
基于NURBS曲线的新型插补技术
2013-03-20 08:34唐良宝祖重光
机床与液压 2013年9期
唐良宝,祖重光
(桂林电子科技大学,广西桂林541004)
目前,在CAD /CAM系统中,参数形式的自由曲线曲面已经成为描述零件外形轮廓的最常用的数学方法之一[1]。NURBS曲线因具有良好的局部控制和形状表达能力,以及能够对解析曲线和自由曲线进行精确的统一表达,已成为STEP-NC 标准中自由曲线曲面的标准表达形式。并于1991年被国际标准化组织(ISO)规定为工业产品模型数据交换标准,该标准是定义工业产品几何形状的唯一标准[1]。
时间分割法是NURBS曲线常用的数据采样插补方法,基本原理是按照插补周期进给段的长度来分割曲线,以弦线来逼近待插补曲线。NURBS曲线插补一般分为粗插补和精插补两个部分。其中在粗插补部分,依据加工机械的进给速度和加工件的精度要求等因素,对曲线进行插补运算确定插补点,这是NURBS曲线插补的主要任务。粗插补的目的是获得加工所需要的微小直线段并建立合理的加工速度,使得加工曲线更为平滑。精插补部分则可以根据现有的直线或圆弧插补技术来进行加工。
1 NURBS曲线的数学模型[2]
一条NURBS曲线可以表示为一分段有理多项式矢函数:
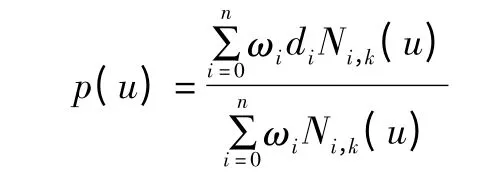
其中:ωi(i=0,1,…,n)称为权因子,分别与控制定点di(i=1,2,…,n)相联系。首末权因子ω0,ωn≥0,且顺序k个权因子不同时为零,以防止分母为零、保留凸包性质及曲线不致因权因子而退化为一点。Ni,k(u)是由节点矢量U=[u0,u1,…un+k+1]决定的k次规范B 样条基函数。
2 TAYLOR 公式展开法求NURBS曲线插补点
由于精确的NURBS曲线反函数难以准确地获得,并且在插补过程中通常是以直线逼近曲线的,因此,在求轮廓步长和对应关系时多采用数值方法近似求取。在NURBS曲线插补中常用的方法是TAYLOR展开法。
在NURBS曲线插补中,为了便于计算、缩小计算量,通常采用一阶或二阶精度。因此,ui+1可表示为:
一阶近似式:

