基于PLM平台进行企业的BOM管理
2013-04-29 14:03向灿
无线互联科技 2013年9期
向灿
摘 要:物料清单(BOM)是制作业企业管理的核心数据,是企业产品开发与生成组织的主线,BOM管理是企业技术管理信息化的主要内容。在产品全生命周期的各个不同阶段,不同部门将产生不同的BOM,这些BOM相互依赖,如何对其进行有效管理一直是企业信息化中的重点和难点。本文以本企业PLM全生命周期管理系统的实施为背景,探讨了企业在PLM系统中如何全方位的进行BOM管理。
关键词:BOM;PLM;EBOM;PBOM
1 引言
BOM(Bill of Material)是指物料清单,是用来描述产品零部件组成和零部件相互关系的重要信息,体现的是具有一定结构关系的重要信息。它表明了产品组件、零件直到原材料之间的结构关系,以及每个组件所需要的各下属部件的数量等信息。
在制造型企业中,工程设计部门设计产品,产生设计BOM(EBOM),工艺部门再按照EBOM来进行零部件和装配工艺的设计,产生PBOM,制造部门根据PBOM制定工艺计划和工序生成计划BOM(MBOM)。其中设计BOM是企业产品设计部门用来组织和管理产品所需的零部件物料清单,它是其他BOM视图的源泉。其他的BOM都是在设计BOM的基础上,根据业务的需要进行修改而成。因此EBOM对PLM系统实施成功与否起着关键的作用。下面我们以本企业的实施为例重点阐述EBOM的建立,并通过PLM中的设计和工艺一体化的模型,建立PBOM,最终通过PLM与ERP的的接口将PBOM传递给ERP,实现与ERP的集成。
2 企业在实施BOM模块之前的业务现状
2.1 企业的生产模式
⑴典型的多工厂型企业。本企业产品覆盖汽轮机、燃气轮机、发电机、电动机等四大系列。
⑵产品结构复杂。产品的零部件少则几千种,多则上万种。
⑶大多按单件组织生产。产品结构复杂,客户订货批量很小,所以基本上都是按单件组生产。
⑷产品通用性较强。虽然本企业按单件组织生产,但是同一系列产品部套的通用性非常强,一般可达到80-90%的通用性,仅有极少部分的零部件是专用件。
2.2 企业的BOM管理情况
⑴设计人员首先用WORD绘制部套目录,然后根据部套目录的情况,利用CAD软件绘制图纸,并通过CAD的明细表功能在装配图上绘制明细表,最后重新用CAD绘制综合零件明细表和标准件明细表等文档。
⑶设计人员图纸设计完毕后,零件明细表和图纸送去档案中心打印并归档。工艺人员在打印后的纸质的的明细表上手写工艺路线,并根据工艺路线编制工艺相关文档。
⑶工艺人员完成后的纸质的BOM表被送到生产部门,生产部门把数据重新输入到ERP系统中,指导生产。
2.3 现阶段BOM管理的弊端
从上面的工作模式可以看出,企业原来的BOM管理完全是手工化的,这样的工作模式带来很多问题:
⑴信息不能共享。工艺不能直接利用设计BOM的信息,生产部门进行二次输入,信息不能直接集成到ERP。
⑵无法保证信息的准确性。设计人员在设计图纸时生成的明细表和最终形成的明细表经常产生不一致,工艺BOM和生产部门的BOM需要更改时无法保证更改的准确性。
⑶产品结构的无法进行配置管理。设计人员只设计图纸没有产品结构的概念,所有的产品设计都从头开始无法完成有效的借用,使产品生产周期变长。
3 设计BOM的规划和实施
在实施方法上,由于采用PLM系统管理BOM据,必须要引入编码体系和工程资源库的应用,这与传统的文本方式编辑管理有着明显的本质差异,也决定了BOM功能的实施难度较大。为了尽可能地实现传统工作方式向PLM管理方式的平稳过渡,我们采取了将产品结构拆分为部套目录层和综合零件明细表层,然后分步实施的方法。
3.1 部套目录上线
