
双极膜电渗析制备偏钨酸铵溶液的初步研究
2012-12-31 13:35曾成威张贵清关文娟尚广浩
中国钨业 2012年2期
曾成威,张贵清*,关文娟,尚广浩
(1.中南大学 冶金科学与工程学院,湖南 长沙 410083;2.中南大学 稀有金属冶金与材料制备湖南省重点实验室,湖南 长沙 410083)
偏钨酸铵——(NH4)6(H2W12O40)·nH2O(AMT),一种钨的同多酸铵盐,是一种具有大分子量和高水溶性的钨化合物[1]。AMT主要用于制备钨系石油加氢催化剂[2]。
AMT的制备方法大致可分为固相转化法和液相转化法两大类。固相转化法的典型工艺是以APT为原料的热分解法[3],该方法是通过控制分解温度和氨、水的分压,使大部分APT热解生成水溶性大的AMT非晶态物质,再经水溶解为AMT溶液,此溶液经浓缩结晶获得AMT固体产品。APT热分解法具有技术成熟和产品质量好的优势,是目前工业上生产AMT的主流方法,但工业上APT的热解转化率一般小于90%,存在原料成本高、直收率低和废气需处理等缺点。液相转化法一般是以(NH4)2WO4溶液为原料,采用酸中和[4-5]、萃取[6-7]、离子交换[8-9]或者离子膜电解等方法获得AMT溶液,然后通过浓缩结晶获得固体AMT。上述液相转化法的研究较多,但因产品质量不稳定、废液处理量大或技术不成熟等原因在工业上很少应用。
针对目前偏钨酸铵制取方法存在的问题,作者提出了一种新的从工业钨酸铵溶液中直接制取AMT的方法,即双极膜电渗析法。双极膜电渗析技术是一种新兴的膜分离技术。在直流电场的作用下,双极膜能使水解离并在其两侧分别提供H+和OH-[10]。该技术已广泛应用于酸碱生产、有机酸制备与回收[11-12]以及食品医药工业,在烟气脱硫[13],废液净化等环境领域[14]的应用也日益增多。下文介绍了作者采用工业实际钨酸铵溶液进行双极膜电渗析制取AMT的试验结果。
1 原理
双极膜电渗析制取AMT溶液的原理如图1所示。阳离子交换膜与双极膜交替排列组成电渗析膜堆,膜堆中一张阳离子交换膜与一张双极膜组成一个重复单元(膜对),每个重复单元内由两个隔室——盐室和碱室组成。双极膜的阳膜边与阴极构成阴极室,另用一张阴离子交换膜与阳极构成阳极室。在电场的作用下,盐室溶液中的NH4+透过阳离子交换膜向阴极方向迁移进入碱室,并与双极膜水解离产生的OH-在碱室结合生成NH4OH;同时,盐室溶液中的钨酸根阴离子不断与双极膜解离水产生的H+发生聚合反应,当盐室溶液pH值下降至2~4,便会生成偏钨酸根(H2W12O406-)。
电渗析过程进行的反应式如下:
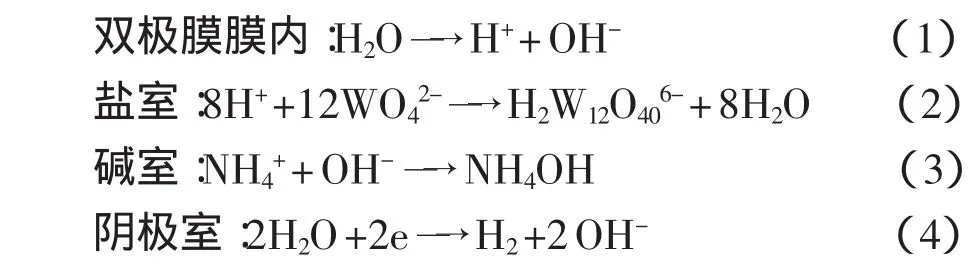

如图1所示,碱室溶液为氨水溶液,但NH4OH是弱电解质,导电性差,在实践中为了提高碱室溶液的导电性,向碱室中添加NH4HCO3溶液。

图1 双极膜电渗析制取AMT溶液原理图
2 试验部分
2.1 试验原料
(NH4)2WO4溶液由郴州钻石钨制品有限公司提供,该溶液为钨矿经碱分解——溶剂萃取工艺得到的工业实际料液。该溶液的主要成分含量见表1。将其用去离子水稀释即为试验原料液,其他试剂均为分析纯。