二阶近似式:
使用TAYLOR方法,在确定了插补周期之后,在计算NURBS曲线上下一个插补点时,需要进行速度规划,并且进行反求ui+1计算和p(ui+1)求解计算。由于在反求ui+1时,涉及到求p(u)的一阶导数甚至是二阶导数,计算量大不利于实时插补。另外在高曲率阶段,使用TAYLOR展开法速度波动大,在机械系统驱动能力不能满足要求时,使用TAYLOR展开法会产生较大的误差。
3 二分预估校正法
采用预估校正法求解确定插补周期下NURBS曲线上的点,可以将TAYLOR展开法的两个步骤合并起来。直接运用正向运算,避免了NURBS曲线的求导运算。二分预估校正法可以分为两个部分,即插补点预估和校正两个阶段。图1为预估校正算法的基本流程图。
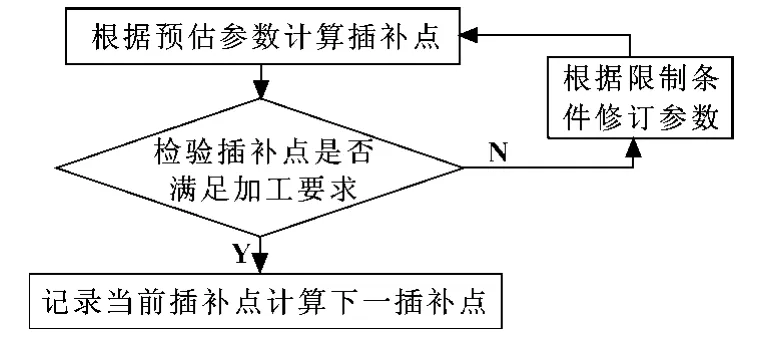
图1 预估校正算法的基本流程图
二分预估校正法的计算过程。假设当前的插补点所对应的参数值为ui,经过一个插补周期T 后,下一个插补点所对应的参数值为ui+1。采用二分预估校正法时,ui+1可由公式ui+1=ui+Δui直接预估获得,这里Δui=ui-ui-1为前一个插补点的参数增量。应用de Boor 递推公式[2]计算相对应的NURBS曲线上的点p(ui+1)。计算点p(ui)与p(ui+1)之间的弦长值Δsi+1,比较Δsi+1与标准步长Δs之间的误差是否满足许用精度,进而确定曲线插补点p(ui+1)和参数值ui+1。图2所示为二分预估校正法的计算流程。
4 曲线弓高误差的计算
在应用二分预估校正法计算NURBS曲线时,曲线上各个插补点之间的弧长是由弦长近似代替的,因此在曲线弧和弦线之间存在着弓高误差,如图3所示。线段AB 即为曲线的弓高误差δ。传统的计算弓高误差的方法是应用公式得出,但当曲线为自由曲线时曲率半径ρ的计算非常复杂。
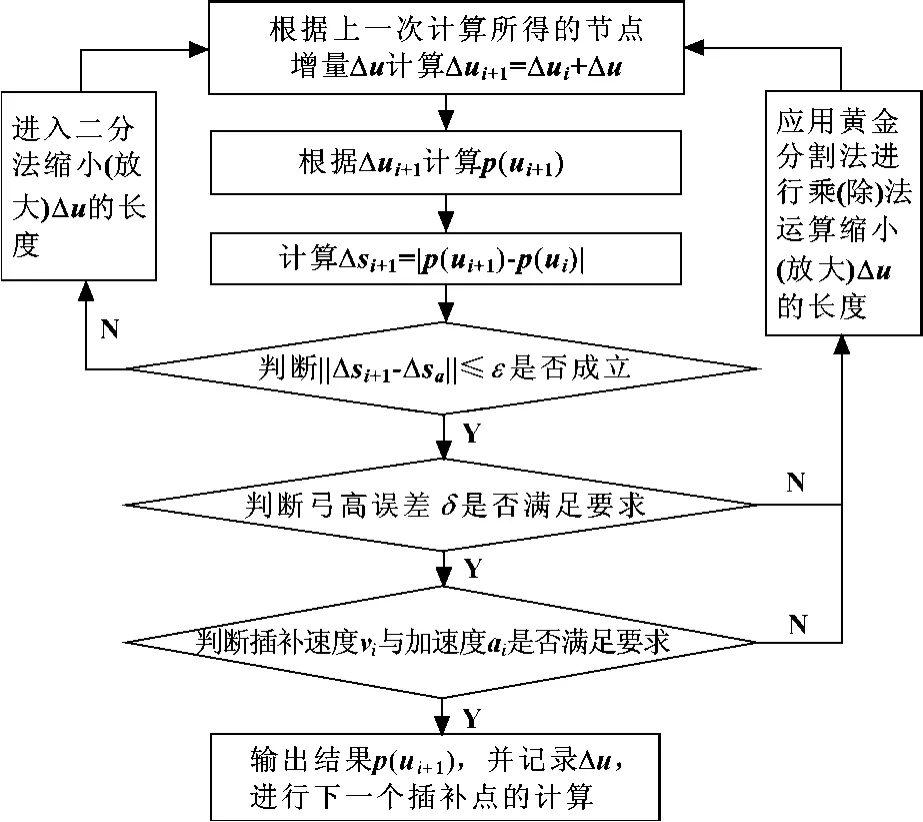
图2 二分预估校正法的计算流程
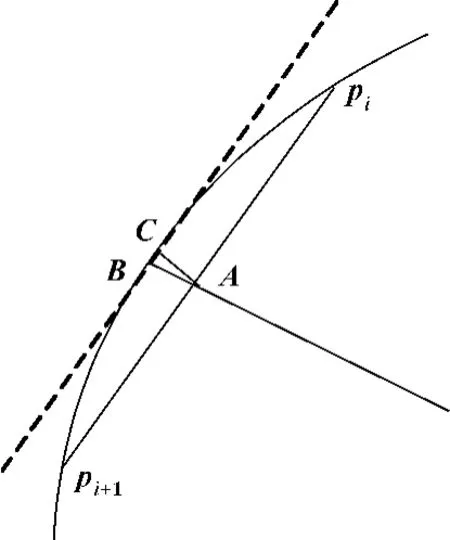
图3 弓高误差图
由于在NURBS曲线插补过程中每个插补周期T(ms)的进给量非常微小,在给定的加工速度下曲线的插补增量也非常微小,因此拟用近似直线段AC 代替曲线弓高误差AB,其中点C为曲线上点点A坐标为由此得线段AC的长度计算公式为此即为弓高误差δ的近似计算公式。
5 进给速度自适应控制
为了不使插补计算过程中产生超出加工设备驱动加工能力的速度指令,需要对曲线进行插补周期内速度与加速度检验。