部套目录是机组设计的雏形,为了延续设计人员的工作习惯,我们把原来用WORD方式编制的部套目录改变为EXCEL编制的部套目录。设计人员在我们制作好的EXECL模板上按专业分别编制部套目录,然后经过三个组的设计并经领导审核会签后后经专人导入PLM系统,形成部套层次的产品结构。我们以产品中的汽轮机部套结构为例,如下图所示:
当部套目录层次的结构形成后,经过汇总功能产生部套目录报表。
3.2 建立企业的编码和企业的工程资源库。
设计BOM是企业信息化的源泉, 它必须为管理部门实施ERP系统提供动态实时并且准确有效的产品结构数据,而这一切必须要依靠统一编码和统一的资源库。
3.2.1 建立企业统一的编码库
我们从企业的整个生产过程出发,为企业建立统一的信息编码管理中心。标准化、规范化的信息编码能消除各部门由于编码不一致和不准确造成信息资源混乱,不能共享的现象,是信息交换和资源共享的前提。为此,我们首先制定企业的编码规则:
⑴有图纸的零部件的编码直接采用图号;
⑵无图件的编码采用母图号+W+流水号的规则编码;
⑶规格件的编码采用分类+流水号的规则编码;
⑷物料编码可以重建方式来做,采用大中小类+流水的方式编制物料库的编码
最后根据建立的编码规则利用PLM的编码管理系统建立企业的编码库。
3.2.2 建立企业的资源库
我们对全企业的资源进行调研,分类,整理。然后通过PLM系统中的资源库工具建立了各种资源库,对企业资源数据进行规范和标准化管理,使设计人员在进行工程设计和工艺设计时可以方便的时查询、引用,从设计源头规范数据,最大限度提供物料重用率。其中建立的工程资源库如下图所示:
在工程资源的每个大分类下面再按照属性进行详细的分类。设计人员既可以按照分類进行查询,也可以用基础物料查询引擎直接按属性进行查询。
3.2.3 资源库的维护和管理
资源库建立后,设计人员只能查询和引用,如果涉及到新的资源必须提交编码申请流程,经标准化人员审核后,由标准化人员在资源库进行添加或者修改。这样的好处保证了资源库的准确性和统一性,便于企业的管理。
3.3 设计BOM的形成
3.3.1 采用图表分离的方式设计图纸
以前设计图纸时,装配图和明细表都在一张图上。为了提高BOM数据的准确性,采取了明细表和图纸分离设计的方式。产品的BOM数据将完全以产品结构数据为准,彻底杜绝产品结构数据在同一套图纸,明细表上的不一致性,以及同一产品数据在不同机组中借用时的不一致。在BOM数据需要修改时,只需修改结构数据,然后重新汇总生产新的明细表,而图纸上由于不包含明细表信息则不需修改,改变了以前当结构数据发生变化时明细表和图纸都需要修改的弊端。
3.3.2 利用PLM系统中的资源工具置换明细表中的物料条目
采用统一的资源库后,为了保证物料的准确性和唯一性,除了自制零件外,明细表的中外购件,标准件等必须统一从资源库中选取。本企业PLM在实施时把资源工具集成到CAD环境中,在设计图纸的明细表时可以点选“资源”按钮,然后链接到PLM系统,并通过自动匹配属性功能,在PLM资源库中找到可能与此匹配的资源,然后把相应的物料信息换成资源库中的标准条目。
3.3.3 导入BOM结构
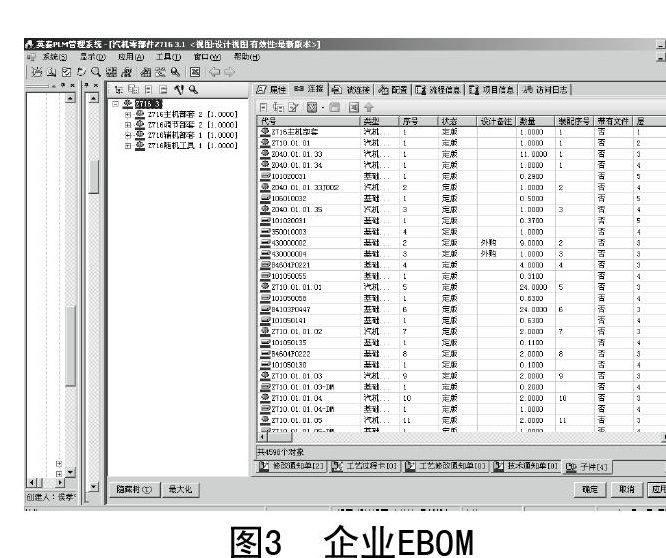
设计人员在设计完图纸后,利用PLM系统的提取功能,导入图纸对象时,提取图纸的标题栏和明细表的属性,自动创建产品结构,形成部套下面的产品结构。当所有的部套设计完毕后,全部汇总生成完整的产品结构树(EBOM),如下图所示:
3.3.4 历史数据的导入
我们厂产品借用率很高,我们组织专人把一些典型产品的典型结构导入到PLM系统中,这样设计人员在新设计产品时需要引用老的零部件可以直接引用。在导入老产品时,我们直接利用明细表,由计算机实现对物料的自动分类和分配物料编码,不仅保证了入库数据的标准化,还提高了数据的执行速度。
