醋化级竹浆粕制备三醋酸纤维素的工艺研究
2012-12-29 07:22陈金文苗庆显黄六莲陈礼辉
华东纸业 2012年2期
陈金文 苗庆显 黄六莲 陈礼辉
(福建农林大学材料工程学院 福州市 350002)
醋化级竹浆粕制备三醋酸纤维素的工艺研究
陈金文 苗庆显 黄六莲 陈礼辉
(福建农林大学材料工程学院 福州市 350002)
采用自制醋化级竹浆粕制取三醋酸纤维素,探讨制备过程中不同活化工艺及醋化工艺下制得三醋酸纤维素聚合度及取代度的变化情况,通过确定适合的聚合度及取代度优化制备工艺。研究表明活化过程中加大活化剂醋酸的用量对聚合度影响不大,取代度则为先随醋酸用量增大而增大,而后反而有所下降;活化过程中温度、时间、浓硫酸用量各因素的提高均可增加三醋酸纤维素的取代度,但均会使聚合度降低;另外在醋化反应中分别提高醋化温度、时间、醋酸、醋酐及浓硫酸用量同样可增加三醋酸纤维素的取代度,但也同样会导致聚合度的降低。
高级竹浆粕 醋化 三醋酸纤维素 聚合度 取代度
醋酸纤维素是纤维素乙酰化后的产物,葡萄糖酐单元上的三个羟基全部被乙酰基取代的为三醋酸纤维素(CTA);取代度介于2和3之间的为二醋酸纤维素(CDA),可通过三醋酸纤维素水解脱乙酰化获得。醋酸纤维素用途广泛,其中三醋酸纤维素主要用于制作胶卷、塑料、纺织纤维、膜材料;二醋酸纤维素不仅可用以制备性能优良的醋酸纤维,还可用于制造经济价值很高的烟用丝束,目前世界上95 %的香烟过滤嘴都采用醋酸纤维。醋酸纤维素对纤维素的来源有较高的要求,其α-纤维素含量需高于95 %,因而能够用于制备醋酸纤维素的原料通常是棉绒和高级木溶解浆,商业上广泛使用的是高级木溶解浆[1]。我国的木材资源特别是优质木材资源相对贫乏,现阶段国内生产醋酸纤维素所用的大部分木浆还需依赖进口;另外棉短绒受到棉花产量和耕地面积的制约,数量也十分有限,两者短缺限制了醋酸纤维素产业的发展。因此有必要开发一种新的资源来弥补原料的不足,促进产业的持续健康发展[2]。
毛竹是我国分布最为广泛、面积最大的一种经济竹种,具有适应性强、生长快、成材早、易成林等特点。竹材与木材化学成分相似,同样可作为制备人造纤维浆粕原料。目前国内外对竹浆粕的制备进行了大量研究,一些文献和专利报道了黏胶用竹溶解浆的制备工艺,得到α-纤维素含量90 %的竹浆粕。不过如前述,生产醋酸纤维素的浆粕α-纤维素含量需达95 %以上,所报道黏胶级竹浆粕与其相比还有差距,无法满足生产要求。因此,基于毛竹的资源及速生优势,研究利用毛竹来加工醋化用高级浆粕,制备高附加值的醋酸纤维素和醋酸纤维,开发一种适合我国国情的醋酸纤维素制备工艺对于促进我国纤维素纤维产业的发展具有重要意义。
本文以自制醋化级竹浆粕为原料制备三醋酸纤维素(CTA),探讨制备过程中不同活化工艺及醋化工艺下CTA的聚合度及取代度的变化情况,优化制备工艺。
1 材料和方法
1.1 试验材料
① 醋化级竹浆粕,自制(原料毛竹);
② 醋酐(分析纯),国内某厂家产品;
③ 浓硫酸(分析纯)、醋酸(分析纯),乙酸镁(分析纯),国药控股公司。
1.2 试验方法
1.2.1 浆粕准备
精确称取4 g醋化级浆粕,捣碎,在105 ℃下烘干4 h,装入密封袋备用。
1.2.2 三醋酸纤维素的制备
在烧杯中倒入一定量醋酸,并加入少量浓硫酸,将准备好的醋化级浆粕投入烧杯中浸泡,进行活化。一段时间后在烧杯中加入一定量醋酐开始进行醋化反应,同时在其中加入少量浓硫酸作为催化剂。调整温度并保持一定时间。反应完成后加入25 %乙酸镁进行中和,直到体系呈中性,后加入蒸馏水进行沉淀,制得三醋酸纤维素(CTA)。将制得的CTA在105 ℃下烘干4 h,取出装入密封袋保存。
1.2.3 CTA聚合度的测定
采用ASTM D-871-96标准在二氯甲烷/甲醇(90/10,w/w)溶液中测定,根据公式DP=147η1.2计算[3]。
1.2.4 CTA取代度的测定
根据ASTM D-871-63利用滴定法进行测定[4]。
2 结果与分析
2.1 活化反应各因素对三醋酸纤维素聚合度和取代度的影响
纤维素的预处理在此即指活化,竹浆天然纤维素存在分子内和分子间氢键,在固态下聚集形成不同的原纤结构,并以多层次盘旋的方式构成高结晶性的纤维素纤维。这种结构的存在使得大量可反应基团被封闭在结晶区内,难于被各种试剂所接触,严重影响纤维素乙酰化反应的速度和均匀性,尤其在非均相反应中,这种情况更加严重。对半纤维素而言,它属于非结晶性的物质,乙酰化反应较易进行。因此,活化的目的是破坏纤维素的结晶区,增加反应中羟基的可及性,从而加速整个反应的进程。本文使用单一冰醋酸作为活化剂。
2.1.1 醋酸用量的影响
本组实验在30 ℃温度下对浆粕进行活化,时间2 h,活化时加入1 %浓硫酸,改变醋酸用量为3份 、5份、7份、9份,研究不同醋酸用量对CTA聚合度及取代度的影响。醋化反应条件为醋酐用量5份,硫酸用量3 %,反应温度50 ℃,时间60 min。结果如表1及图1、2所示。
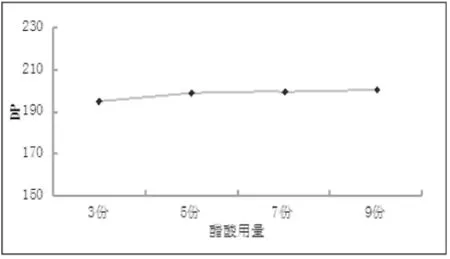
图1 醋酸用量对聚合度的影响