这样求得的插补轨迹便具有了进给速度自适应的能力,并且将进给速度和进给加速度控制在给定的范围之内。
6 实例计算
被插补的3次NURBS曲线如图4所示。采用二分预估校正算法对曲线进行插补仿真运算,程序在Visual C++6.0 环境中运行,插补周期T=0.002 s,最大弓高误差δ=0.001 mm,最大轴向速度vmax=200 mm/s,最大轴向加速度amax=500 mm/s2。图5给出了计算过程中Δu与Δs之间的关系。

图4 3次NURBS曲线

图5 实例曲线Δu与Δs之间的关系
从图5可以看出:在高曲率部分 (图中圆圈A中所示部分),参数增量Δu 和位移增量Δs之间是单调递增关系,位移偏差可以通过改变参数增量的大小来实现;并且当参数增量变化很小时,位移增量近似等于参数增量。另外结合图4可以看出:在曲线曲率较平缓的区域,位移增量也基本趋于不变。
采用插补点预估校正算法避免了对NURBS曲线求导运算,简化了计算过程。表1给出了相同插补周期(T=2 ms)下TAYLOR展开法与二分法的插补计算时间。

表1 计算时间对照表(插补周期T=2 ms)次/ms
7 总结
NURBS曲线插补技术是高性能CNC系统的标志之一。在开放式数控系统中,引入NURBS曲线插补技术能够有效地提高插补速度和插补精度。NURBS曲线的插补点计算过程的简化,能够有效地提高插补计算效率,使插补运算更适用于实时控制。文中用二分法预估校正算法代替传统的TAYLOR展开法进行插补计算,简化了插补过程,提高了插补计算的效率。
【1】吴颖辉,谌永祥,李永桥.NURBS曲线插补技术在CNC中的应用[J].信息技术,2011,40(2):94-96.
【2】施法中.计算机辅助几何设计与非均匀有理B 样条[M].北京:高等教育出版社,2001:306-343.
【3】滕二,桂贵生.NURBS曲线插补在高速加工中的应用[J].组合机床与自动化加工技术,2009(8):26-28.
【4】和广强,于东,张晓辉.基于速度前瞻控制的五轴NURBS曲线插补方法[J].组合机床与自动化加工技术,2011(5):38-45.
【5】郝双晖,宋芳,金立川,等.同周期控制NURBS曲线高速高精度插补算法研究[J].机械设计与制造,2010(7):12-14.
【6】马方魁,郇极.数控机床NURBS曲线插补运动误差分析与仿真[J].中国机械工程,2008,19(20):2446-2449.
【7】杨旭静,胡仲勋,钟志华.面向刀具路径生成的NURBS曲线拟合算法研究[J].中国机械工程,2009,20(8):984-987.
【8】宋春华.数控技术的现状及发展趋势[J].装备制造技术,2011,30(3):40-42.
【9】沈洪奎.自适应NURBS曲线插补关键技术及实现研究[D].杭州:浙江大学,2010.
【10】刘宇,戴丽,刘杰.泰勒展开NURBS曲线插补算法[J].东北大学学报,2009,30(1):117-120.
【11】LEI W T,SUNG M P,LIN L Y,et al.Fast Real-time NURBS Path Interpolation for CNC Machine Tools[J].International Journal of Machine Tools & Manufacture,2007,47:1-12.
猜你喜欢
矿山安全信息(2022年22期)2022-11-24
当代陕西(2022年6期)2022-04-19
国学(2020年1期)2020-06-29
中学生数理化·中考版(2019年9期)2019-11-25
数学物理学报(2017年6期)2018-01-22
摄影之友(影像视觉)(2017年1期)2017-07-18
电信科学(2016年9期)2016-06-15
当代化工研究(2016年2期)2016-03-20
电子设计工程(2015年16期)2015-02-27
电子设计工程(2014年18期)2014-02-27