表1 (NH4)2WO4溶液中主要化学成分含量表 g/L
2.2 试验装置
试验的主要装置为双极膜电渗析系统,该系统的设备连接图如图2所示。双极膜电渗析器为日本ASTOM公司生产的ACILYZER-02型电渗析器。电渗析膜堆中共有20个膜对。单张膜的有效面积为0.02m2,隔室厚度为1mm。双极膜、阳离子交换膜和阴离子交换膜分别为日本ASTOM公司生产的NEOSEPTA BP-1、CMB和AHA离子交换膜。阳极和阴极均为镀铂钛板。
其他主要仪器:pH计、热交换器、恒温水浴锅、搅拌器、蠕动泵、冷冻干燥机等。

图2 双极膜电渗析系统设备连接图
2.3 操作方法
试验中采用连续补加钨酸铵溶液的循环式操作方式(如图2所示)。试验中选择NH4HCO3溶液作为碱室溶液,(NH4)2CO3溶液为极室溶液,AMT溶液为盐室的启动溶液。开机前分别在极室循环槽、碱室循环槽和盐室循环槽中装入一定体积相应的溶液。启动泵使溶液在系统中循环2min,然后接通直流电源开始电渗析。通过调节(NH4)2WO4溶液的流量控制盐室循环槽内溶液pH值。盐室与碱室间压力差控制为0.02MPa,盐室溶液循环流量和碱室溶液循环流量均为300L/h。溶液的温度通过循环槽内的热交换器控制,过程中每隔一定时间取样分析并根据各循环槽中的液位高度计算各循环槽中的溶液体积。
2.4 分析方法
溶液中的总铵浓度和游离铵浓度采用盐酸中和滴定法测定;WO3含量采用硫氰酸盐比色法分析;AMT产品中的主要杂质含量采用发射光谱法分析,其中的K,Na采用原子吸收法分析。
2.5 数据处理
电流效率η(%)和直流电耗E(kW·h/mol)按式(6)、(7)计算[15]:

式中:Z为NH4+的绝对化合价(Z=1);F为法拉第常数(96 485C/mol);ΔM为电渗析过程中碱室液内总铵量(游离NH4+和NH4OH)的变化数,mol;N为双极膜电渗析器中的功能膜对数(20);I为电流强度,A;t为电渗析的运行时间,min;ΔU为平均槽电压(膜堆两侧的电压降),V。
双极膜电渗析过程WO3直收率Y(%)按式(8)计算。

式中:W进为盐室循环槽WO3进料的总量;W损为碱室循环槽和极室循环槽出料中WO3的总量。
3 结果与讨论
3.1 双极膜电渗析制备AMT溶液
试验条件:电流密度750A/m2,电解时间100min,控制盐室循环槽内溶液pH值为3.0左右,温度30℃。试验结果如表2、表3和图3所示。
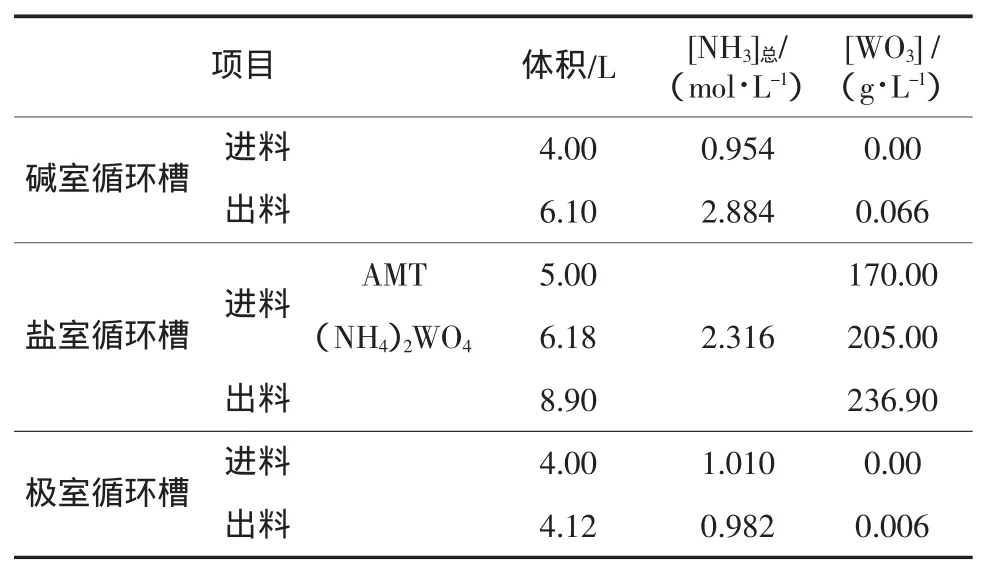
表2 双极膜电渗析制备AMT溶液试验过程中溶液的体积和浓度
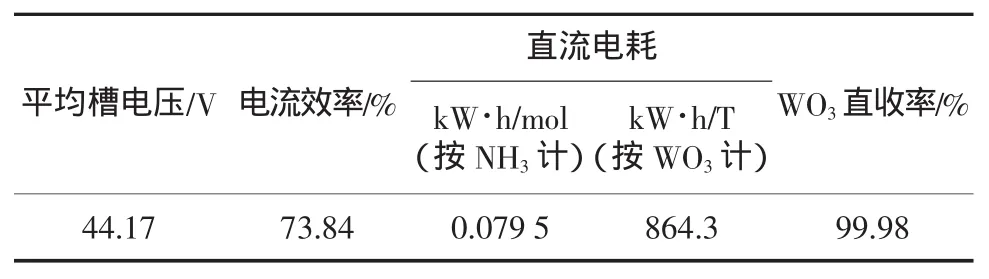
表3 双极膜电渗析制备AMT溶液试验的技术指标