图2 醋酸用量对取代度的影响
由图1可见,当醋酸用量为5份到9份时,聚合度变化不大,说明醋酸用量未对聚合度产生影响。由图2知,随着醋酸用量的增加,取代度先上升后降低,这是由于醋酸用量的增加使包围在纤维素晶区的活化液增加,有利于醋化过程醋酐对纤维素的进攻,取代度上升。但是随着醋酸用量的增加,反应体系中醋酐浓度开始降低,在醋酐浓度较低的情况下,浆粕较难完全被醋化,反而降低取代度。
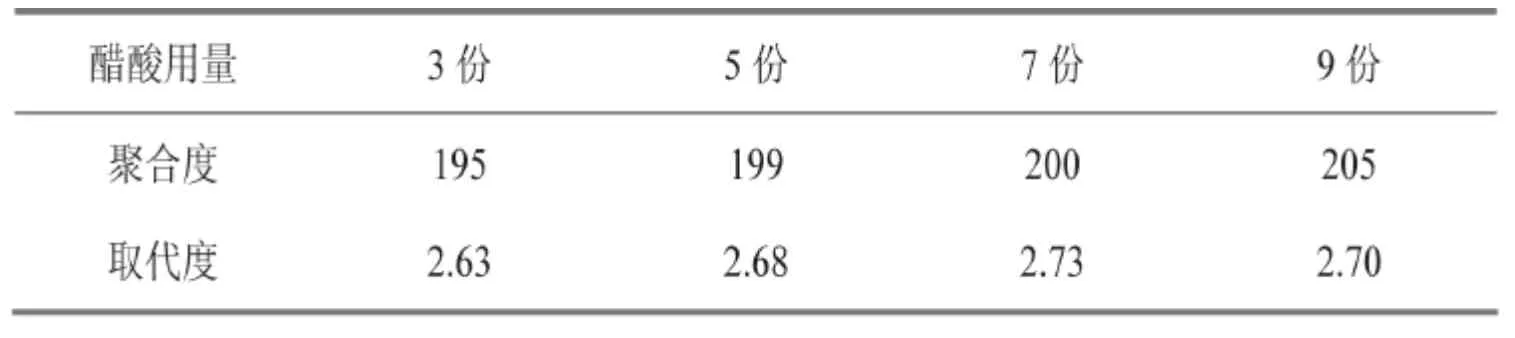
表1 醋酸用量对聚合度和取代度的影响

