
冷却时间对U75V 60 kg/m重轨热处理硬化层的影响
2012-11-30 02:33康皓赵宪明吴迪
中南大学学报(自然科学版) 2012年11期
康皓,赵宪明,吴迪
(东北大学 轧制技术及连轧自动化国家重点实验室,辽宁 沈阳,110819)
重轨热处理可以在其头部表面形成“帽形”的硬化层,组织为细珠光体,可有效提高其耐磨性能,延长使用寿命,研究和使用结果表明,热处理可使重轨的使用寿命至少提高1倍[1−3]。目前,重轨的热处理主要以离线热处理为主,存在着能耗高、效率低,且轨头硬化层过渡不均匀容易造成硬度塌落等问题。所以,开发重轨在线热处理工艺是十分必要的。在线热处理不但能够增加热处理硬化层厚度,而且可以大幅度的提高效率和降低能耗。由于重轨在线热处理要求具有较低的冷却速率,一般小于5 ℃/s,所以应采用压缩空气作为冷却介质[4−5]。研究冷却时间与重轨热处理硬化层厚度之间的关系,确定重轨热处理合理的冷却时间,对保证在冷却时间内完成珠光体相变的前提下减少压缩空气的消耗、缩短冷却通道长度、有效降低重轨热处理成本有十分重要的意义。在此,本文作者对U75V 60 kg/m重轨热处理硬化层与冷却时间之间的关系进行研究。
1 实验方案
在国内某重轨厂生产的U75V 60 kg/m百米长尺重轨上取样,试样长度250 mm,其化学成分(质量分数)为C 0.75%,Si 0.60%,Mn 0.85%,P 0.019%,S 0.010%,V 0.074%。将试样在辊底式加热炉中加热至900 ℃,模拟重轨万能轧制成品道次出口温度,然后空冷25 s,模拟重轨在冷床附近轨道的温降,用热像仪观察重轨头部表面温降,当轨头中心表面温度为865 ℃(大于U75V 重轨钢珠光体开始转变温度[6])时,将试样送入冷却通道对轨头上表面和2个侧面进行强制冷却,喷风装置如图1所示,θ为10°~15°。实验工艺为:加热温度900 ℃,空冷25 s,冷却前温度865 ℃,喷风压力0.26 MPa,压缩空气温度28 ℃,喷嘴离轨头表面的距离为15 mm,实验时室温26 ℃,冷却时间分别为50,60,70,80和90 s。
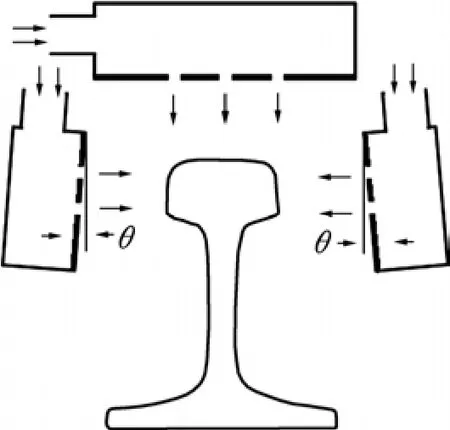
