TANDEM焊接技术和Q690高强钢板在液压支架上的应用
2013-08-24 02:15王玉山杨桂从
科技传播 2013年23期
王玉山,杨桂从
1.山西阳泉煤业集团机械制造局,山西阳泉 045000
2.山西阳泉煤业集团华越机械有限公司,山西阳泉 045000
1 我国液压支架的材料和焊接工艺
我国的液压支架研究开始于上世纪五、六十年代,直到上世纪末,我国才有了逐渐有了比较成熟的液压支架研发制造体系。但是我国液压支架的研究和世界先进水平仍然有一定的差距,比如液压元件研究落后,控制系统落后,可靠性差等等,尤其是在液压支架的支撑强度上远远落后于世界先进水平。
影响液压支架的支撑强度的主要因素有两个,液压支架的材料和液压支架的焊接水平。在材料方面,我国以前用的焊接材料普遍是350MPa 的钢板,最近几年随着钢铁行业的发展钢板的强度也有所提升,但是大部分的钢板强度仍然停留在σs=400MPa ~600MPa 级别,而国外普遍采用σs=700MPa ~1000MPa 的优质板材。在焊接工艺上,大多数的工作模式是先将板材型材点焊成形,然后手工MAG 焊接。而国外一般采用自动化焊接机器人生产线进行焊接工作,能够大大的减轻工人的劳动强度,并保持稳定的焊接质量。
2 焊接材料的选择
研究焊接工艺首先要了解焊接材料的焊接性,本文选取Q690 低合金高强度钢作为研究对象,Q690 钢的主要化学成分和力学参数如下:
化学成分:

表1
抗拉强度 σb:

表2
屈服强度 σs

表3
伸长率δ/%:

表4
通过以上参数可以得知Q690 钢的强度高,韧性好,而且焊接工艺性好。但是如果不能正确的选择焊接参数,反而会导致焊接接头的的力学性能下降,在焊接接头处也容易残留焊接应力。这样焊接接头变成了整个焊接结构的薄弱区,极易失效。
3 TANDEM 焊接技术
TANDEM 焊接技术是一种双丝焊接技术,而它又不同于普通的双丝焊技术。普通双丝焊技术见图1(a)。两根焊丝共用一个导电嘴,共用一个电源,如此一来,两根焊丝的电位相同,无法分别调节各自焊接参数。TANDEM 焊接技术如图1(b)所示,两根焊丝相互绝缘,通过两根导电嘴,分别有两个电源供电。两个焊丝的所有焊接参数都可以分别调控。
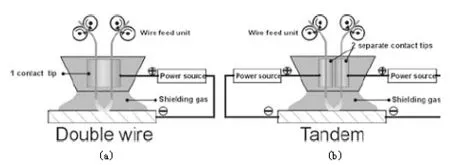
图1
焊接时,主焊丝电流较大,可以形成比较大的焊深,从焊丝电流较小。两个供电电源焊丝的电流为峰值时,主焊丝的电流往往较小。两根焊丝互相加热,能够提供比较理想的熔敷,而且可以形成比较长的熔池,因此气泡有充分的时间溢出,气孔率很低。焊接的电流比较大,但是由于有第二焊丝为熔池补充热量,所以焊接速度很快也不用出现热量散布不开的问题。由于焊接速度快,热输入量比单丝焊接和普通的双丝焊低,因此焊接变形小,焊接残余应力比较小。
4 TANDEM 焊接技术对Q690 的焊接试验
Q690 的晶相组织如图2 所示。从图中可见Q690 的主要晶相组织是贝氏体。由于焊接过程中会将材料加热至融化,材料的微观组织发生了极大地改变,所以不能单单研究母材材料,研究焊接热影响区的微观组织也至关重要。
焊接影响区的区域划分和Fe-C 相图如图3 所示。从图中可以看出,热影响区可以分为熔合区,过热区,正火区和部分相变区。熔合区是焊缝到母材的过渡部分,温度一般处于固相和液相之间,金属被加热到局部熔化,晶体非常的粗大,化学成分和组织都很不稳定,冷却后得到魏氏组织。熔合区的范围很小,但是裂纹和脆性破坏一般都从熔合区产生。过热区是钢被加热到1100℃到熔点之间,这是奥氏体的晶粒迅速长大,焊后经过空冷,得到魏氏组织。过热区的塑性和韧性都不好。正火区的温度是母材吸收的热量正好处于正火温度的区域,大约是900℃~1100℃。加热后全部转变为奥氏体,焊后空冷得到铁素体和珠光体,晶粒细小而均匀。部分相变区又称为不完全重结晶区,一部分钢被加热到奥氏体转变温度,而另一部分为铁素体。冷却之后微观组织F+P。