表2 活化温度对聚合度和取代度的影响
综合考虑,7 份醋酸为适合的活化剂用量。
2.1.2 活化温度的影响
本组实验活化时间2 h,加入7 份醋酸及1 %浓硫酸,改变活化温度为30 ℃、40 ℃、50 ℃、60℃,研究不同活化温度对CTA聚合度及取代度的影响。醋化反应条件为醋酐用量5 份,硫酸用量3 %,反应温度50 ℃,时间60 min。结果如表2及图3、4所示。
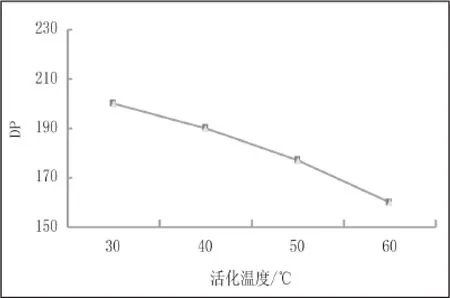
图3 活化温度对聚合度的影响

图4 活化温度对取代度的影响
由图3可见,聚合度随活化温度增加而降低,低温下影响较小,高温下剧烈下降。这是由于纤维素大分子中葡萄糖基环之间β—1,4—苷键是一种缩醛键,对酸特别敏感,容易在高温酸溶液发生降解。由图4可知,取代度随着温度的升高而缓慢升高。这是因为活化温度升高,活化剂即醋酸向纤维素内部扩散的速率加快,其渗入纤维素的结晶区使大分子间距离增大,部分分子链无规排列,转化成无定型区,进而在醋化反应时,有更多醋酐与纤维素上的羟基发生取代,即提高了CTA取代度。
为保持CTA的聚合度,选择30 ℃作为醋化反应温度。
2.1.3 活化时间的影响
本组实验选取活化温度30 ℃,加入7 份醋酸及1 %浓硫酸,改变活化时间为30 min、60 min、120 min、180 min,研究不同活化时间对CTA聚合度及取代度的影响。醋化反应条件为醋酐用量5 份,硫酸用量3 %,反应温度50 ℃,时间60 min。结果如表3及图5、6所示。
由图5可见,聚合度随活化时间增加而明显降低,活化120 min后,下降速度减缓。其原因为活化开始时,活化液攻击易降解的链段,使不稳定的链段迅速分解。同时,由于纤维素的结晶结构,活化液先进入无定型区域,而相对稳定的结晶区域难以进入,造成了后期降解缓慢。由图6可知,时间为30 min~60 min时,纤维的取代度基本不变,随着时间的推移取代度逐渐升高,到180 min时,取代度已经达到了2.78。这是因为活化时间越长,纤维素结晶区被破坏地越厉害,醋化反应就越容易进行。

表3 活化时间对聚合度和取代度的影响

图5 活化时间对聚合度的影响

图6 活化时间对取代度的影响
综合考虑,活化时间选择120 min。
2.1.4 浓硫酸的影响
本组实验选取活化温度30 ℃,时间2 h,加入7 份醋酸,改变浓硫酸用量为0、1 %、2 %、3%,研究不同浓硫酸用量对CTA聚合度及取代度的影响。醋化反应条件为醋酐用量5 份,硫酸用量3 %,反应温度50 ℃,时间60 min。结果如表4及图7、8所示。