图1 重轨热处理装置Fig.1 Heat treating equipment of heavy rail
2 实验结果与分析
用FLIR System热像仪记录热处理后试样表面温度变化,可知试样冷却后,轨头表面存在明显的自回火过程。不同的冷却时间下,热处理后轨头中心表面温度和同一位置自回火温度如图2所示,图中虚线所示为根据U75V重轨钢CCT曲线获得的珠光体转变终止温度[6]。由图 2可知:在不同的冷却时间下,自回火温度与冷却后温度之间温差随着冷却时间的增加略有增大,当冷却80 s时,温差约为110 ℃。当冷却时间大于80 s时,热处理后轨头中心表面温度及该处自回火温度均低于相同冷却速率下U75V重轨钢珠光体转变终止温度,说明此时轨头中心表面珠光体转变已经完成。

图2 热处理后轨头表面中心处温度变化Fig.2 Temperature changing at centre surface of rail head
2.1 硬化层组织
从热轧态和热处理后试样距轨头中心表面 3 mm处取样,用透射电镜观察珠光体形貌并测定其片层间距,结果如图3所示。由图3 可见:热处理可使重轨头部表面珠光体明显细化,当冷却小于60 s时,距轨头表面3 mm处珠光体平均片层间距大于100 nm(图3(b)和 3(c)),随着冷却时间的增加,珠光体平均片层间距减小[7],但趋势放缓,当冷却时间为 90 s,珠光体平均片层间距约为83 nm(图3(f))。
2.2 硬化层硬度分布
为了避免端部对实验结果的影响,从试样中部截取样,厚度为20 mm,磨平后按照“热处理钢轨技术条件”(TB/T 2635—2004)要求测量热轧态和热处理后试样断面洛氏硬度(HRC)[8],测量位置如图 4(a)所示,测试点之间间距为 3 mm,然后对相应位置取平均值,由于轨头的对称性,不同状态试样硬度如图 4所示。

图3 热处理前后硬化层组织TEM照片Fig.3 TEM images of hardened layer before and after heat treatment
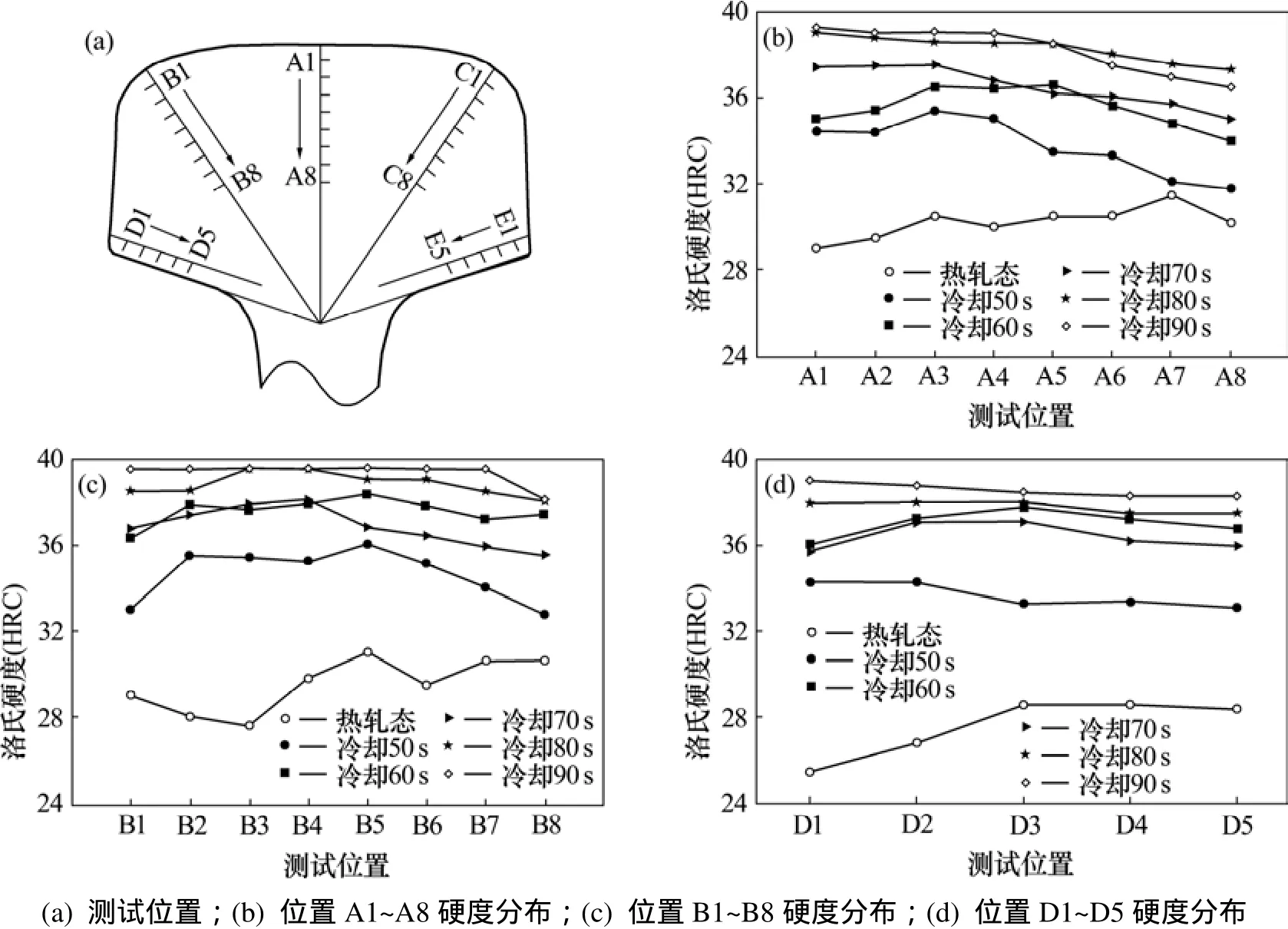
