
某子母弹弹体毛坯加工工艺改进
2013-09-26 12:34李中麟夏克祥姜春茂刘有江朱晓英赵裕民王波王威威单利剑
精密成形工程 2013年5期
李中麟,夏克祥,姜春茂,刘有江,朱晓英,赵裕民,王波,王威威,单利剑
(北方华安工业集团公司,黑龙江 齐齐哈尔 161046)
目前国内弹体毛坯生产仍普遍沿用前苏联的传统工艺方式,即方钢下料→感应加热→热冲孔→热拉伸→收口前粗车→热收口。该工艺方式存在材料利用率低、能源浪费严重、工装模具消耗大、劳动强度大等缺点。该弹是由一个母弹和多枚子弹组成,是消灭敌方坦克群体的有效破甲杀伤武器。该产品零件的尺寸精度要求较高,弹体在指定的高度必需开仓,否则将导致全弹报废。
1 零件
该产品弹体是无弹底薄壁的长锥筒形结构,如图1所示。为顺利完成新产品的试制任务,并且以优质的服务和产品质量开创国内外市场,某厂成立了试制生产工作组,并编制了符合设计要求、生产要求和标准化要求的冲压、机加、热处理、焊接、表面处理、装药和装配工艺,建立了以该弹为代表的中大口径弹丸柔性生产线,其中某些技术达到了国内领先水平。对提高我军的战斗力,加速国防现代化进程有重大意义。
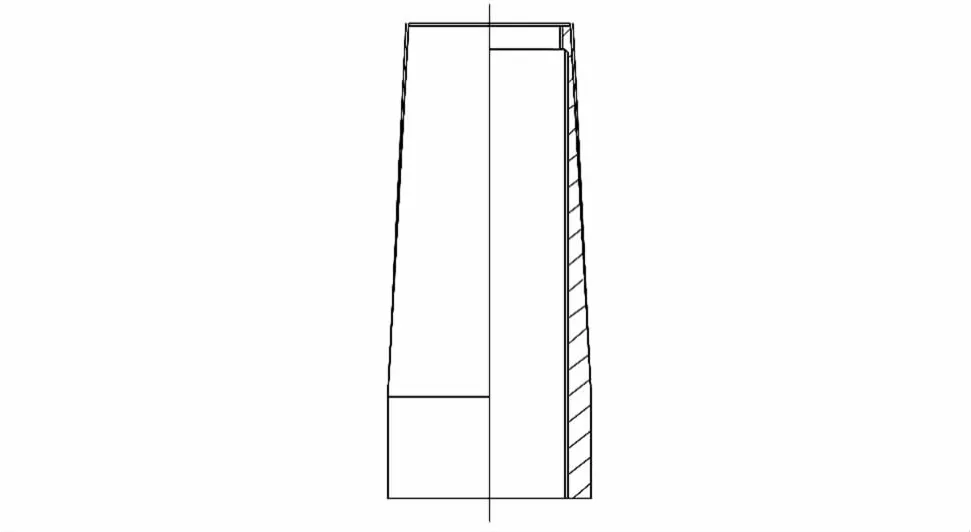
图1 弹体零件Fig.1 The projectile part
2 方钢拉伸工艺分析
方钢拉伸的主要工艺流程为:下料→钢坯加热→除氧化皮→压型→冲孔→拉伸→打中心孔→齐口→车外圆→钻孔→平底→镗孔→倒角→热处理→半精车→精车。
采用以上工艺流程加工弹体毛坯,毛坯壁厚差较大,材料利用率很低,仅为38.92%,工艺过程复杂,浪费工时,能源浪费严重,工作环境恶劣,劳动强度大,良品率不高,处理品较多。
3 解决问题的技术途径
实现毛坯精化是大弹体改造的重要战略目标,既是为提高经济效益,也是衡量热冲压技术水平的重要标志。它具体包括以下几方面主要内容:低的壁厚差;最高的材料利用率;合理的制造工艺和先进的加工设备;低废品率[1]。在生产实践中存在如下几点问题。
1)工厂现有设备(水压机)的精度很难保证小的壁厚差。
2)除壁厚差的原因外,该产品主要是由于无弹底,而方钢热拉伸工艺性要求必需得有工艺底,造成原材料的浪费。另外,虽然该弹体内孔为直孔,但在模具上设计了拔模斜度也是造成原材料浪费的原因之一(如图2所示)。
