技术与研究(2019年5期)2019-10-24
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年11期)2017-12-18