图3 双极膜电渗析过程中的基本规律
表2显示,电渗析前后碱室溶液总铵浓度从0.954mol/L增加至2.884mol/L,体积从4.00L增加至6.10L;盐室共进料11.18L,出料8.90L,体积减少了2.28L,而初始偏钨酸铵溶液和补加的钨酸铵料液WO3浓度分别为170.00g/L和205.00g/L,而出料WO3平均浓度达236.90g/L,WO3浓度明显升高。由此说明,在NH4+迁入碱室,单钨酸根缩合成偏钨酸根的同时水合NH4+中的部分水也发生了迁移,故盐室溶液体积减少,WO3浓度增加,碱室体积相应增加。表2还显示,碱室出料溶液和极室出料溶液中的WO3浓度分别仅为0.066g/L和0.006g/L,说明双极膜和阳离子交换膜的选择性良好,能有效阻挡钨进入碱室和极室。
表3为双极膜电渗析过程获得的技术指标,指标显示,双极膜电渗析法制备偏钨酸铵溶液过程的钨直收率高,能耗低。
图3显示了双极膜电渗析过程中的一些基本规律。图3(a)显示,在开始通电时槽电压最高,通电前10min内槽电压下降较快,随后缓慢下降直到平稳。在通电开始时电压较高是由于双极膜需要一定时间的活化[16],该过程在几分钟内即可完成。图3(a)还显示,电渗析过程中盐室循环槽内pH值一直稳定在3.0左右,说明补入的钨酸铵溶液(pH值约11)能够迅速转化为AMT溶液,过程容易控制。
图3(b)显示,碱室溶液体积、总铵浓度和总铵量均随通电时间的延长不断增加。由于NH4+迁移速度大于水迁移速度,总铵量增加的贡献大于水迁移造成的体积增加值,因而碱液浓度仍呈增加趋势。
图3(c)显示,随着运行时间的延长,电流效率缓慢减小,直流电耗不断上升,并且当电渗析运行到一定时间(80min)后,两者随运行时间的变化更加明显。随着运行时间的延长,碱室溶液中NH4+浓度不断上升,与盐室溶液NH4+浓差扩大,NH4+通过阳离子交换膜和双极膜从碱室向盐室的反向迁移作用增强,故电流效率下降,直流电耗相应升高。另外,随着电渗析过程的进行,电渗析过程中双极膜离解水产生的OH-不断与碱室液中的HCO3-中和,当运行到一定时间后,如果HCO3-量不够,迁移到碱室中的NH4+会与OH-结合生成NH3·H2O,而阳离子交换膜和双极膜对中性分子NH3·H2O的选择性较CO32-和HCO3-差[17],NH3·H2O通过膜反扩散进入盐室更为容易,故试验后期,碱室中产生的NH3·H2O通过膜扩散进入盐室,使电流效率下降更快,因而直流电耗上升的幅度更大。所以,在电渗析过程中应尽量避免在碱室中出现游离NH3·H2O。
3.2 制备AMT晶体
以双极膜电渗析法制备的AMT溶液可以采用醇析结晶法制备AMT晶体[18]。制备方法:AMT溶液1L(WO3205.0g/L,pH值2.90),在90℃下陈化48h,过滤,将滤液加热蒸发浓缩至0.152L(WO3浓度约1 350g/L),然后与3倍体积的无水乙醇混合搅拌约20min,结晶产生白色AMT晶体,过滤得到AMT晶体置于冷冻干燥机中干燥2h,获得AMT产品。根据结晶母液中WO3的含量计算,该过程WO3的结晶率大于90%。
结晶的水溶性良好,经检测其在水中的溶解度>650g/L(25℃),符合AMT国家标准(GB/T 260 33-2010)。表4列出了AMT样品的化学成分分析结果。AMT产品WO3含量>86%,除Mo含量稍高于国家标准外,其他杂质均低于AMT国家标准。实际上,少量的钼并不影响钨系石油加氢催化剂的使用性能。由此可见,以工业钨酸铵溶液为原料采用双极膜电渗析法制备出的AMT质量很好,完全能满足钨系石油加氢催化剂对AMT的质量要求。
3.3 建议工艺流程
推荐的新工艺原则流程如图4所示。与现行APT热分解工艺相比,新工艺具有如下优势:①采用(NH4)2WO4溶液作为原料液,原料成本低;②新工艺WO3直收率显著提高,达99.5%以上;③新工艺几乎没有废气和废液产生,环境友好。因此新工艺是一种高效、清洁、低成本的AMT生产工艺,具有良好的工业应用前景。

