
RCC-M M140评定在我国核电大型锻件制造过程中的适用性
2013-09-23 01:42陈红宇贾新胜杜军毅
大型铸锻件 2013年6期
陈红宇 贾新胜 杜军毅
(中国第二重型机械集团公司重型压力容器与核电技术研究所,四川618013)
核电大型锻件是组成核电站核岛主设备的核心基础部件,其制造涉及专业面广、工序复杂、制造难度大。为提高锻件质量的稳定性,RCC-M M140规定重要部件在开始产品制造前要进行评定。评定分为两个部分,一是车间评定,验证制造厂是否具备相应的技术能力、设备能力和管理能力;二是技术评定,验证制造厂所选择的工艺方法、工艺参数是否能够满足产品采购规范要求,制造厂能否按照事先制定的文件进行制造,达到固化产品制造工艺方法和工艺参数的目的,使产品制造具有可复制性[1]。
在我国核电技术引进和设备国产化过程中,从大亚湾、岭澳、岭澳二期、红沿河、阳江、防城港到秦山二期、秦山二扩、福清都采用了RCC标准体系,在核电大型锻件国产化过程中由苏州热工研究院和中国核动力研究设计院根据RCC-M M140的要求进行了评定。然而,核电技术标准应与一个国家的工业基础和技术基础相适应,RCC-M标准体系是建立在法国的工业基础和技术水平之上,全盘采用RCC-M M140的规定会进一步增加我国装备制造企业制造核电关键部件的难度,影响关键设备国产化的进程。
本文从我国核电大型锻件制造能力和技术水平的实际情况出发,探讨RCC-M M140评定在我国核电大型锻件制造过程中的适用性,为构建中国的核电标准体系提供参考。
1 影响核电大型锻件质量稳定性的关键工艺
核电大型锻件的制造涉及冶炼、浇注、锻造(包括冲压成形)、热处理、机加工、性能检验、无损检测等多个工序,制造周期长,单工序难度大,各工序相互关联、相互影响。根据RCC-M M141规定,反应堆压力容器、蒸汽发生器、稳压器、反应堆冷却剂泵需要评定的部件见表1[4]。
根据RCC-M M143.5 要求,制造厂应根据采购方要求,将直接影响产品质量的主要参数进行规定并列入制造大纲。锻件制造大纲至少应包括以下内容:
——炼钢原材料;
——冶炼工艺;
——熔炼成分目标值;
——钢锭的重量(包括钢锭类型);
——钢锭头部和尾部切除最小百分率;
——锻件在钢锭中的位置;

表1 核岛关键部件Table 1 Key parts of nuclear island
——按时间先后顺序列出以下制造工序:冶炼、锻造、机加工、热处理、取试、无损检验;
——锻造过程每火次的外形图,包括按照M380确定的锻造比和总锻比;
——锻造毛坯外形图、热处理外形图和交货图;
——中间热处理和最终热处理(性能热处理);
——验收试料在工件中的位置图;
——试样在试料中的位置图。
其中,炼钢原材料、冶炼、锻造和热处理是保证产品性能的关键因素。RCC-M标准对应的章节对影响产品质量的主要参数如总锻比、奥氏体化温度、回火温度等也做了原则性的规定。
1.1 炼钢原材料和冶金辅料
核设备是在高温、高压和中子辐照环境下服役,为保证核设备的安全性,要求核电大型锻件具有钢水纯净度高、力学性能优良、质量均匀等特点。炼钢原材料和冶金辅料是钢锭制造的基础,也是保证钢锭质量优良的关键。炼钢原材料包括生铁、废钢和铁合金,由于As、Sn、Pb、Cu、Co等残杂元素在冶炼过程中无法去除,因此应精选炼钢原材料保证残杂元素满足要求并尽可能低。炼钢用的辅助材料包括造渣材料、炉衬材料、保温材料、发热剂等。造渣材料包括石灰和萤石,在粗炼和精炼阶段对脱磷、脱硫影响较大。炉衬材料在高温下长时间工作,受到侵蚀后进入钢水,影响钢水的纯净度。保温材料、发热剂影响钢锭的凝固过程,对钢锭的偏析产生影响。此外,天气和气候对冶炼也产生重要影响,空气湿度大时,炼钢原材料和冶金辅料水含量高,导致钢锭H含量较高。