图4 热轧态及热处理后硬化层硬度Fig.4 Hardness of hardened layer before and after heat treatment
热处理可以在重轨头部形成一个“帽形”的硬化层,随着冷却时间的增加,硬化层厚度增加;另外,随着冷却时间的增加,硬化层硬度提高,但幅度逐渐减小,当冷却时间大于80 s时,随着冷却时间的增加,硬化层硬度趋于稳定。这是因为随着冷却时间的增加,珠光体片层间距减小,而当冷却时间为80 s时,轨头表面硬化层珠光体转变已经完成,再增加冷却时间对珠光体细化影响不大。由于 U75V 重轨钢 C含量为0.75%,接近共析成分,研究表明[9−11]:此时试样硬度与珠光体片层间距符合如下关系: H= H0+KHd-1/2。式中:H为洛氏硬度;H0铁素体硬度;KH与位错钉扎有关的常数;d珠光体平均片层间距。测定热轧态和热处理后试样(图4(a)所示A1位置)珠光体平均片层间距,并计算 d−1/2,结果如表 1所示。A1位置洛氏硬度与d−1/2之间的关系如图5所示。从图5可见硬度与d−1/2符合线性关系。

表1 A1位置珠光体平均片层间距Table 1 Average pearlite interlamellar spacing at position A1

图5 洛氏硬度与珠光体片层之间的关系Fig.5 Relationship between Rockwell hardness and average pearlite interlamellar spacing
由于试样在辊底式电阻炉中加热,表面会形成氧化层,当加热时间为50 min时,轨头中心表面氧化层平均厚度为35.2 nm,形貌如图6(a)所示。按照“热处理钢轨技术条件”(TB/T 2635—2004)要求在轨头表面(图4(a)所示A1~A8位置)磨掉0.5 mm,此时氧化层可全部去掉,然后对热轧态和热处理后试样纵向布氏硬度(HBW10/3000)进行测量,测试间隔20 mm,沿250 mm试样纵向分别标记为a1~a10,结果如图6(b)所示。
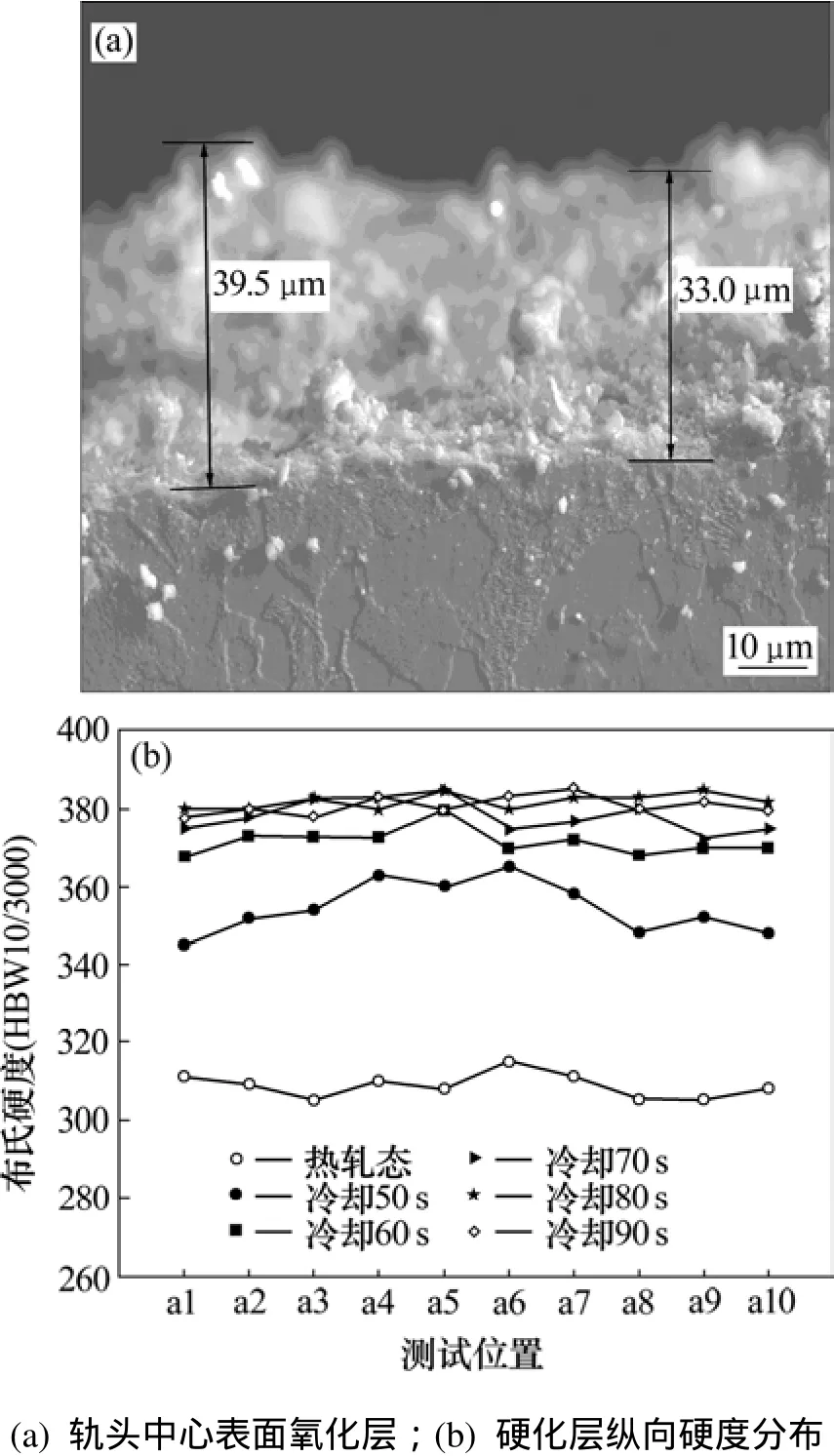