图2
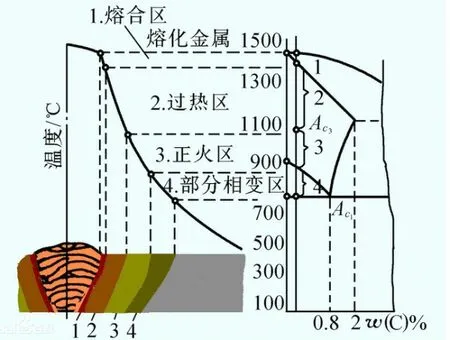
图3
现用TANDEM 焊接技术使用不同的焊接对Q690 同种型材进行焊接试验。采用35mm 厚度的Q690 钢板对接拼焊。焊接坡口为单边Y 形坡口,两根焊丝之间的电流脉冲峰值关系设为随机。
试验中对钢板焊前预热处理,并控制不同的热输入量,具体的焊接参数设置见下表,由此研究焊后得到的晶相组织和力学性能。
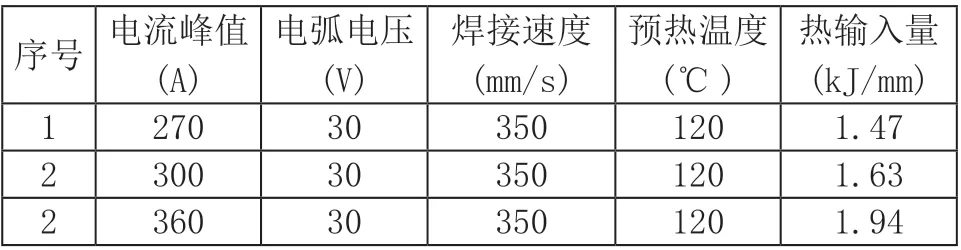
表5
5 试验结果和结果分析
焊后对不同的焊接接头进行力学性能试验,得到以下结果。

序号 焊接热输入(kJ/mm)屈服极限(MPa)强度极限(MPa) 伸长率(%)

表6
不同的热输入焊后的焊接热影响区的的晶相组织图如下图所示。

图4
从图中可以看出在1.47kJ/mm 的焊热输入吓得到的晶相组织多多为板条状马氏体。因为从表1 中可知Q690 中的Ni、Cr成分较多,具有淬硬性。而且在比较低的焊热输入下,冷却较快,相当于空冷淬火,所以形成马氏体。由于C 含量较低,所以形成了低碳的板条状马氏体。这种形态的马氏体的板条之间相互错位,晶粒之间的约束力大,因此可以提供很好的韧性。
在1.63kJ/mm 的焊热输入下得到的显微组织是板条状马氏体和贝氏体、针状铁素体的混合体。板条状马氏体的方向和焊缝的马氏体方向一致。在比较高的焊热输入下,金属的冷却较慢,奥氏体先转变成贝氏体和针状铁素体,再转变成马氏体,因而在晶相组织中产生了贝氏体和针状铁素体。针状铁素体的产生于奥氏体内的非金属元素,其晶粒细小,穿插在马氏体和贝氏体的晶粒之间,对于微观裂纹的生长的能够有效地阻止,因此可以提高焊接接头的强度和韧性。
在更高的1.94kJ/mm 的焊热输入下得到的晶相组织是板条状马氏体,粒状贝氏体和上贝氏体。粒状贝氏体是由于稍高于上贝氏体的形成温度而又低于珠光体转变温度是过冷奥氏体转变成的块状铁素体和高碳奥氏体,高碳奥氏体在随后的转变成为珠光体贝氏体和马氏体的晶粒混合物,成为M-A 组元,降低了韧性。而上贝氏体由铁素体和渗碳体组成,在硬度、强度、韧性上都很差,没有什么机械性能。所以在该热输入下的焊接接头整体表现出来的力学性能不好。
6 结论
通过使用TANDEM 焊接级数对Q690 的板材焊接试验,得到在较低的焊接热输入是可以得到比较好的焊接韧性;在中等的焊接输入时,可以得到强度和焊接韧性都比较合理的焊接效果;高的焊接热输入下会得到上贝氏体和粒状贝氏体,两者都对韧性有很大的破坏作用,得带的焊接接头,韧性极差。
所以如果想得到韧性比较好的焊接结构,必须控制焊接热输入不能太大,而TANDEM 焊接技术由于能够提供理想熔深的同时加快焊接速度,所以就可以避免焊接件得到过大的焊接热输入,提供韧性良好的焊接件。
猜你喜欢
中国钼业(2023年6期)2023-02-02
山东冶金(2022年2期)2022-08-08
陕西科技大学学报(2021年5期)2021-10-27
石油学报(石油加工)(2016年3期)2016-07-01
河北工业大学学报(2016年6期)2016-04-16
山东冶金(2015年5期)2015-12-10
上海金属(2015年6期)2015-11-29
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
汽车零部件(2014年5期)2014-11-11