1.2 钢锭制造
用于核电大型锻件的钢锭包括实心钢锭、空心钢锭和电渣重熔钢锭,三种钢锭的工艺过程和技术难点各不相同。按照RCC-M相关章节的要求,三种钢锭都能够用于制造大型锻件。空心钢锭是法国克鲁索锻造的专有技术,国内企业以双真空实心钢锭为主,电渣重熔钢锭在核岛主设备压力容器、蒸汽发生器、稳压器用核电大型锻件制造领域的应用案例还比较少。
在钢水冶炼过程中,通过精选原材料已经能够将As、Sn、Pb、Cu、Co等残杂元素降到很低的水平,通过粗炼时大渣量排渣、精炼时造白渣能够将P、S含量降低到极低的水平,但是脱氧仍然是冶炼的难点。只有降低氧含量才能降低钢中氧化物类夹杂物,钢中的Al才能和N结合形成细化晶粒的AlN颗粒[2,3]。钢水精炼完成后开始浇注。分析从精炼工位到开始浇注的时间、浇注时间、浇注流速、浇注时的真空度等对钢锭的偏析产生的影响。此外,根据产品不同吨位、不同形状的特点,最佳的合金含量配比、钢锭模的高径比也是保证产品性能的重要因素。
1.3 锻造
锻造是通过压力机对坯料施加压力,利用金属的高温塑性变形,改变坯料的尺寸和形状,改善内部组织和力学性能,获得所需形状的毛坯。大型核电锻件必须采用100 MN以上液压机进行锻造,锻造开始时应根据钢锭偏析程度选择合适的头尾切除量。为打碎钢锭结晶过程中形成的粗大柱状晶,提高产品的均匀性,还要求锻造过程具有一定的总锻造比。
1.4 热处理
热处理是决定产品性能的重要环节,对于大型锻件最终热处理来说,从出炉到入水时间、热处理炉炉温的均匀性、热处理过程的自动化程度以及淬火介质的稳定性都是保证锻件热处理质量稳定的重要因素。
2 中国和法国核电工业基础和技术基础比较
2.1 法国核电工业基础
法国从20世纪70年代开始大力发展核电,目前正在运行的核电站有58座,核电发电量占总发电量的85%。法国阿海珐集团(Areva)是法国核工业的巨头,是在整合法国多家核能大型国企的基础上组建的核工业公司,在核电业务方面居世界领先地位,具备铀矿开采、铀浓缩、核燃料加工、核电站设计和建造、核设备制造、后续乏燃料处理等能力,业务范围囊括整个核电站产业链。阿海珐集团于2006年收购了世界上最大的大型锻件制造商之一——Sfarsteel公司,成立阿海珐集团核能公司(Areva NP)。Sfarsteel公司在法国中部的Le Creust地区设有4家制造厂,拥有近400名工作人员,其中包括制造大型锻件的克鲁索锻造。克鲁索锻造从20世纪70年代开始持续为法国核电工业提供核岛主设备,具有强大的制造、加工和组装能力,能够制造1 300 MW级核反应堆成套铸锻件,可完成核岛大型设备从原材料到加工组装一整套制造过程,在核岛主设备和大型锻件制造方面具有丰富经验。
2.2 中国核电工业基础
我国核能利用走的是引进、消化吸收和再创新的路子,三大核电集团(中国核工业集团公司、中国广东核电集团公司和国家核电技术公司)负责核电站的总体设计,三大动力集团(东方电气集团、上海电气集团和哈尔滨电气集团)负责核岛主设备的制造,中国一重、中国二重以及上海电气重工集团负责核岛主设备用大型锻件的制造,其中中国一重同时具备核岛主设备制造能力。
由于法国M310技术只是我国核电建设的技术方向之一,从设计原意的理解、设备的制造到大型锻件的研制,积累的经验不多,在关键技术上仍处于知其然不知其所以然的状态。由于核电设计、设备制造和锻件制造不属于同一个单位领导,各家站在各自的利益角度,出现不符合项时处理难度很大。为确保设备的安全性,设计和设备制造单位往往提出比标准更苛刻的要求,进一步加大了大型锻件的制造难度和制造的稳定性。此外,核电大型锻件评定单位和设计单位往往不属于同一部门,评定和设计结合不紧密且评定所得到的成果无法及时反馈到设计中。