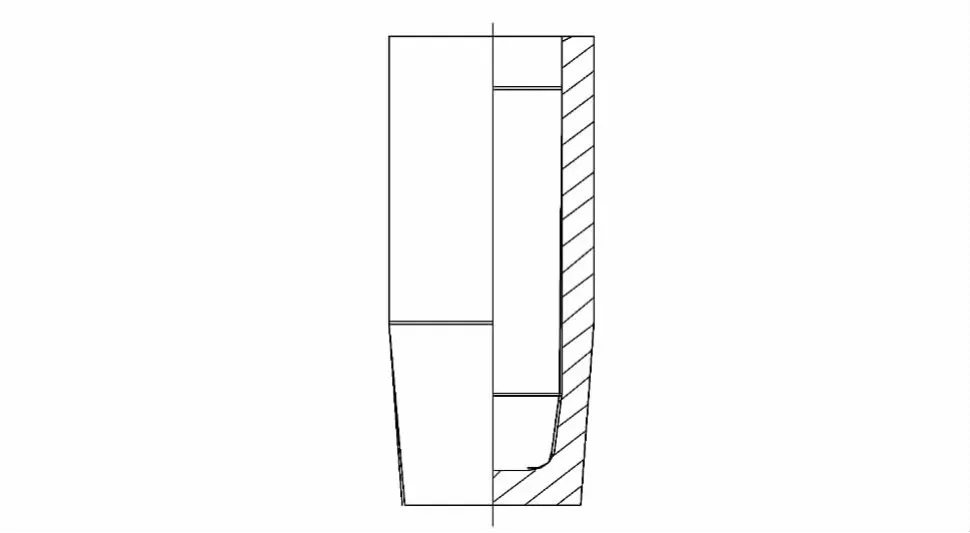
图2 热拉伸毛坯Fig.2 Hot drawing blank
3)工艺落后。传统的方钢热拉伸工艺需将钢坯加热到1200℃左右进行,并同时启动2台水压机,总功率达到了2700多kW,能源消耗很大,单发弹体仅冲压部分的成本就达到了50多元。
4)在料温为1200℃左右的环境下工作,再加上润滑材料在高温下产生的气体对空气的污染,不但劳动强度增大,而且增加了对人体的危害。
4 钢管收口工艺实践
针对以上分析确定了用钢管代替方钢的工艺改进思路。将定点采购的厚壁钢管验收合格后直接进行机械加工,其工艺虽然简单,但由于管壁较厚,大部分材料变成了铁削,没有得到有效利用,加之钢管的价格比方钢高许多,综合成本较高。为彻底解决材料利用率很低的问题,根据零件结构特点,采用将原材料钢管壁厚减薄经粗车后局部温热收口成形的方案。
4.1 材料规格选择
合理地选择原材料规格,是实现毛坯精化的关键所在。由产品零件特点和金属塑性变形特点,结合选用材料时应尽量标准化、通用化的要求,根据GB/T 8162—1999《结构用无缝钢管》和 GB/T 17395—1998《无缝钢管尺寸、外形、重量及允许偏差》的要求选择了φ159 mm×18 mm壁厚的标准钢管,经过与厂家协商提出倍尺要求,预计材料利用率可达50%以上。
4.2 工艺流程
根据弹体的形状,金属的余量分布是外圆大于内孔,而且外圆比内孔更易加工,因此确定以内孔定位来加工外圆。主要工艺过程为:下料→车外圆→倒角→镗孔→感应加热(口部)→收口→热处理→半精车→精车。
4.3 优化模具设计
为了提高收口毛坯质量,优化模具设计,收口模具采用芯模定位和模具口部导向结构,使收口质量大大提高,废品率为0[2-5]。具体采用了如下措施。
1)收口模具采用芯模结构,不但起到了定位作用,而且同时起到成形毛坯内孔的作用。芯模限制了金属的自由流动,使毛坯得到了精化(如图3所示)。底部退料机构采用了复合顶出机构,使毛坯退料自由,操作方便。
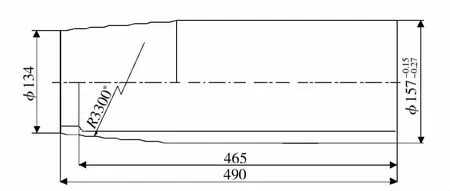
图3 收口毛坯Fig.3 Necking blank
2)选用的感应加热系统为:上料自动线ZS01、加热器WF1175、光电高温计WDL-31。其特点是功率大,加热速度快,温测准确,弹体可在炉内转动并与炉体同轴,保证了加热质量[6-7]。通过对线圈疏密度及温度梯度的调整,使每一段的加热温度适应于相应的弹体毛坯的壁厚,使之加热均匀,在收口过程中金属流动一致,减少筋(肋)的产生。经过反复试验,确定了工艺参数。