图6 热处理后重轨表面氧化层及纵向硬度Fig.6 Oxide layer at surface of rail head and longitudinal hardness of hardened layer after heat treatment
由图6(b)可知:热处理后硬化层纵向硬度(HBW)大于 340,且随着冷却时间的增加而增大,当冷却时间大于80 s时,纵向布氏硬度基本保持稳定。
轨头表面硬化层厚度和硬度是表征重轨热处理效果的最主要因素,所以U75V 60 kg/m重轨在线热处理时冷却时间应大于80 s,此时轨头中心部位及上圆角硬化层厚度大于24 mm,下圆角大于15 mm,高于“热处理钢轨技术条件”(TB/T 2635—2004)对轨头热处理硬化层“轨头中心部位大于 15 mm,下圆角大于 10 mm”的要求。而继续延长冷却时间对硬化层厚度改变并不明显,所以在实际生产时应合理设置冷却通道长度,减少耗气量,从而有效控制重轨的热处理成本。
2.3 拉伸及冲击性能
从轨头上圆角切取拉伸试样(直径 d0=10 mm,平行段长度l0=5d0),在2个拉伸试样中间切取冲击试样(长×宽×高为55 mm×10 mm×10 mm,开U型口),取样位置如图7所示,按照“热处理钢轨技术条件”(TB/T 2635—2004)要求对热轧态和热处理后试样分别进行拉伸和冲击实验,拉伸实验时,热轧态和热处理后试样拉伸曲线均无明显的屈服现象,热轧态试样断口看不出颈缩,而热处理后试样断口出现颈缩,且随着冷却时间的增加颈缩现象更加明显。结果如表 2所示。

图7 拉伸及冲击试样取样位置Fig.7 Testing position of tensile and impact sample
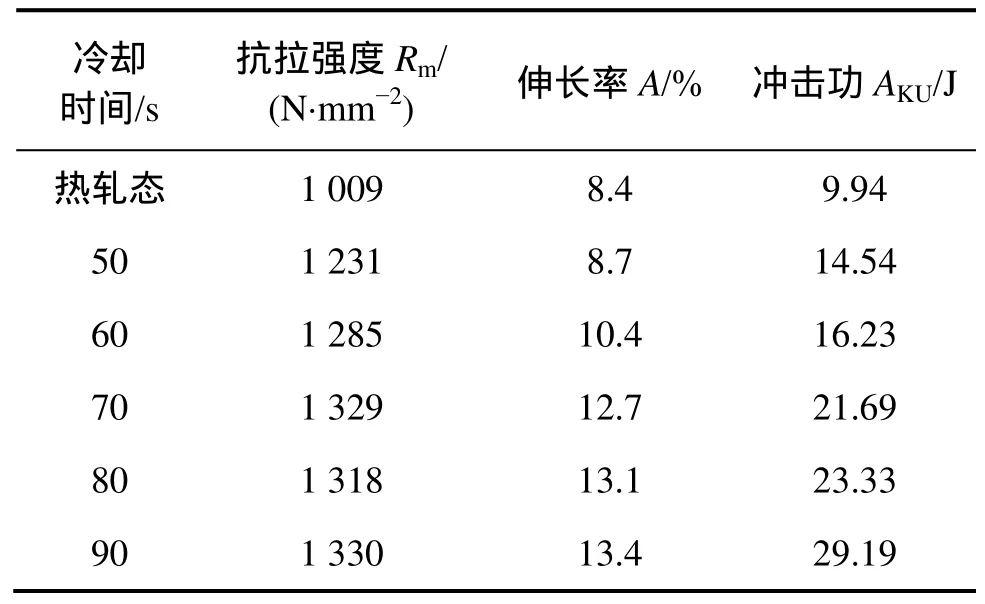
表2 热轧态及热处理后试样拉伸及冲击性能Table 2 Tensile and impact properties before and after heat treatment