2.3 中国和法国核电大型锻件制造能力比较
随着我国《核电中长期发展规划 》(2005—2020)的出台,我国核电建设进入快速发展期。为适应国家核电快速发展的需要,提高重大技术装备自主化市场占有率,实现核电关键基础零部件国产化,国内核设备和部件制造骨干企业在国家和地方政府的支持下进行大规模技术改造,目前已经形成东北、上海和四川三大核电设备制造基地。我国核电大型锻件和设备制造能力已达到世界先进水平,见表2。国内企业经过持续装备改造和多年连续技术攻关,核电大型锻件制造技术取得重大突破。一重、二重和上海电气重工集团均完成二代改进型核电大型锻件的评定[4],实现制造批量化。一重和上海电气重工集团同时完成了第三代AP1000整套核电大型锻件的制造。一重已经开始EPR核电大型锻件的制造。上海电气重工集团完成高温气冷堆核电锻件的制造。通过核电大型锻件的国产化,大大提升了我国核电装备的装机水平和制造实力,对摆脱我国大型铸锻件受制于人的局面、提高我国装备制造业的国际竞争力、保障我国核电发展战略的实施具有重大意义。
我国核岛主设备和部件制造能力虽达到世界先进水平,但在关键设备的配套和技术能力方面和法国相比还存在很大差距。由于我国制造厂研发能力薄弱,对影响产品质量的关键因素还没有做深入研究,机理性研究几乎没有开展。我国设计单位和核电大型锻件制造企业属于不同的部门,难以开展实质性的共同研发。
在法国,不论是之前的珐马通公司还是现在的阿海珐集团,其业务范围都包括核电站设计和建造、核设备制造、大型锻件制造。由于设计和制造属于同一个单位,设计能够根据制造能力进行设计,制造也能够根据设计的原意进行制造。通过M140评定,设计能够得到大量的实物数据并将这些数据反馈到设计中。
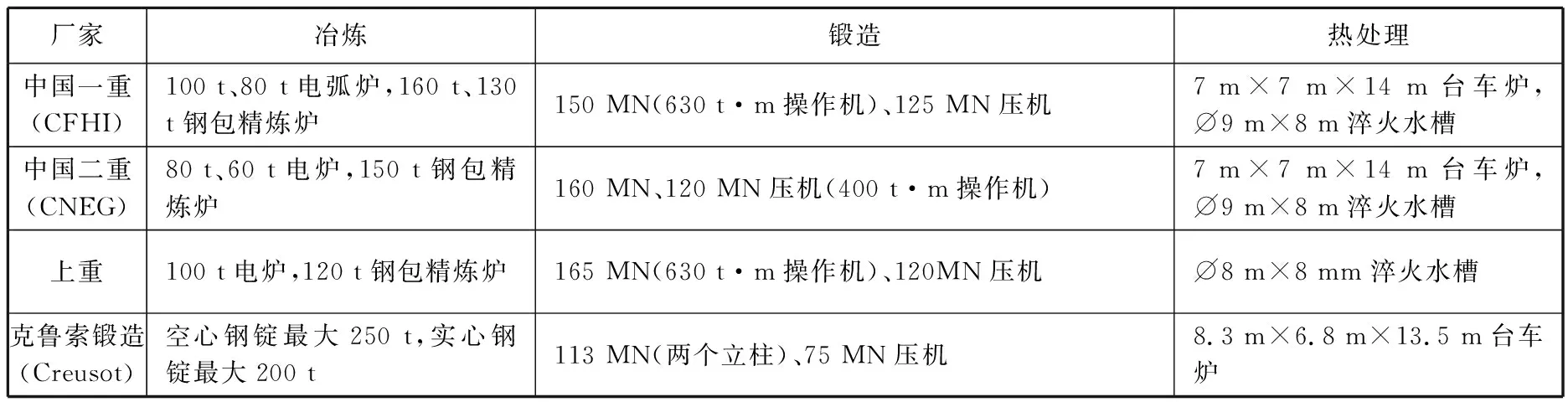
表2 中法核电大型锻件制造能力比较Table 2 Comparison of manufacturing capacity for nuclear power heavy forgings in China and France
3 分析与讨论
3.1 核电锻件制造的可复制性探讨
RCC-M《压水堆核岛机械设备设计和建造规则》所给出的制造和检验规则是法国核工业实践经验的具体体现,由法国核岛设备设计和建造规则协会(AFCEN)为规范法国压水堆核电站机械设备设计和建造而编制,是法国核电标准RCC系列的一个分支。由于法国只有阿海珐集团一家进行核电站的设计、建造和设备制造, RCC-M《压水堆核岛机械设备设计和建造规则》实际相当于阿海珐集团的企业标准。法国工业企业从20世纪70年代开始持续为法国核电工业提供核岛主设备和锻件,其评定工作已基本结束。法国工业设备自动化程度高、受人为因素的影响较小,基础性研究深入。由于经过多个循环的工艺优化,制造关键技术成熟,产品制造过程和产品质量具有可复制性。