图7 活化浓硫酸用量对聚合度的影响

图8 活化浓硫酸用量对取代度的影响
由图7、8可知,在活化过程中随着浓硫酸用量的增加,聚合度逐渐降低,而取代度上升。说明在活化反应中,浓硫酸对纤维产生降解,结晶区被破坏,有利于后续的醋化反应。另在用量为3 %时,反应后的CTA呈现糊状,不能很好进行沉淀,不进行取代度及聚合度测定。
综合考虑,选取浓硫酸用量为1 %。
2.2 醋化反应各因素对三醋酸纤维素聚合度和取代度的影响
醋化反应以醋酸为溶剂,硫酸为催化剂,醋酐作为醋化剂,其属于一种由异相到均相,由部分到全部的化学反应过程。反应从纤维素无定形区开始,然后进入结晶区。起始为多相,经历纤维素纤维的逐层反应-溶解-裸露新的纤维表面-继续反应,直至最后成为单一均相。因此,醋化反应实际上是从多相逐渐过渡到均相的反应。
2.2.1 醋酐用量的影响
本组实验在30 ℃温度下对浆粕进行活化,时间2 h,活化时加入7份醋酸及1 %浓硫酸。醋化时浓硫酸用量3 %,反应温度50 ℃,时间60 min,改变醋酐用量为3份 、4份、5份、6份,研究不同醋酐用量对CTA聚合度及取代度的影响,结果如表5及图9、10所示。

表4 活化浓硫酸用量对聚合度和取代度的影响

表5 醋酐用量对聚合度和取代度的影响
由图9、10可知,随着醋酐用量的增加,聚合度逐步降低,而取代度则逐渐增加,说明醋酐用量增加提高了反应性,同时对纤维素产生了更多破坏,降低了聚合度。
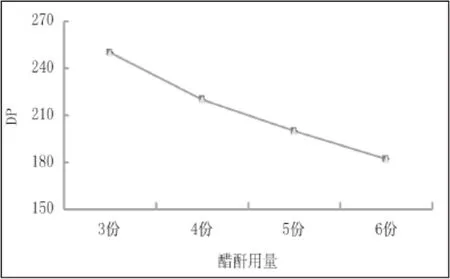
图9 醋酐用量对聚合度的影响

图10 醋酐用量对聚合度的影响
综合考虑,醋酐用量选取5 份。
2.2.2 反应温度的影响
活化工艺同上。醋化时浓硫酸用量3 %,醋酐用量5 份,时间60 min,改变反应温度为30 ℃、40℃、50 ℃、60 ℃,研究不同醋化温度对CTA聚合度及取代度的影响,结果如表6及图11、12所示。
由图11可见,反应温度提高后,聚合度逐步降低,到50 ℃后降低幅度增大,说明温度提高加大了纤维素在醋化体系中的降解。另由图12得知取代度随温度提高而提高,且提高的幅度增大,这是由于温度升高后,醋酐向纤维素内部扩散的速率加快。同时醋酐渗入到纤维素的结晶区增大大分子间距离,使部分分子链由结晶区转化成无定型区,增加了反应性,最终提高取代度。

