
高炉大修上料主皮带通廊安装技术
2013-05-24 02:52段荣宗
中国建筑金属结构 2013年6期
段荣宗
(中冶天工上海十三冶建设有限公司,上海 201900)
1 工程概况
由于宝钢二号高炉原上料主皮带通廊的上料能力无法满足高炉扩容后的上料要求,因而需将原上料胶带机拆除更新,更新后的上料胶带机带宽2.2m,带速2m/s,水平长度345.303m,倾角11.65576°,提升高度约71.225m。
1.1 工程简介
更新后的6榀上料胶带机通廊的实际长度、水平长度、截面尺寸、安装高度、结构重量及设备重量详见技术参数表。
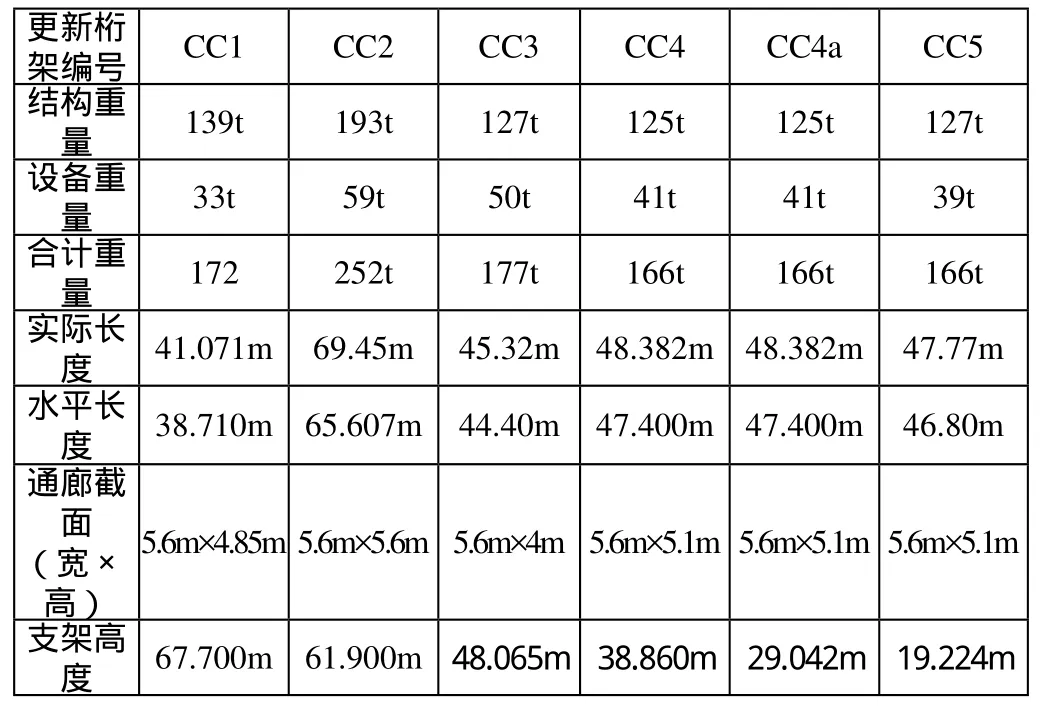
二高炉更新上料主皮带通廊技术参数表
1.2 工程特点
1.2.1 施工周期短。由于宝钢二号高炉原地大修工程为快速大修工程,上料系统胶带机的拆除与安装施工均需在高炉停炉后方可进行,为了确保总体节点目标,满足高炉快速大修的需求,经项目部整体统筹考虑,主皮带结构安装时间仅为18天。
1.2.2 通廊重量重,安装高度高,最重一榀桁架与设备重量达191t,须选用特大型吊履带吊进行安装施工。
1.2.3 施工可利用平面紧张。由于施工区域满布原有构筑物,且停炉后各区域均处于施工高峰期,为了确保整体工程需要,确保必要的物流通道,需对有限的平面进行细致规划,合理组织施工。
1.2.4 施工危险性大。上料主皮带胶带机安装整个施工过程基本为高空作业,为了确保整个施工过程的安全性,需提前制定好安全预防措施、加大安全投入,做好安全防护设施,同时过程中加强安全监管力度。
2 吊装方案的比较、分析、优化和确定
2.1 目前国内大跨度钢结构吊装方案的现状
针对该工程钢结构跨度大、自重大和施工现场环境等特点,结合以往类似工程的施工经验和国内大跨度钢结构施工的工程实例,进行了多方案的比较、分析。目前,国内大跨度、大吨位钢结构的安装一般可采用高空散拼成形、整体提升及整体顶升、分段吊装高空拼接、整体吊装等方法。
2.2 多种方案的比较分析
(1)综合分析了该工程的具体情况,结合各种吊装方法的特点和优缺点,我们认为整体提升或整体顶升受施工平面环境限制难以适用该工程;如采用高空散拼,由于散拼拼装、焊接量大,安全风险高,难以满足该大修工程施工工期及安全管理的要求;如采用分段吊装,高空拼接,需事先设置拼接支撑架,对接接口质量及桁架的起拱度等难以保证,安全风险也相对较高。
(2)通过比较分析,我们认为该工程上料主皮带通廊吊装应考虑采用整体吊装法进行安装。采用整体吊装可以相对灵活选择拼装场地,提前组装,减少停炉后的工作量,大大加快了施工进度,降低了施工进度压力及安全管理风险,但选用特大型吊装机械,施工成本高,吊装机械对现场的地基承载力要求高。
