
平模成型机压辊的特性分析
2013-09-06 01:57谭敏尧
森林工程 2013年3期
李 滨,谭敏尧
(东北林业大学机电工程学院,哈尔滨 150040)
生物质燃料平模成型机具有结构简单,节省钢材,制造容易,造价低廉的优点,特别适用于压制纤维质的体积质量小、体积大的原料。由于平模成型机对原料粉碎粒度和含水率要求不高,所以平模成型机非常适合广大农村的小规模灵活生产使用。直辊平模成型机的压辊在平板上作圆周运动,因此,直辊按轴向接触点的线速度是不等的,这将造成颗粒成品质量的不均和压模压辊的磨损不均匀,增加设备能耗,并在生产过程中发出过大噪音,因此作为平模成型机的重要工作和磨损部件,对压辊特性分析很有必要。
1 平模成型机的工作原理
平模成型机的平模板固定,上面配置2个压辊,工作时,电动机带动传动轴经差速器减速至主轴,进而带动压辊随主轴共转、且在摩擦力的作用下自转,完成对物料的挤压成型。在平模与压辊的强烈挤压作用下,物料逐渐被压实,挤入平模的模孔中,并在模孔中不断受到后挤入的物料的压力而穿出模孔挤出成型。物料被挤出模孔后,由切刀切割成一定长度的颗粒,最后从出料口滚出。更换不同孔径的模板可压制不同直径的成型燃料。小型平模成型机无需配备加热装置,靠工作过程中挤压、摩擦产生的热能使物料温度升高,软化,进而形成符合要求的生物质燃料[1-2]。
2 压辊的滑动作用
平模成型机压辊的特点是转速较低,这使工作中的压辊对物料有较强的攫取力,并且降低了打滑的可能性[3]。
但是在实际工作中压辊在平模板上并非整体做纯滚动运动,从其轴向上看,压辊在运动过程中一直伴随着滑动,而这种滑动作用的产生与物料的种类无关,是由平模成型机的工作原理所决定的。滑动作用的存在,固然会在一定程度上加快压辊平模板的磨损,但在客观上却增加了成型机的挤压性能,使平模成型机在加工含粗纤维较多的生物质原料方面成为佼佼者[4-5]。下面将从运动分析和受力分析方面对滑动作用进行讨论。
以图1所示的逆时针旋转的压辊为例,平模成型机工作时,压辊上必定存在一条纯滚动的圆周线H。在纯滚动线H内侧,压辊转速相对较快,对物料产生超前性的滑动,称之为滑转滚动;在纯滚动线H外侧,压辊转速相对较慢,对物料产生滞后性滑动,称之为滑移滚动。

图1 压辊受力情况图Fig.1 The force of the roller
压辊与物料的任意接触点A,其受力如图1所示,因压辊挤压物料而受到物料对其的反作用力N,N的大小随攫取角α变化而变化,但其方向总是沿半径指向压辊圆心;压辊与物料之间还可能存在摩擦力F,F必定沿接触点的切线方向,但其指向有待讨论确定。
当平模成型机进入稳定工作状态时,压辊处于平衡状态,建立图1所示的柱坐标系,以压辊中心轴为Z轴,压辊最外截面圆心为Z轴的O点,以竖直方向半径为Y轴。因平模压辊的自转是从动的,故不存在驱动力矩,其自身力矩之和为零,可以得到压辊力矩平衡方程[6]:

假设纯滚动线H的Z坐标为z0,则公式 (1)可写作:

显然,公式 (2)左侧表示滑移滚动区合力矩,右侧表示滑转滚动区的合力矩,两个合力矩等大反向。在滑转滚动区,压辊因转速较快,相对于物料摩擦力F方向沿切线指向上,合力矩方向为顺时针,则由力矩平衡关系可推得,公式 (2)左边描述的滑移滚动区所受合力矩必定为逆时针方向,因此该区内的接触点所受摩擦力F方向应沿切线指向下方。
在确定了压辊的受力状况后,就可对物料进行受力分析,物料受力情况如图2所示,对于压辊挤压物料的任意一点B,物料受到压辊对其施加的压力N'和摩擦力F',分别与N和F为反作用力。在与平模板接触的平面上,物料受到水平方向上的摩擦力F水和竖直方向上的支持力N竖,则物料的受力平衡方程为[7]:
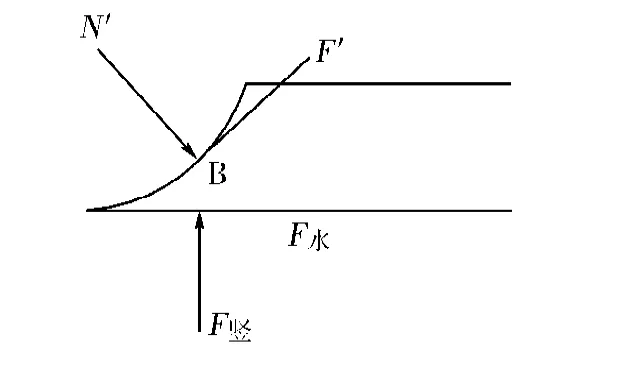
图2 物料受力情况图Fig.2 The force of material