由表2可知:热处理可以明显提高轨头表面的抗拉强度,且随着冷却时间的增加而提高越显著。这是因为,拉伸过程中,随着应力的增加,大量的珠光体片层发生转动,与拉伸轴方向逐渐趋于一致,在变形过程中被减薄变成纤维状细条,渗碳体的变形主要以弯曲和扭转为主[12−13]。在铁素体片层内部,大量位错相互作用,限制了自身运动,珠光体片层间距的减小使铁素体−渗碳体相界面大幅增加,因此必须在铁素体中塞积足够数量的位错才能提供必要的应力,冲破相界面对位错运动产生的阻碍,驱使相邻片层中位错源开动并产生宏观可见的塑性变形,即发生屈服现象[14−16]。所以珠光体片层间距的减小将减少片层内位错塞群的长度,使其强度提高,而随着冷却时间的增加,硬化层珠光体片层间距减小,使轨头抗拉强度进一步提高。伸长率和冲击功是表征材料韧性的主要因素,热处理后轨头硬化层伸长率和冲击功也随着冷却时间的增加而提高,但与珠光体片层间距并不符合线性关系,而伸长率与冲击韧性之间满足比例关系,伸长率增加,冲击韧性增加,反之亦然。
3 结论
(1)U75V 60 kg/m重轨热处理过程中,当冷却时间大于80 s时,轨头中心表面自回火温度低于在该冷却速率下珠光体转变终止温度。
(2)U75V 60 kg/m重轨热处理后组织为细珠光体,当冷却小于60 s时,距轨头表面3 mm处珠光体平均片层间距大于100 nm,随着冷却时间的增加,珠光体平均片层间距减小,但趋势放缓,当冷却时间为90 s,珠光体平均片层间距约为83 nm。
(3)随着冷却时间的增加,U75V 60 kg/m重轨热处理硬化层厚度增大,硬度提高,但当冷却时间超过80 s时,硬度趋于稳定。
(4)随着冷却时间的增加,U75V 60 kg/m重轨热处理硬化层抗拉强度、伸长率及冲击韧性提高,但随着冷却时间的继续增加,抗拉强度、伸长率及冲击韧性均趋于稳定。
[1]周清跃,王树青,詹新伟,等.钢轨全长淬火工艺及性能的研究[J].金属热处理,2000,28(2):11−14.ZHOU Qing-yue,WANG Shu-qing,ZHAN Xin-wei,et al.Study on technology and properties of full length quenching rail[J].Heat Treatment of Metals,2000,28(2):11−14.
