
桥梁有效预应力检测及施工工艺控制分析
2012-11-06 07:28陆学村廖建春
山西建筑 2012年35期
陆学村 廖建春
(广州和立土木工程有限公司,广东广州 510630)
预应力是预应力混凝土桥梁的质量控制核心和长久生命线。桥梁结构中预应力的准确建立和持久生效,一方面取决于预应力设计的合理性,另一方面取决于施工过程材料、器具、设备、人员、工艺以及质量检验控制等多个环节。因此,预应力工程往往是桥梁工程中设计、施工技术难度相对较大,质量、安全风险因素较多,过程控制要求较高的部分。通过对近年来全国部分大桥的运营观测,为数众多的大跨径预应力混凝土连续梁和连续刚构桥由于在设计和施工上存在一定的不足,致使这些桥梁在投入营运几年后,普遍暴露出预应力管道压浆不饱满或漏压浆、后期预应力损失偏大,主梁跨中下挠过大、梁体斜向和纵横向开裂等危及桥梁正常使用与耐久性的缺陷与病害。上述种种观测结果显示近年来在各地桥梁运营和管养过程中暴露出来的预应力病害早发、频发的现象日趋严峻,不仅直接推动桥梁维护加固成本上升,而且严重妨碍交通正常运行、降低桥梁经营效益,其经济、社会影响巨大,应用有效的预防措施,开展预应力施工的跟踪检测与控制,工程实践中及时解决预应力施工与控制的技术问题,对预应力施工进行全过程的跟踪控制,确保预应力施工优质高效地进行,从根本上消除预应力隐患。
1 预应力施工现状
1.1 锚具与钢绞线质量
锚具与钢绞线在预应力中有着重要的作用,如其质量不合格,在预应力张拉过程中容易引起飞锚、滑丝和断丝等事故,特别是无粘结筋,张拉锚固后,锚具将作为主要的受力装置维持钢绞线的应力而终身受力,直接危及预应力安全。
永久性锚具对于预应力施工质量、预应力耐久可靠性具有决定性意义,然而目前限于检测手段落后,相关规范对其进场验收项目规定不明确,给预应力混凝土的质量带来难以预计的隐患。
1.2 梳编穿束
目前施工现场梳编穿束工艺普遍较为粗糙,以预应力钢绞线束为例,常见不当做法有:1)采用单根钢绞线逐次穿过预应力管道的方法,其严重后果有:施加预应力时各根钢绞线受力严重不均匀,容易引发断丝、滑丝;2)采用粗放的整束穿束方法,未进行梳理绑扎,将整束钢绞线的一端焊接在一起,再用钢丝绳牵引,使整束钢绞线穿过预应力管道。由于镦头外径与刚度较大,在牵引过程中容易划破弯曲的预应力波纹管道壁,钢绞线易绞乱堵塞在管道内。按照这样的梳编穿束工艺在整束张拉时无法做到各根绞线同步、均匀受力。部分受力较大的预应力筋可能已接近或超过屈服强度,极易断裂;部分受力较小的预应力筋极易滑丝;这种施工过程引入的额外的预应力丧失将直接导致后期梁体裂缝和结构下挠。
1.3 张拉施工过程
目前国内预应力张拉施工普遍采用传统的手控油泵—千斤顶组成的张拉系统,其施工工艺为:1)手工驱动油泵;2)肉眼读油压表控制张拉力;3)人工钢尺测量预应力筋伸长值;4)人工记录数据。该施工工艺的质量控制手段称“双控法”,过程控制手段主要依赖于人手和感官。
1.4 传统预应力施工存在的问题
1)千斤顶张拉力值误差较大。传统预应力筋张拉工艺依靠肉眼读机械式油压表指针来控制千斤顶张拉力,人为误差较大,压力表读数不稳定;油压表读数后需换算才能得到张拉力的大小,不能形成张拉力的直观概念,不便于控制张拉操作;手工驱动油泵操作误差大,分辨率低,难于精确控制张拉力。2)伸长值测量不准确。传统预应力筋张拉工艺通过人工钢尺测量预应力筋伸长值,存在读数误差大、测量效率低、人为因素影响大、信息反馈不准确等问题;同时张拉数据记录人工痕迹明显,可信度低。3)无法实现张拉力和张拉伸长值的双重同步控制。传统预应力筋张拉工艺采用同时控制张拉力和张拉伸长值的“双控法”,以保证设计预应力的准确实现。然而,实践中张拉伸长值是在油压表读数达到预定值后,再用钢尺人工测量得到的;油压表和预应力筋伸长值的测读由不同的人、分先后操作完成。如果测得张拉伸长值误差超出规范要求,就再也难以补救。4)预应力多顶张拉的同步性、对称性无法保证。受到现有落后测控手段的限制,预应力多顶同步张拉一般采用步话机人工控制,其同步精度难以保证,基本上还处于感官控制的阶段。然而,针对预应力多顶张拉的同步性、对称性,现行公路桥涵施工技术规范已明确了质量控制量化指标和检测评估标准。
2 锚下有效预应力检测研究
通过上述预应力施工现状分析,要解决预应力施工存在的问题就需要通过检测加以控制。在预应力精细化施工基础上根据弹模效应与最小应力跟踪原理研发了锚下预应力检测仪。能准确测出预应力筋锚下有效预应力,该仪器包含一体化系统(含泵站、组合阀、三通接头、电磁阀)、计算机系统(含检测软件)和千斤顶系统,见图1。原理是根据弹模效应与最小应力跟踪,当千斤顶带动绞线与夹片沿轴线移动0.5 mm时,即测出锚下有效预应力值。由于钢绞线是弹性体,在比例极限内,力放松后,钢绞线会恢复原状,其锚下有效预应力也不会发生变化。
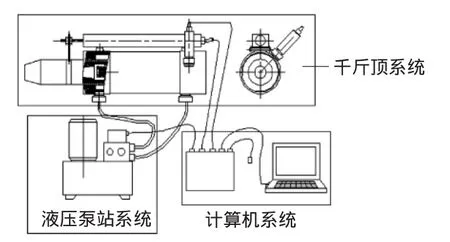
图1 锚下预应力检测仪系统
3 实例验证
通过某条高速公路部分典型连续钢构、小箱梁及T梁的预应力检测,验证了检测控制的实用性及可靠性。首先在开展检测工作前期结果不容乐观,同束不均匀度超差严重(远远超过±5%,有的高达35%以上)。随后,通过结果追踪施工技术工艺,加以交底与指导,并通过后续检测,即判断施工质量,进行问题分析,即时加以指导,细化成套张拉工艺,使施工单位逐渐形成良好的施工作风,预应力施工质量大大改观,均达到规范要求。表1为前期的张拉效果不佳,有效预应力同束不均匀度很差;表2为经有效预应力张拉检测控制,并采用精细化梳编穿束工艺进行施工后,取得了明显效果,同束有效预应力不均匀度大为改观。
随着检测逐步推进,梳编穿束工艺得到强化,张拉力的控制也得到提高,有效预应力大小和不均匀度逐渐达到要求,经过长期的检测控制工作,同束有效预应力不均匀度趋于稳定,合格率达到88.50%,有效预应力大小偏差合格率达到97.35%,图2为梁体实测质量走势图,从图2中可见梁体质量是一个逐步提升的过程,随着精细化施工工艺的应用,中间偶有反复,说明新工艺的全面掌握需要一个过程。

