
端拾器在冲压自动化生产线上的应用
2013-06-28 06:29奇瑞汽车股份有限公司安徽芜湖241009谢玉颖
金属加工(热加工) 2013年17期
奇瑞汽车股份有限公司 (安徽芜湖 241009) 方 芳 谢玉颖
端拾器在很多领域都有应用,在冲压车间主要用在自动化生产线上,安装在自动化传输装置的末端,在自动化传输装置的带动下,代替人工来完成冲压板料与冲压件的抓取。对于车身冲压件,每个冲压件每一序都有一套端拾器,不同的冲压件端拾器结构也不一样。
1. 端拾器定义与种类
端拾器是指安装连接在工业机器人或机械手等自动化传输装置上,利用真空吸盘或夹钳等与被抓取物接触,将被抓取物从一个位置搬运到指定位置器具的通称。根据用途可以分为拆垛端拾器、上料端拾器及下料端拾器。根据匹配的自动化形式不同,可以分为机器人线端拾器、机械手线端拾器及多工位端拾器。
2. 冲压端拾器结构形式及组成
端拾器的形式往往与自动传输装置有很大关系。机器人和机械手所用的端拾器往往是不一样的。多工位自动化生产线上所用的端拾器又有较大的不同(见图1、图2、图3)。
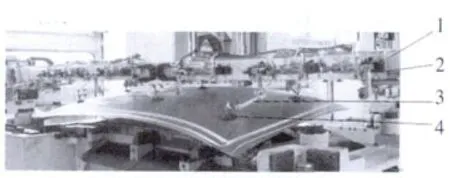
图1 高速横杆传输

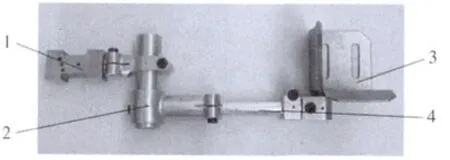
图3 多工位用托铲
3. 冲压线端拾器主要零部件
(1)吸盘 在端拾器配置过程中,最重要的就是确定吸盘类型与数量。根据不同的适应场合,吸盘的种类与尺寸有多种选择。安装方式有快插式、内外螺纹式,结构类型有折叠型、深碟型、平底型、马蹄型等。一般的,折叠吸盘用在弧度较大、定位粗糙的部位,适应性强。马蹄型吸盘用在狭窄紧凑的部位。平底吸盘用在大平面位置,结构强度高,吸力强。吸盘的吸力来自于吸盘内外的气体压力差,在确定吸取某个工件的吸盘时,可按如下公式估算:

式中d——吸盘直径(mm);
m——质量(kg);
s——安全系数;
b—— 压强 (1×105Pa);
c——吸盘数量,其中c=11.2×11.2ms/(bdd)。
吸盘数量c,一般由经验决定,尽量满足在工件上排布均匀对称,在抓取传递过程中工件不颤抖不变形,需要说明的是吸盘数量并非越多越好,吸盘数量过多不但会增加成本,还有可能由于密布的吸盘压缩量不一致而引起工件产生变形,另外抓取的时间也会延长。考虑到工件在抓取过程会产生加速度,一般安全系数取2~2.5。
(2)连接杆 在端拾器制作过程中,主连接杆主要是直径为40mm铝管,延长臂主要是直径为25mm铝棒。铝管的选用主要考虑在受力状态下的铝管挠曲问题。
(3)真空发生器 真空发生器是端拾器制作过程中的重要元器件。其作用在于使吸盘空间内产生真空,然后在大气压的作用下吸附待抓取件。
(4)双料检测器 双料检测器用于在抓取自动化抓取过程中,识别是否存在双板料的情况,从而避免压力机模具受到损坏。
(5)分离气缸 分离气缸主要用于一模两件或双槽制件,实现前后两序之间制件距离有变化的情况,分离距离一般单边要求(0~300mm),同时要求冲压件分离之后不能再合拢。端拾器上增加气缸,要求每个件对应一个气缸。
4. 典型零件的吸盘位置设计
吸盘型号很多,在具体零件的选用上,本着选大不选小的原则,尽可能选用大直径吸盘。冲压行业常用的圆形吸盘直径一般在30~125mm,椭圆形吸盘的尺寸一般在50mm×16mm至140mm×70mm范围内。小于下限值的吸盘规格,由于尺寸小,吸力有限,不建议选用。
(1)侧围外板 针对侧围外板件的吸盘布置,根据制件大小,一般情况吸盘个数在8~12个,如图4所示,侧围上下两侧的位置都可以增加椭圆形吸盘,根据产品平面大小,可以增加60mm×30mm、80mm ×40mm、110mm×55mm等不同型号的吸盘。其他位置的圆形吸盘根据平面大小,可以选用30~125mm吸盘。在平面条件良好的情况下,尽可能选用大直径吸盘。
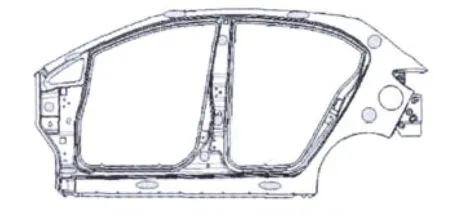
图4 侧围外板吸盘布置
(2)翼子板 由于翼子板一般是左右成双,在吸盘的布置上基本也是左右对称。针对单个翼子板的吸盘布置,一般吸盘个数为3~5个,如图5所示。由于翼子板表面相对平整,一般只需选用圆形吸盘即可。根据零件大小,一般选用直径80mm和100mm两种规格即可满足要求。

图5 翼子板外板吸盘布置
(3)行李箱门外板 针对行李箱门外板的吸盘布置,一般情况下吸盘个数为6个,根据产品大小,如图6所示,尾灯后部的位置都可以增加吸盘。由于行李箱门外板表面相对平整,一般只需选用圆形吸盘即可。根据零件形状,一般选用直径60mm、80mm及100mm三种规格即可满足要求。
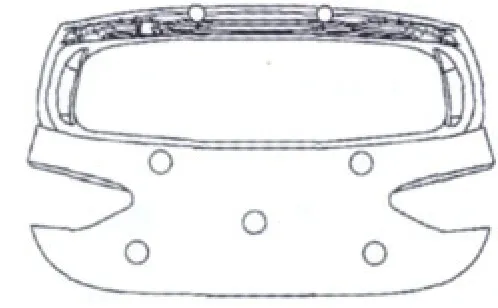
图6 行李箱门外板吸盘布置
(4)行李箱门内板 行李箱门内板空洞较多,型面复杂,根据产品造型的不同与形状的大小,选用吸盘规格可能会较多,但要保证直径在30mm以上。一般情况下,四角长方形示意位置可以优先考虑,在长方形示意位置仍不能满足要求的情况下,中间圆点示意处位置可以增加吸盘(见图7)。

图7 行李箱门内板吸盘布置
(5)车门外板 车门外板形状可分为带窗框与不带窗框两种。带窗框一般是单件单模,不带窗框一般是一模两件。不论是左右成双,还是前后成双,在吸盘的布置上基本都是一致。带窗框门外板,一般选用6个吸盘即可满足要求。不带窗框的门外板,只需根据带窗框的门外板窗框分界线以下的区域来布置吸盘即可(见图8)。
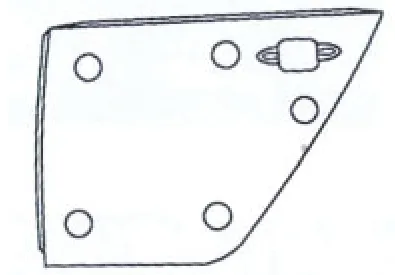
图8 门外板吸盘布置
(6)车门内板 车门内板的造型都比较复杂,台阶多、孔洞多,在吸盘布置上很困难,可以放置吸盘的位置较少,导致吸盘选用困难,为保证吸力,一般只能选用椭圆形吸盘。即使可以实现自动化,因选用吸盘较小,吸力有限,在生产节拍较高时,容易出现掉件等现象(见图9)。
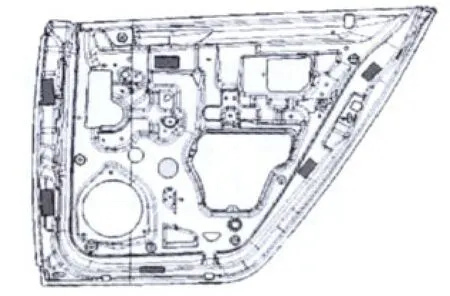
图9 门内板吸盘布置
(7)发动机舱盖外板 发动机舱盖外板属于大平面外面件,在吸盘选用上,只需选择大直径圆形吸盘即可。根据产品形状大小,选择4~6个直径为80mm、100mm的吸盘即可(见图10)。