国内企业虽然设备能力已经满足制造要求,但设备自动化程度低,各环节受人为因素的影响多,屡屡出现评定合格后产品不断报废的现象。制造大纲虽规定了炼钢原材料、冶炼、锻造和热处理属于影响产品质量的主要参数,但制造大纲不可能对工艺操作过程做详细的规定,而操作过程中的细节往往对产品质量产生重要影响。在国内,炼钢原材料和冶金辅料往往出现不同厂家生产的材料质量不同,即使同一厂家的产品,不同的批次质量也不同。原材料的不稳定,引起钢锭质量的不稳定。钢水冶炼过程中,从精炼工位到开始浇注的时间、开浇温度、破真空的时间等受人为因素的影响很大,其参数往往根据操作工人的经验来确定,难以实现工艺固化。炼钢原材料和冶炼、浇注工艺的不可复制性,使钢水的纯净度、钢锭的偏析程度不完全相同。钢锭质量不同,锻造过程对应的头部和尾部切除量也应不同。我国锻造用液压机虽都配有操作机和激光在线检测设备,但行车和工装的使用仍需要操作者现场指挥,锻造过程随意性强,工艺过程难以复制。性能热处理用的燃气炉目前无法实现完全自动化,热处理吊具自动化程度低,从打开炉门到锻件入水的时间不可控。由于关键工艺存在如此多的不可控因素,采用相同的制造大纲和制造工艺进行产品制造,产品质量并不相同。由于评定件是制造厂首次制造,制造工艺不可能是最合理的,需要逐步改进和优化工艺。由于M140评定的目的就是固化工艺,要进行工艺改进就需要持续进行评定,若要持续进行评定,不但大大增加产品制造周期,也增加了制造厂的制造成本。
3.2 核电锻件评定方案的探讨
M140虽然规定了哪些部件要进行评定,但是没有对评定的内容做详细规定,评定单位只能参照其他单位的评定方法,往往是为评定而评定。例如蒸汽发生器下部筒体锻件,产品验收时要求一端内1/4T(T为热处理时的厚度)取试,评定时要求两端内1/4T、1/2T、外1/4T取试,要求1/2T和1/4T的性能都要满足设计要求。既然产品的性能要求内1/4T取试,那么要求评定件1/2T的性能也同样满足设计要求就没有什么意义。另外,如此大型的筒体采用一端取试很难反应产品质量的均匀性,ASME第Ⅲ卷NB分卷规定,大型筒体高度大于直径的1.5倍时要两端取试,我国压力容器锻件用标准NB/T47008—2010《 承压设备用碳素钢和合金钢锻件》也做同样要求,作为性能要求更为严格的核1级锻件却要求一端取试,很明显是基于克鲁索空心钢锭的质量特点做出的规定,并不适合我国实心钢锭的实际情况。
4 结束语
由于依据的工业基础和技术基础不同,法国RCC-M M140评定在我国尚不具有普遍的适用性,评定合格后产品制造过程中不时出现产品报废现象。我国虽然装备能力达到国际先进水平,但设备自动化程度低,工艺各环节受人为因素影响多,操作过程可复制性差。评定固化了工艺,制造厂难以进行工艺优化和工艺改进,评定和设计结合能力不强,使得评定得到的数据没有发挥应有的作用。建议在我国核电技术标准编制过程中,在确保产品质量的前提下,对核电大型锻件的评定做出符合我国工业基础和技术基础的规定。
[1] RCC-M M140(2000 edition).Design and Construction Rules for Mechanical Components of PWR Nuclear Power Plants.
[2] 王涛.1 000 MW核电蒸发器管板炼钢工艺研究.大型铸锻件,2002,(1):4-9.
[3] 赵林,金东国.赵长春.核电压力容器用钢的冶炼.一重技术,1997(1):4-9.
[4] 阚玉琦,黄大鹏.张绍军等.核电站核岛大型铸锻件制造工艺评定方法研究的意义.热加工工艺,2010(1):53-55.
猜你喜欢
水泵技术(2022年1期)2022-04-26
一重技术(2021年5期)2022-01-18
宝藏(2021年6期)2021-07-20
大型铸锻件(2021年3期)2021-04-30
山西冶金(2020年4期)2020-09-17
大型铸锻件(2020年5期)2020-09-15
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
大型铸锻件(2015年1期)2016-01-12