表1 有效预应力检测(前期)

表2 有效预应力检测(后期)

图2 梁体实测质量走势图
4 结语
在预应力施工期间,采用有效预应力检测控制,能推进预应力张拉“精细化”施工,确保结构有效预应力达到设计和规范要求,并显著延长结构的大修周期、缩小结构大修规模。因此本技术的成功应用,将有效降低大型工程建设项目的结构全寿命使用维护成本、提高工程项目运营效益,其间接经济、社会效益十分显著。
[1]吴延平.国内预应力混凝土桥梁的发展状况[J].桥梁建设,1997(4):33-34.
[2]顾 飞.基于自适应系统的预应力混凝土桥梁施工控制研究[J].21 世纪建筑材料,2010(12):66-69.
[3]向中富.桥梁施工控制技术[M].北京:人民交通出版社,2003.
[4]王继成,向中富.桥梁预应力及索力张拉测控技术[M].北京:人民交通出版社,2010.
[5]黄庆龙.预应力锚索有效预应力及其检测方法研究[D].重庆:重庆交通大学硕士学位论文,2009(3):25-30.
猜你喜欢
山西建筑(2022年14期)2022-07-18
航空发动机(2020年3期)2020-07-24
石家庄铁路职业技术学院学报(2018年1期)2018-05-09
发明与创新·中学生(2018年2期)2018-02-07
时代英语·高二(2017年4期)2017-08-11
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17
天津体育学院学报(2016年3期)2016-12-18
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
浙江大学学报(工学版)(2016年2期)2016-06-05
石油化工建设(2015年6期)2015-12-01