[2]周清跃,张银花,杨来顺,等.钢轨的材质性能及相关工艺[M].北京:中国铁道出版社,2005:137−140.ZHOU Qing-yue,ZHANG Yin-hua,YANG Lai-shun,et al.Material,properties and related process of rail[M].Beijing:China Railway Publishing House,2005:137−140.
[3]詹新伟,王树青.提高热处理钢轨质量水平的措施[J].铁道建筑,2005,3(8):97−99.ZHAN Xin-wei,WANG Shu-qing.Methods for improving quality level of heat treated rail[J].Railway Construction,2005,3(8):97−99.
[4]刘晓华.攀钢热处理钢轨生产的回顾与展望[J].四川冶金,2005,27(2):4−6.LIU Xiao-hua.The retrospect and prospect of Pangang retreatment rail production[J].Sichuan Metallurgy,2005,27(2):4−6.
[5]王树青,詹新伟.钢轨全长热处理技术[J].铁道建筑,2005(8):5−9.WANG Shu-qing,ZHAN Xin-wei.Technical of whole rail heat treatment[J].Railway Engineering,2005(8):5−9.
[6]张建国,敬雄刚.U75V钢轨TTT曲线、CCT曲线及感应热处理的显微组织分析[J].材料热处理技术,2010,39(8):168−170.ZHANG Jian-guo,JING Xiong-gang.TTT&CCT curve and microstructure analysis of U75V rail after induction heat treatment[J].Material and Heat Treatment,2010,39(8):168−170.
[7]王海滨,宗斌,宋晓艳,等.T12钢中珠光体片层间距的概率分布测量法[J].物理测量,2009,27(2):33−37.WANG Hai-bin,ZONG Bin,SONG Xiao-yan,et al.Measurement on pearlite spacing of T12 steel with probability distribution method[J].Physics Examination and Testing,2009,27(2):33−37.
[8]TB/T 2635—2004,热处理钢轨技术条件[S].TB/T 2635—2004,Technical specifications for the heat treated rails[S].
[9]Modia O P,Deshmukhb N,Mondala D P,et al.Effect of interlamellar spacing on the mechanical properties of 0.65% C steel[J].Materials Characterization,2001,46:347−352.
[10]Marder A R,Bramfitt B L.The effect of morphology on the strength of pearlite[J].Metall Trans,1976,7A:365−372.
[11]Hysak J M,Bernstein I M.The role of microstructure on the strength and toughness of fully pearlitic steel[J].Metall Trans 1976,7A:1217−1224.
[12]Modia O P,Deshmukhb N,Mondal D P,et al.Effect of interlamellar spacing on the mechanical properties of 0.65%C Steel[J].Materials Characterization,2001,46(5):347−352.
[13]Ray K K,Mondal D.Effect of interlamellar spacing on strength of pearlite in annealed eutectoid and hypoeutectoid plain carbon steels[J].Acta Metallurgica et Materialia,1991,39(10):2201−2208.
[14]Buono V T L,Gonzalez B M,et al.Measurement of fine pearlite interlamellar spacing by atomic force microscopy[J].Material Science,1997,32:1005−1008.
[15]Aghazadeh Mohandesi J,Saadatmand M.The optimization of interlamellar spacing in a nanopearlitic lead-patented hypoeutectoid steel wire[J].Journal of Materials Engineering and Performance,2010,20(8):1467−1473.
[16]Ray K K,Mondal D P.The strength of pearlite in annealed eutectoid and hypoeutectoid steel[J].Acta Metall Mater,1991,39:2201−2206.
猜你喜欢
航空制造技术(2022年5期)2022-07-15
军民两用技术与产品(2021年8期)2021-11-24
上海金属(2020年4期)2020-08-25
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
中国交通信息化(2019年4期)2019-07-13
武汉科技大学学报(2019年4期)2019-07-04
制造技术与机床(2019年4期)2019-04-04
中国资源综合利用(2017年12期)2018-01-21
小学生导刊(低年级)(2016年5期)2016-05-27