图10 发动机舱盖外板吸盘布置
(8)发动机舱盖内板 发动机舱盖内板孔洞较多,型面复杂,根据产品造型不同和形状大小,选用吸盘规格可能会较多,但要保证直径在30mm以上。一般情况下,长方形示意位置可以优先考虑,在长方形示意位置仍不能满足要求的情况下,圆点示意位置可以增加吸盘(见图11)。
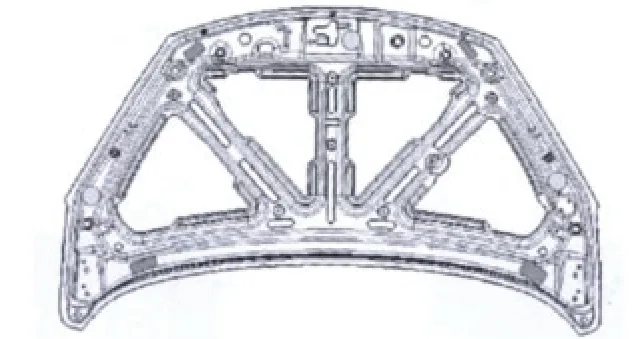
图11 发盖内板吸盘布置
(9)顶盖外板 顶盖属于大平面外表件。在吸盘选用上,只需选择大直径圆形吸盘即可。根据产品形状大小,选择6~8个直径为80mm、100mm、125mm吸盘即可满足要求。如图12所示,如果不是带天窗的顶盖可以在天窗位置增加吸盘。当顶盖带天窗时,一般只需把天窗位置吸盘去掉即可。
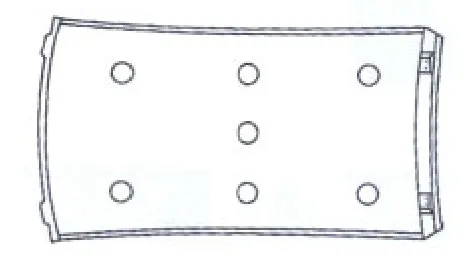
图12 顶盖吸盘布置
5. 结语
综合上述车身侧围外板、翼子板、四门两盖、顶盖大型覆盖件等吸盘布置分析:车身外表面件,平面较大,吸盘布置较容易,可以布置大直径吸盘,吸力也较大。自动化生产过程中,端拾器抓取冲压件简单可行,即使高节拍生产也不会掉件。
车身内板件,造型都比较复杂,台阶多、孔洞多,可以放置吸盘的位置较少,吸盘布置很困难。通过上述几个典型内板件分析,可以发现,内板件一旦造型确定,后期只能利用已成形的型面制作端拾器,如果产品在设计造型时没有考虑吸盘布置要求,很难保证内板件的自动化生产。即使有较小的平面位置,布置小直径吸盘,但由于吸力有限,在自动化生产时,容易出现掉件,节拍比较低。因此,在产品造型阶段,考虑吸盘布置,预留数量足够的较大平整面是必要的。
猜你喜欢
汽车零部件(2022年7期)2022-08-03
汽车实用技术(2022年5期)2022-04-02
装备制造技术(2021年5期)2021-08-14
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
模具制造(2019年4期)2019-06-24