图11 反应温度对聚合度的影响

图12 反应温度对取代度的影响
综合考虑,选取50 ℃作为醋化温度。

表6 反应温度对聚合度和取代度的影响

表7 反应时间对聚合度和取代度的影响
2.2.3 反应时间的影响
活化工艺同上。醋化时浓硫酸用量3 %,醋酐用量5份,温度50 ℃,改变反应时间为30 min、60 min、90 min、120 min,研究不同醋化时间对CTA聚合度及取代度的影响,结果如表7及图13、14所示。
由图13可知,反应时间增加后,聚合度逐步降低,且降低幅度随时间延长而加大,说明时间增加加大了纤维素在醋化体系中的降解。另由图14知,取代度随时间延长逐步提高,90 min后提高幅度减缓。这是由于醋化时间的长短影响醋酐对纤维素的润胀程度,时间越长,纤维素结晶区被破坏地越厉害,醋化反应就越容易进行。90 min时结晶区接近完全破坏,此时再延长时间,取代度提高幅度放缓。
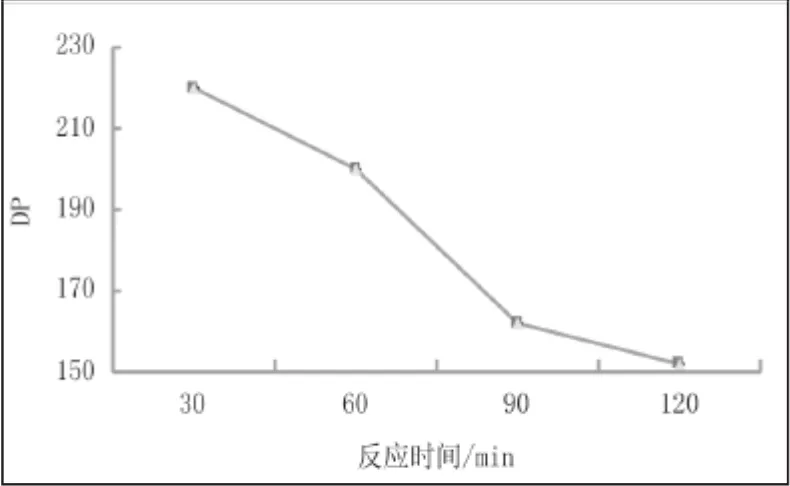
图13 反应时间对聚合度的影响
综合考虑,醋化时间选择60 min。
2.2.4 催化剂用量对取代度和聚合度的影响
活化工艺同上。醋化时醋酐用量5份,温度50 ℃,反应时间60 min,改变催化剂浓硫酸用量为1 %、3 %、5 %、7 %,研究不同催化剂用量对CTA聚合度及取代度的影响,结果如表8及图15、16所示。
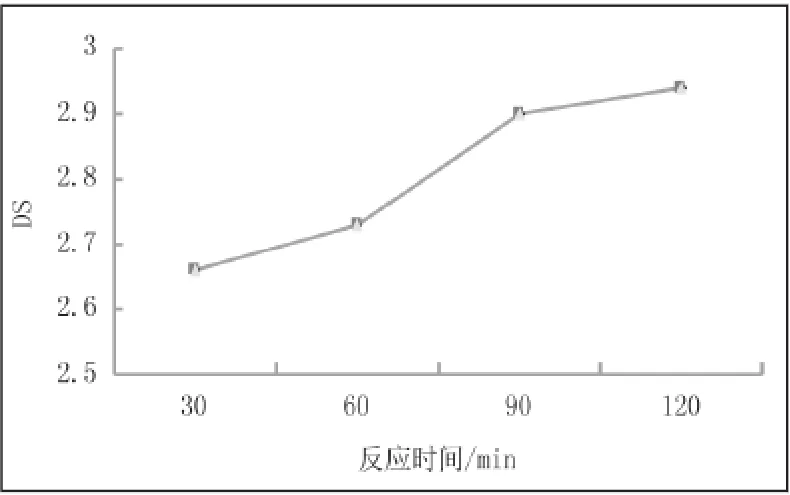
图14 反应时间对取代度的影响
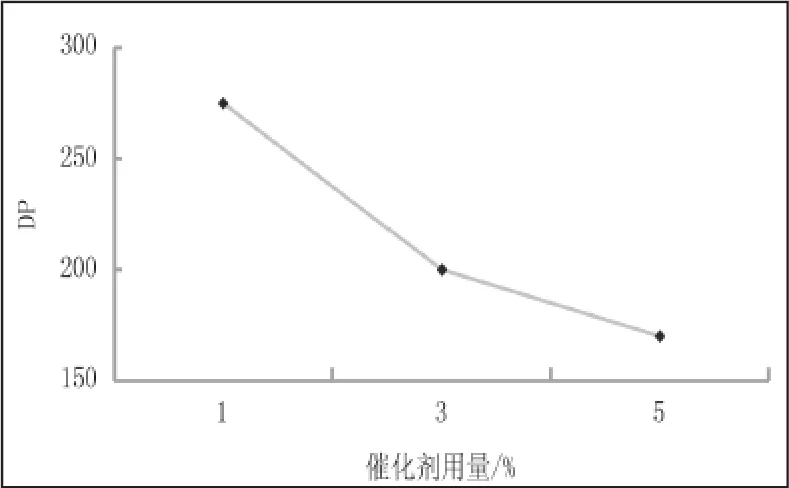
图15 催化剂用量对聚合度的影响
由图15可知,醋化过程中随着浓硫酸用量的增加,聚合度逐渐降低,而取代度上升。说明在活化反应中,浓硫酸对纤维产生降解,结晶区被破坏,导致聚合度下降。由图16知,取代度随催化剂用量的增加而迅速提高。表明催化剂用量对醋化反应起着促进的作用。另在用量为7 %时,反应后的CTA呈现糊状,不能很好进行沉淀,不进行取代度及聚合度测定。