图4 双极膜电渗析-结晶法制备AMT工艺流程图
4 结论
(1)提出了双极膜电渗析法制备偏钨酸铵溶液的新方法并以工业实际钨酸铵溶液为原料进行了双极膜电渗析制取AMT的初步探索试验研究。
(2)探索试验表明,双极膜电渗析法能将钨酸铵溶液有效转化为偏钨酸铵溶液,过程运行稳定,电流效率达73.84%,每吨WO3直流电耗仅为864.3kW·h,WO3直收率达99.5%以上。
(3)AMT溶液经醇析结晶法制备的AMT产品为白色晶体,WO3含量大于86%,水溶性良好,主要杂质含量低于AMT国家标准要求,能满足钨系石油加氢催化剂对AMT的质量要求。
(4)相对于传统工艺,新工艺具有收率高,成本低和环境友好等优势,具有良好的工业应用前景。
[1]张启修,赵秦生.钨钼冶金[M].北京:冶金工业出版社,2005:17.
[2]邹德昌.偏钨酸铵催化剂的研制和应用[J].湿法冶金,1992,(3):13-15.
[3]Carpenter K H,Laferty J M.Process for producing ammonium metatungstate:US,4504461[P].1985-03-12.
[4]刘永生.硝酸中和法制备偏钨酸铵[J].化学世界,1997,(1):21-24.
[5]Liu J Q,Xu Z L,Zhou K G.Study on new method of the preparation of pure ammonium metatungstate(AMT)using a coupling process of neutralization-nanofiltration-crystallization[J].J.Membrane Sci.,2004,240:1-9.
[6]刘 霞,孙 俭,等.溶剂萃取法制取仲钨酸铵和偏钨酸铵[J].中国钨业,1993,(5):14-16.
[7]王付田.萃取法制取偏钨酸铵[J].稀有金属与硬质合金,1988,(3):67-71.
[8]吴海霞,刘永生.离子交换法制备偏钨酸铵[J].无机盐工业,1995,(6):35-37.
[9]吴本科,李忠臣,等.由仲钨酸铵制取偏钨酸铵的工艺研究[J].沈阳化工,1995,(4):7-9.
[10][荷兰]肯佩曼A J B.双极膜技术手册[M].徐铜文,付荣强,译.北京:化学工业出版社,2004:6.
[11]董 恒,王建友.双极膜电渗析技术的研究进展[J].化工进展,2010,(2):217-222.
[12]徐铜文,孙树声,刘兆明,等.双极膜电渗析的组装方式及其功用[J].膜科学与技术,2000,(1):53-59.
[13]保积庆,张启修.二室双极膜电渗析器在低浓度二氧化硫净化工艺中应用的可行性[J].膜科学与技术,2003,(2):32-36.
[14]唐 宇,王晓琳,龚 燕,等.双极膜电渗析理论与应用的研究进展[J].化工进展,2004,(10):1107-1112.
[15]Trivedi G S,Shah B G,Adhikary S K,et al.Studies on bipolar membranes.Part II—conversion of sodium acetate to acetic and sodium hydroxide[J].Reactive Funct.Polym.,1997,32:209-215.
[16]Suendo V,Eto R,Osaki T,et al.Ionic Environmental Effect on the Time-Dependent Characteristics of Membrane Potential in a Bipolar Membrane[J].Journal of Colloid and Interface Science,2001,240:162-171.
[17][荷兰]肯佩曼A J B.双极膜技术手册[M].徐铜文,付荣强,译.北京:化学工业出版社,2004:109.
[18]Tim T K,McClintic R P.Method of producing crystalline ammonium metatungstate:US,4626424[P].1986-12-02.
猜你喜欢
全面腐蚀控制(2022年6期)2022-07-22
中国房地产业(2022年11期)2022-05-31
化工管理(2022年8期)2022-04-08
都市(2022年1期)2022-03-08
趣味(数学)(2021年9期)2022-01-19
发酵科技通讯(2021年3期)2021-09-27
中学生数理化·中考版(2020年12期)2021-01-18
中学生数理化(高中版.高二数学)(2020年2期)2020-04-21
中学生数理化·中考版(2019年12期)2019-09-23
中成药(2017年4期)2017-05-17