在滑移滚动区,物料所受摩擦力F′沿切线指向右上方;在滑转滚动区,物料所受摩擦力F′沿切线指向左下方,在纯滚动区,F为零。从上述的压辊运动情况和物料受力情况我们可以作出以下分析。
从公式 (2)到公式 (4)可以得出,与纯滚动相比,滑转滚动和滑移滚动的产生就是将作用力在竖直方向和水平方向进行了重新分配。在滑移滚动区内,摩擦力F′沿切线指向上,由公式 (3)可知,物料在水平方向上受力增大,因此在水平方向上对物料的挤压作用增强。在滑转滚动区内,摩擦力F′沿切线向下,由公式 (4)可知,物料在竖直方向上受力增大,竖直方向的挤压作用增强。由此可知,两种滑动作用产生的效果并不是消极的。
由运动分析知,在滑转滚动区,压辊产生超前性滑动,因此对平模径向上单位长度的物料而言,在压辊上的挤压行程增加,这相当于在竖直方向增加了物料的预压缩行程。在滑移滚动区,压辊产生滞后性滑动,对于平模径向上单位长度的物料,在平模上的挤压行程增加,相当于在水平方向上增长了预压缩行程。这就是平模成型机模板厚度远薄于环模厚度的原因了。
从公式 (3)和公式 (4)可以看出,两种滑动作用导致了摩擦力的产生,摩擦力使压辊和物料之间产生了两种剪切作用。滑转滚动区的超前性滑动使压辊在竖直方向对物料产生了较强的剪切作用,这种剪切作用越靠近模板中心越明显。滑移滚动区的滞后性滑动使磨辊在水平方向对物料产生了较强的剪切作用,这种剪切作用越远离模板中心越明显。试验时发现,平模的中间几圈模孔出料快,越是里圈和外圈的模孔,出料越慢,且颗粒越坚硬,品质越好,这是因为模板内侧和外侧的物料受较大剪切力,原料粒子能充分充填、嵌合[8-9]。
滑移滚动和滑转滚动的存在会导致压辊平模等零件的磨损程度增加,在设计时可将平模设计成对称结构,能够正反使用,这将有效降低易损件成本。同时,对压辊外形进行改进,设计成圆锥台,达到压辊宽度范围内线速度一致,这样大大提高了压辊对物料的附着效果,避免了磨损不均匀,经试验,用平模直辊与平模锥辊压制同一成分的物料,结果表明,平模直辊式压辊的品质不如锥辊式压辊制料的光滑、整齐,而且其密度小于平模锥辊式压制的物料的密度。
3 锥辊动力学分析
平模成型机的主轴OZ以电机驱动,工作时压辊以匀角速度ωt绕铅垂轴OZ进动。压辊是以自转轴ζ为回转轴的均质圆锥台刚体,其质量为m,半径为R,对回转轴的惯性半径为ρ,OC长为l,设ζ轴与Z轴的夹角即章动角为θ,为了使转速一定的压辊产生最大的压力,θ角应取何值?
3.1 对平模成型机的运动分析与动力分析
显然,压辊是在绕O点作定点运动。假设压辊沿底盘作纯滚动,则接触点D速度为零,DO就是瞬时转动轴,取过定点且与压辊主轴方向一致的固连系 [O,e1,e2,e3],即Oξηζ系如图所示。压轮进动角速度为ωt,则其自转角速度ωs与ω分别为:

由于压辊是在作规则进动,根据赖柴定理,作用在压轮上外力的主矩为:

式中:J2为压辊对η轴的转动惯量;J3为压辊对ζ轴的转动惯量。
将 (7)式投影到ξ轴 (ξ轴垂直于纸面向外),得:


图3 成型部件的剖面简图Fig.3 The cross-section diagram of forming part
将ωs代入 (8)式,得


3.2 产生最大挤压力的条件

作用在压辊上的外力有其重力P、物料对压辊的作用力FN及主轴通过压辊架对压辊的拉力,将物料对其的静摩擦力和滚动摩阻力偶忽略,则外力对 ξ轴的力矩为[10]:

由公式 (5)和公式 (6)两式解得底盘的法向反力为:,得以下两个三角方程:

由于均质压辊对过O点主惯量为:

将公式 (14)代入公式 (13)式后得:


故公式 (12)与公式 (15)是产生最大挤压力时章动角θ应满足的方程。公式 (8)的解为:
对于公式 (15),在给出平磨机的有关参数后,则可计算出数值解。如取R=0.125m,ρ=0.1m,l=0.185m,则解得:

4 结论
(1)在滑转滚动区内,压辊的滑动作用在竖直方向上对物料增加了预压缩行程;在滑移滚动区内,压辊的滑动作用在水平方向上增加了物料的预压缩行程,这就是平模成型机模板厚度远小于环模厚度的主要原因。
(2)滑动作用产生的摩擦力使压辊和物料之间产生了剪切作用,这样原料粒子能充分充填、嵌合并使粗纤维含量较大的物料仍然能够被充分地揉碎、嵌合,进而成型,且颗粒越坚硬,品质越好。
(3)在忽略模板对压辊的静摩擦力和滚动摩阻力偶的情况下,公式 (13)是使平模成型机产生最大压力章动角时应该满足的方程;公式 (11)是计算压辊压力的公式,根据成型机的不同参数,则可利用公式 (13)计算其最佳章动角,从而对其进行优化设计。
(4)若考虑压辊受到的滚动摩阻力偶矩Mmax,由于Mmax=-FNδe3,式中的δ是滚动摩阻系数,它与压辊和物料的硬度等因素有关,Mmax在ξ轴的投影为零,它不影响θ与FN的计算。
【参 考 文 献】
[1]黎粤华,王述洋.生物质生物质燃料平模固化成型机压辊特性分析[J].机电产品开发与创新,2009,22(6):47 -49.
[2]俞国胜,候 孟.生物质成型燃料加工装备发展现状及趋势[J].林业机械与木工设备,2009,37(2),4-8
[3]陈义厚,周思柱.三锥辊式平模制粒机的设计与研究[J].机械设计与制造,2007(11):126-128.
[4]周云飞.董希斌.伐区剩余物收集成型设备压缩装置的研究[J].森林工程,2010,26(2):39 -41.
[5]赵明杰,吴德胜.平模制粒机在生物质成型方面的应用[J].农业机械,2008(5):67 -69.
[6]张吉鸿.平模颗粒机模辊设计探讨[J].山西农机,2002(16):90-92.
[7]Lee G,Kwak D,Kim S.Analysis and design of flat-die hot extrusion process-1:three-dimensional finite element analysis[J].International Journal of Mechanical Sciences,2002,44(5):915-934.
[8]Smith I E,Probert S D,Stokes R F,et al.The briquetting of wheat straw[J].Journal of Agricultural Engineering Research,1977,22(2):105-111.
[9]Béreaux Y,Charmeau J,Moguedet M.A simple model of throughput and pressure development for single screw[J].Journal of Materials Processing Technology,2009,209(1):611-618.
[10]侯东生.碾磨机的优化设计[J].陕西科技大学学报,2004,22(6):116-117.
[11]申树云,董玉平.生物质颗粒成型机的环模特性研究[J].太阳能学报,2010,31(1):132 -136.
猜你喜欢
橡塑技术与装备(2022年5期)2022-05-17
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2022年3期)2022-03-16
中学生数理化·八年级物理人教版(2021年3期)2021-07-22
橡塑技术与装备(2018年21期)2018-11-13
制造技术与机床(2018年9期)2018-09-19
中国铸造装备与技术(2017年3期)2017-06-21
创新作文(1-2年级)(2016年4期)2016-05-14
工业设计(2016年6期)2016-04-17
橡胶工业(2016年11期)2016-02-24