表8 催化剂用量对聚合度和取代度的影响
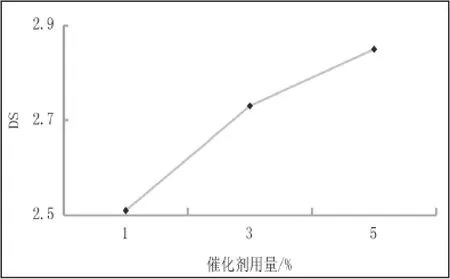
图16 催化剂用量对取代度的影响
综合考虑,选取催化剂浓硫酸用量为3 %。
4 结论
4.1 活化工艺研究表明,CTA取代度分别随活化温度、浓硫酸浓度的提高而提高,聚合度则随两者提高而有所下降;时间延长对取代度提高有利,但对聚合度不利;活化剂醋酸用量对聚合度影响不大,其用量提高可增加取代度,但过高的用量会导致取代度降低。研究得出优化的活化工艺为:温度为30 ℃,时间为120 min,,醋酸用量7份,浓硫酸用量1 %。
4.2 醋化工艺研究表明,随着醋化温度以及醋酐、催化剂用量的提高,取代度均随之提高,聚合度则分别下降;另外时间延长对取代度提高有利,对聚合度不利。适合的醋化反应工艺为:温度为50 ℃,时间为60 min,醋酐用量5份,催化剂浓硫酸用量3 %。
[1]何建新.高级竹溶解浆粕的制备及其用于合成醋酸纤维素的研究,2007:1.
[2]江夏.醋酸纤维发展前景分析[J].人造纤维,1998.
[3]王海云.木浆乙酰化产物的制备、表征及其性能研究,2007:14.
[4]漆小华.以桉木为原料制备醋酸纤维的研究,2009:47.
Study on the Acetylization of High Grade Dissolving Pulp from Bamboo
Chen Jinwen Miao Qingxian Huang Liulian Chen Lihui
(College of Material Engineering, Fujian University of Agriculture and Forestry, Fuzhou, 350002)
Cellulose triacetate (CTA) was prepared from high grade dissolving pulp from bamboo. Influences of different activation and acetylization processes on degree of polymerization (DP) and substitution degree (DS) of CTA were investigated, with aim to optimize the whole preparation process. The results showed that in activation process, DP was slightly influenced by acetic acid, while DS first increased and then decreased by increasing concentration of acetic acid. It was also showed that DS could be enhanced dramatically by increasing activation temperature, time and the concentration of H2SO4respectively, DP however was quite opposite. Furthermore,in acetylization process, DS increased with temperature, time, concentration of acetic acid, acetic anhydride and H2SO4increasing respectively, while DP was opposite.
dissolving pulp; acetylization; cellulose triacetate; degree of polymerization; substitution degree
猜你喜欢
中国造纸(2022年3期)2022-07-21
江苏安全生产(2022年2期)2022-04-19
能源工程(2021年5期)2021-11-20
食品与发酵工业(2021年14期)2021-08-02
中学化学(2017年2期)2017-04-01
中学生数理化·中考版(2017年1期)2017-03-29
中国塑料(2016年12期)2016-06-15
科技视界(2015年8期)2015-11-11
中学化学(2015年5期)2015-07-13
天然产物研究与开发(2014年1期)2014-04-27