2.3 施工方法确定
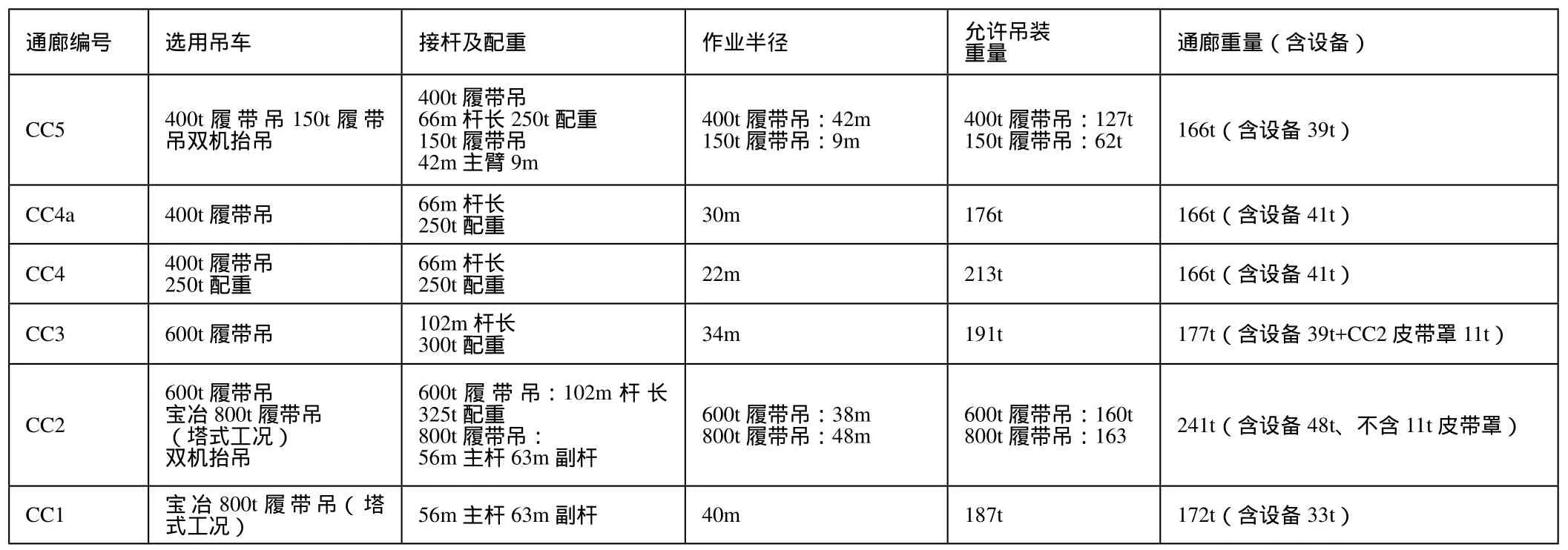
通廊编号 选用吊车 接杆及配重 作业半径 允许吊装重量 通廊重量(含设备)CC5 400t履带吊150t履带吊双机抬吊400t履带吊66m杆长250t配重150t履带吊42m主臂9m 400t履带吊:42m 150t履带吊:9m 400t履带吊:127t 150t履带吊:62t 166t(含设备39t)CC4a 400t履带吊 66m杆长250t配重 30m 176t 166t(含设备 41t)CC4 400t履带吊250t配重66m杆长250t配重22m 213t 166t(含设备41t)CC3 600t履带吊 102m杆长300t配重 34m 191t 177t(含设备39t+CC2皮带罩11t)CC2 600t履带吊宝冶800t履带吊(塔式工况)双机抬吊600t履带吊:102m杆长325t配重800t履带吊:56m主杆63m副杆600t履带吊:38m 800t履带吊:48m 600t履带吊:160t 800t履带吊:163 241t(含设备48t、不含11t皮带罩)CC1 宝冶800t履带吊(塔式工况) 56m主杆63m副杆 40m 187t 172t(含设备33t)
3 施工概况
3.1 施工平面规划
由于施工平面有限,为了合理有效利用现场可利用施工平面,保证必要的物流通道,需要在施工前,统筹考虑细致规划现场施工平面。
3.2 构件的制作
上料主皮带通廊均为两片桁架及桁架上下弦水平支撑、隅撑及端部门型刚架组成的敞开式笼式结构,整体超长、超宽、超高、超重,整体制作运输难度大,需考虑解体制作出厂。通廊制作解体原则为纵向分段,横向分片,每片长度不超过27m,上下弦接口位置错开200mm以上。
3.3 吊机行走道路
吊车站位和行走路线必须与业主联系,落实地下是否有埋管、电缆及其它设施以便采取相应措施,确保吊机行走及吊机吊装安全。吊机无负荷行走时,地基承载力应不小于10t/m2,吊机吊装通廊时吊车对地基的承载力不小于18t/m2。施工前应采用碎石垫层碾压对行走道路进行加固处理,并进行试行走,对在试行走中发生道路下沉、凹陷等现象时,可铺设路基箱进行地基强化。
3.4 测量控制
由于上料主皮带通廊桁架单榀自重均较大,通廊一旦起吊就位,长度、中心偏差在高空难以调整,因而在通廊吊装前,应严格控制支架安装距离、中心偏差、支架顶部标高,在通廊拼装过程中,严格控制通廊的几何截面尺寸、长度及起拱值。