3)采用双向润滑,即加热时在弹体变形部分涂抹一层某厂自行研制的水基润滑剂,第2次润滑是在收口模和芯模涂抹油基润滑剂(52#汽缸油与石墨配制)。效果良好[8-10],解决了缩口毛坯料短的问题。
4)收口设备采用5000 kN框架立式水压机。设备刚性好、精度高,便于控制收口质量。在原有基础上,对设备进行改造,增加一个工作小缸,用于退料,降低了操作者的劳动强度。
4.4 小批量验证
经过小批量试制生产500发,考核钢管收口代替方钢热冲拔的工艺达到了预期的效果。具体结果如下所述。
1)毛坯的壁厚差≤2.5 mm(原材料的壁厚差);
2)材料利用率为55.6%;
3)良品率由94.5%提高到98.6%;
4)减少加工工序7道;
5)各项性能指标满足产品要求,塑性高于方钢拉伸的毛坯。
5 结果分析
采用钢管收口代替方钢拉伸后,良品率由94.5%提高到98.6%,降低了材料消耗,节约了生产成本。具体见表1。
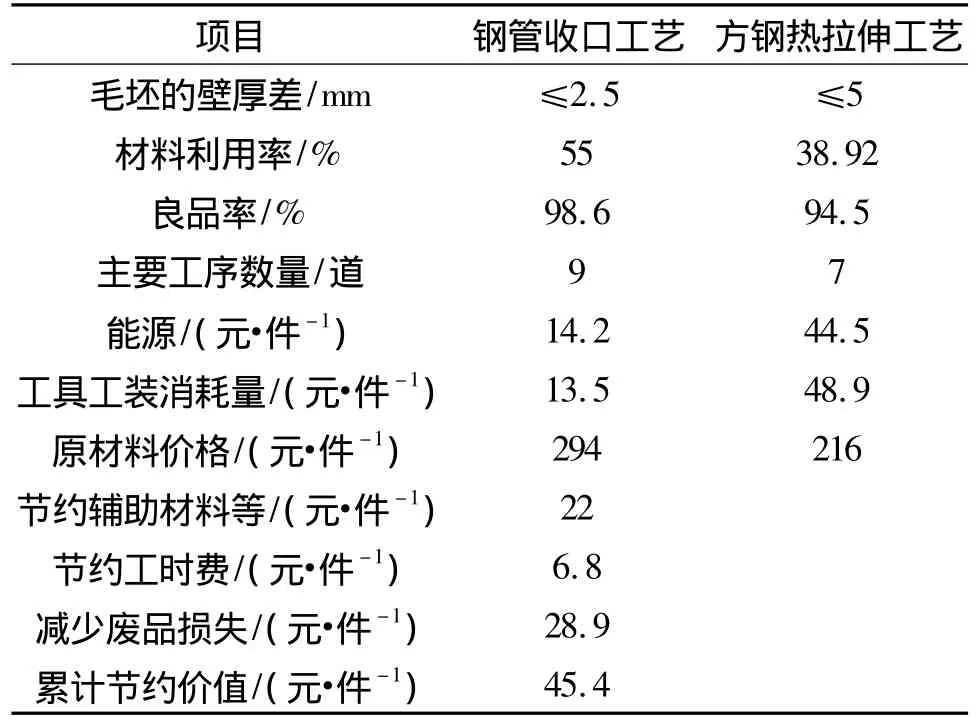
表1 工艺改进前后对比统计Table1 Statistic comparison before and after process improvement
通过对比不难看出,钢管收口工艺的各项指标均高于方钢热拉伸工艺。虽然钢管的价格比方钢坯高,但从综合成本和效益对比,钢管收口工艺经济可行。
6 结语
该弹体毛坯采用钢管收口后,材料利用率较高,大大提高了零件良品率,尤其在收口工序,降低了废品损失。钢管材料强度的降低,塑性的提高,且热处理后性能的一致性好于方钢冲拔毛坯,从而便于机械加工,减少了刀具消耗。工艺方式简单,减少了压型、冲孔、拉伸、打中心孔、车外圆等主要工序,采用芯模定位、成形和复合顶出机构的模具技术,说明该技术可行。
[1]陈国光.弹药制造工艺学[M].北京:北京理工大学出版社,2004:81-92.CHEN Guo-guang.Ammunition Manufacturing Technology[M].Beijing:Beijing University of Science and Technology Press,2004:81 -92.