4 多维度的BOM数据管理
PLM提供产品视图管理中心,建立产品平台,产品族,系统和子系统及功能模块、变型设计、产品结构,产品参数等统一模型和统一BOM数据平台。产品结构管理贯穿于产品生命周期的各个环节。
4.1 以零部件为核心数据的全相关管理
在产品数据统一管理的基础上,PLM以零部件为核心,产品结构树为主线组织多种产品结构视图,将产品全生命周期的各种业务相关的产品数据与零部件关联起来,形成对产品结构的完整描述。不同用户根据权限可以方便的查询与管理各种与零部件相关的数据。
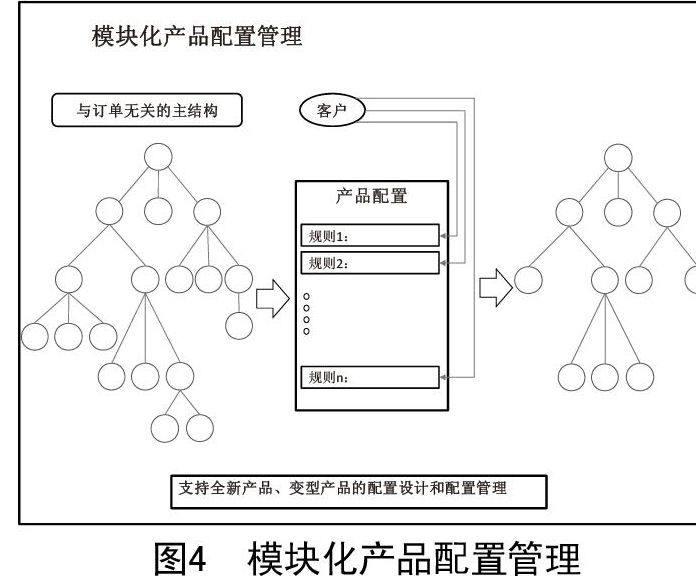
4.2 产品配置管理
通过BOM建立产品结构后,最大的好处是可以通过产品配置来对系列化,模块化的产品进行管理。设计人员可以通过类似创建的方式,选择母型机组,然后自由增加或减少形成新的BOM结构。
4.3 以产品结构为核心的数据查询和统计
PLM作为统一的BOM数据管理平台,通过数据视图功能可以实现产品结构下个性化数据显示的定义方式,可以对产品零部件进行汇总和统计,生产各种形式的报表。
5 工艺BOM和设计BOM的一体化
5.1 设计工艺一体化
在统一BOM环境下,工艺部门在EBOM的基础上编制工艺路线,原材料,半成品信息,对产品结构进行工艺分解,建立各零件的工艺,并确定加工制造过程中应使用的工装、模具等后生成PBOM,实现设计工艺一体化管理。在PLM中工艺人员直接在零部件上定义工艺属性,填写工艺路线,毛坯等信息,并根据情况在需要的零部件下面挂接毛坯,原材料。
5.2 以零部件为核心编制相关的工艺卡片
选择需要编制工艺的零部件,点击右键,新建相关的工艺卡片。此零部件相关的设计信息会自动传递到编制的工艺卡片上。利用工艺卡片编辑器编制各种工艺,最后形成完整的PBOM.
6 与ERP集成,实现PBOM到MBOM 的转换
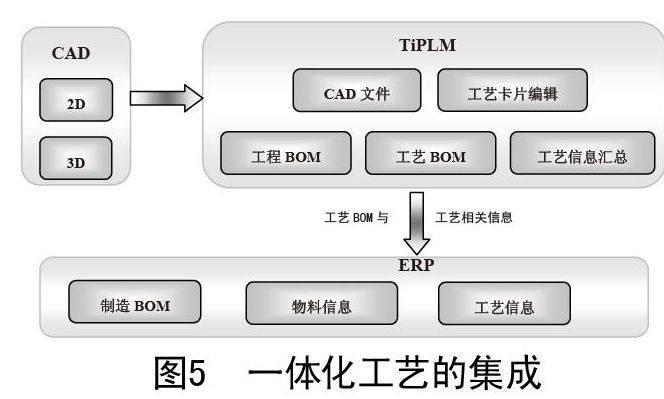
我们企业的PLM的是采取一体化工艺管理进行集成:工艺信息由PLM系统工艺进行维护,工艺BOM和设计BOM都在PLM的统一模型下进行管理,在产品投入生产时,由PLM对PBOM进行统一的配置,然后将工艺信息以及PBOM信息传递给ERP。
6.1 集成体系结构
6.2 数据传递说明
设计人员在PLM的视图中完成EBOM的搭建,工艺人员在PLM的工艺视图中完成工艺BOM的搭建并且建立工艺相关信息。ERP通过PLM的数据导出功能在指定的配置条件下输出PBOM和工艺相关信息,并且按照ERP指定的格式导出到指定的位置,ERP则将指定的内容导入到自身系统中。
6.3 数据一致性的保证
采用工作流的方式进行变更的维护:产品设计和修改通知单等与产品BOM相关的流程在流程最后设计一个“ERP接受”的节点。新图纸流程ERP人员登陆PLM系统,通过接口直接导出BOM结构,修改通知单流程到达ERP后,ERP根据修改通知单去修改相应的ERP数据,从而保证了数据的一致性。
结语:本企业通过一体化的BOM管理,为企业的生产销售部门提供了正确的数据,保证了BOM信息在企业的畅通,提供了企业的生产效率。
[参考文献]
[1]朱林.产品设计BOM的自动生成方法及关键技术研究[J].计算机工程与设计,2005,7.1833-1836.
[2]许超.制造活动中BOM的研究[J].机床与液压,2005,6.44-46.
[3]郝广科.PLM环境下BOM多视图映射技术研究.现代制造工程,2007,12. 16-18.
[4]刘武贵,孙建雄,黄智敏.支持产品配置的BOM管理技術的探讨.电机机床与城轨车辆,2006,3.54-55.