3.5 通廊的拼装
桁架拼装前,用2m×9m路基箱及长度约7m的H型钢搭设拼装平面,见图1桁架拼装平面搭设示意图。
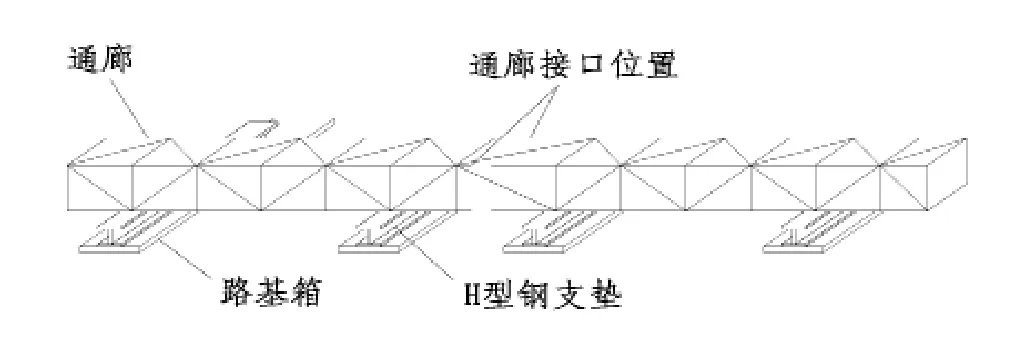
图1 桁架拼装平面搭设示意图
按图搭设好拼装平面后,用水准仪对H型钢顶面进行找平,使各个顶面均保持在同一水平面上。桁架拼装时单侧片上下弦按照设计及规范要求起拱,同时调整好垂直度,每端用1根角钢斜拉固定,角钢与桁架上弦及路基箱焊牢,对面侧片立起后,里侧用角钢支承。两侧片固定好后,安装上下弦水平支撑。
3.6 吊装施工
3.6.1 吊装前的准备工作
(1)根据施工平面及周围环境,合理选择吊机的组装及拆卸点。
(2)吊装前用水准仪核查拼装起拱值,检验其是否满足设计要求。用盘尺检查每榀通廊长度是否与支架间距相符。用全站仪测量支架支座标高及在支架顶部定位通廊中心线标记。
(3)与业主联系落实吊车站位点和行走路径地下是否有埋管、电缆及其它设施以便及时采取相应防护措施,确保吊装及管线安全。
(4)根据构件的安装角度,合理选择吊耳的设置点及钢丝绳绳长,并对吊耳设置点进行局部加固。
(5)根据力的平衡近似计算每根吊装钢丝绳对各吊耳的作用反力,设计吊耳、吊耳与通廊焊接连接焊脚尺寸及选择钢丝绳的直径。如以本工程CC2通廊(最不利的一榀通廊,重252t)为例,通过图2分析近似计算钢丝绳所受拉力:

图2
可以求得T1=45.2t,T2=36.3t
根据《建筑施工高处作业安全技术规范》之相关规定,钢丝绳使用拉力公式T<1.336Q/[K],其中Q为钢丝绳的最小破断力,[K]为吊装钢丝绳的法定安全系数,取10,可求得钢丝绳最小破断力>45.2*9.8*10/1.336=3316kN,可知钢芯,最小破断力超过3316KN的钢丝绳满足要求。
通过钢丝绳所受拉力,即得吊耳所承受的拉力,考虑到外界环境因素的影响对所求得的T值给予适当的放大,取T=100t,根据120t卡环大小初步确定吊耳几何尺寸,如图3所示:
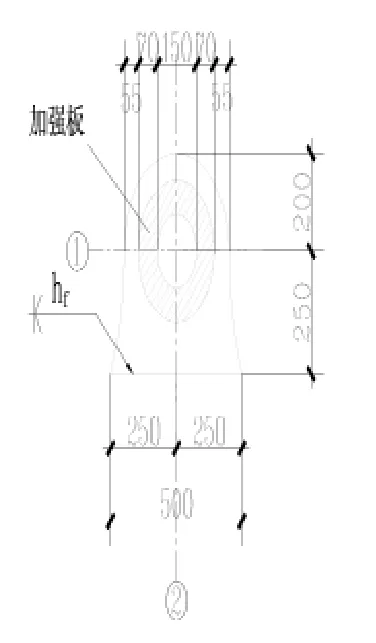
图3
对图3中①轴线最薄弱面进行抗剪计算,设吊耳厚度为t

故取t=40mm,加强板厚度取为20mm。
吊耳采用四面围焊,且均为K型剖口焊缝,设焊缝高度为hf,可取θ=64°,则斜焊缝强度增大系数
则

可以求得:hf>9.1,考虑吊装现场环境,适当增大焊缝高度,取hf=20mm。
(6)在通廊里侧每个吊耳下方设置直爬梯,其上下两端与通廊焊接,通廊每侧上弦两吊耳间设置安全绳,以便于作业人员挂钩及松钩。