[2]许发樾.实用模具设计与制造手册[K].北京:机械工业出版社,2000.XU Fa-yue.Practical Mold Design and Manufacturing Manual[K].Beijing:Mechanical Industry Press,2000.
[3]王浩,胡治,姚照云.特种机械中杆类零件的局部成形工艺及模具设计[J].精密成形工程,2012,4(5):15 -18.WANG Hao,WANG Hao,YAO Zhao-yun.In the Special Mechanical Lever Parts Local Forming Technology and Die Design[J].Journal of Netshape Forming Engineering,2012,4(5):15 -18.
[4]王孝培.冲压手册[K].北京:机械工业出版社,2000.WANG Xiao-pei.Stamping Handbook[K].Beijing:Mechanical Industry Publishing House,2000.
[5]严寿康.冲压工艺及冲模设计[M].北京:国防工业出版社,1993.YAN Shou-kang.Stamping Process and Die Design[M].Beijing:National Defense Industry Press,1993.
[6]洪慎章.谈锻压生产技术[J].精密成形工程,2011,3(3):88.HONG Shen-zhang.Talk about Forging Production Technology[J].Journal of Netshape Forming Engineering,2011,3(3):88.
[7]张志明,黄少东,刘川林,等.弹体成形工艺数字化设计系统的开发与实践[J].精密成形工程,2010,2(6):55-59.ZHANG Zhi-ming,HUANG Shao-dong,LIU Chuan-lin,et al.The Forming Process of Projectile Development and Practice of Digital Design System[J].Journal of Netshape Forming Engineering,2010,2(6):55 -59.
[8]李硕本.锻压手册[K].北京.机械工业出版社,2002.LI Shuo-ben.Forging Manual[K].Beijing.Machinery Industry Press,2002.
[9]孙杰,袁国定,陈炜.薄板多工步冲压成形仿真的关键技术及有待解决的问题[J].新工艺新技术,2003(5):1-4.SUN Jie,YUAN Guo-ding,CHEN Wei.The Key Technology of Multiplex Step Plate Stamping Simulation and to Solve the Problem[J].Beijing:New Technology,New Technology,2003(5):1 -4.
[10]王彬良.弹体热冲压技术[M].北京:国防工业出版社,1987.WANG Bin-liang.Elastic Body Heat Stamping Technology[M].Beijing:National Defense Industry Press,1987.
猜你喜欢
华侨大学学报(自然科学版)(2023年1期)2023-01-12
小学生学习指导(中年级)(2021年12期)2021-12-30
工程建设与设计(2021年13期)2021-10-09
中国特种设备安全(2021年1期)2021-07-21
塑料包装(2020年5期)2020-11-21
铁路技术创新(2020年5期)2020-02-25
东方汽轮机(2015年2期)2015-11-02
哈尔滨理工大学学报(2015年2期)2015-07-22
汽车零部件(2015年5期)2015-01-03
计算机辅助工程(2014年5期)2014-10-30