(7)每段通廊吊装前须在两端设置拖拉绳。
3.6.2 吊装方法
(1)吊装顺序,根据通廊的支撑体系,从靠近固定支架处开始安装,即从由低往高安装(CC5向CC1方向)。
(2)CC5通廊:由7150型150t履带吊站位于机械传动室附近,LR1400/2型400t履带吊站位于铁二十七路与铁三十九路的丁字路口,两车抬吊将其吊装就位。
(3)CC4a通廊:由LR1400/2型400t履带吊站位于铁二十七路与铁三十九路的丁字路口单机吊装就位。
(4)CC4通廊:由LR1400/2型450t履带吊站位于铁三十九路单机吊装就位。
(5)CC3通廊:由CC2800-1型600t履带吊站位于铁四十三路与铁四十四路路口单机吊装就位。
(6)CC2通廊:由CC2800-1型600t履带吊站位于铁四十三路与铁四十四路路口,宝冶LR1800型800t履带吊站位于南北出铁场间双机抬吊就位。
(7)CC1通廊:由宝冶LR1800型800t履带吊站位于南北出铁场间单机吊装就位。
4 质量控制
4.1 认真搞好图纸的自审会审工作,将设计问题消除于工程开工之前。
4.2 建立健全工序交接制度,不论对内、对外,都要严格交接,检查手续不合格,未经监理确认不得进行下道工序。
4.3 各工种必须持有有关部门签发的合格证书或上岗操作证,方能上岗操作,明确各工种的岗位责任制,定岗、定职、定员分兵把口、各负其责。
4.4 测量仪器,必须经常校对,精心保管。对所有计量器具要保证在受控之中。不合格计量器具,不得使用。为防止温度对测量数据的影响,关键构件:如通廊支架间距、顶部标高等,应在早9时前和下午16时以后测定。
4.5 上料主皮带拼装时,严格控制上料主皮带通廊单侧片的垂直度、截面几何尺寸、起拱度,确保偏差符合规范及设计要求。
4.6 上料主皮带正式吊装前,组织测量人员测量顶部标高、定位上料主皮带通廊的中心线,以便于在制作、拼装通廊时进行消化可消化偏差,进而提高上料主皮带的安装质量。
猜你喜欢
中国设备工程(2023年2期)2023-02-13
橡塑技术与装备(2021年24期)2021-12-30
起重运输机械(2021年22期)2021-12-03
安全与环境工程(2021年4期)2021-07-26
橡塑技术与装备(2021年12期)2021-06-24
橡塑技术与装备(2021年1期)2021-01-05
河北省科学院学报(2020年4期)2020-03-19
石油化工建设(2018年2期)2018-07-11
重庆建筑(2017年1期)2017-02-09
中国房地产业(2016年2期)2016-03-01
