
高速压力机机身减振的研究
2013-09-27 01:31王军领姚菁琳
制造技术与机床 2013年9期
王军领 郑 翔 姚菁琳
(①扬州大学机械工程学院,江苏扬州 225127;②江苏扬力集团研究所项目科,江苏扬州 223022)
随着高速压力机冲压速度和冲压吨位的提高,机床减振越来越受到重视[1],所以对压力机减振的研究将是一个永恒的话题。另外压力机吨位的不断提高,机身结构变大,造成制造和运输的困难,所以压力机机床的分体结构也成为了发展的趋势。本文在这种发展趋势下,利用有限元法研究了不同材料和不同预紧力下机身的减振效果,找出了机身减振的最佳方法。
1 有限元模型的建立
压力机机身分为开式机身和闭式机身两大类,机身结构分为铸造结构和焊接结构两种。其中闭式机身分成横梁、底座,采用拉紧螺杆,连接成闭式框架结构。
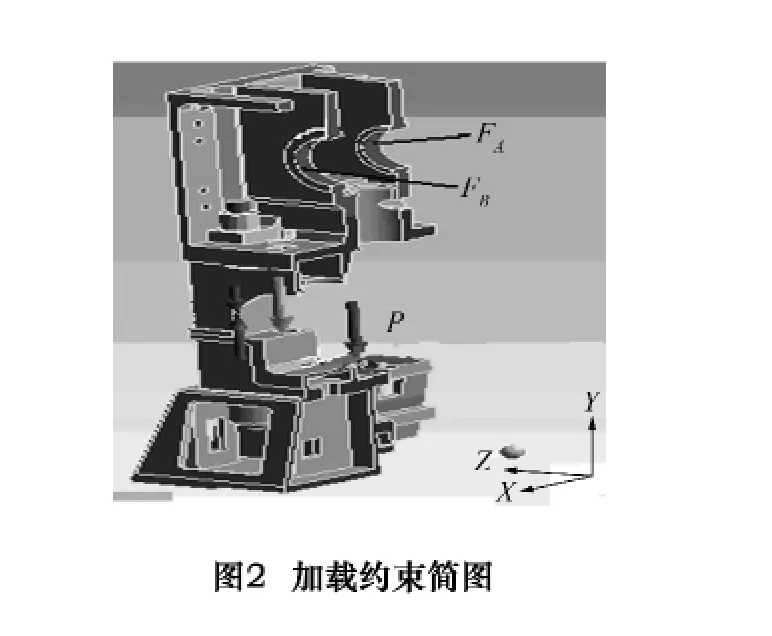
采用Automatic Method方法划分网格,将网格大小定为80 mm。单元网格在Solid186(四面体)与Solid187(六面体)实体单元之间自动切换划分[2]。因有限元瞬态分析非常耗时[3],又因机身可近似看成前后左右对称的机身,取其1/4为研究对象,如图1所示,并将对称面上加上对称约束,最后加载约束如图2所示。将分析步数设为6,加载2个周期的载荷,总时间为0.28 s,其中冲击时间段的时间步长为0.000 5 s,其他时间段的时间步长为0.005 s。
2 瞬态响应中载荷谱的确定
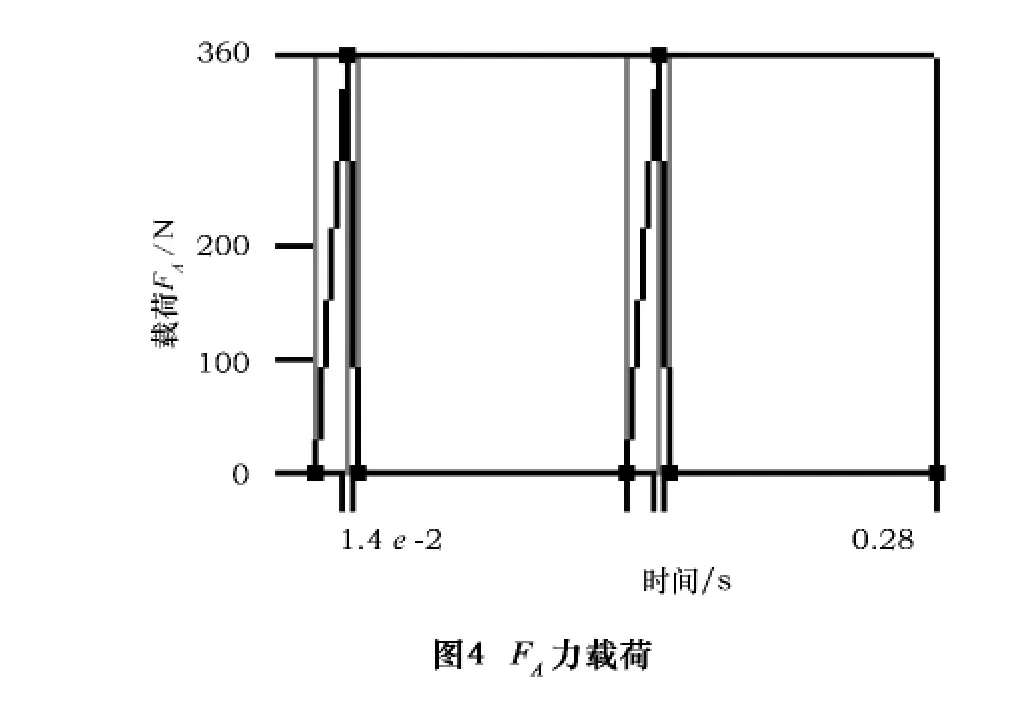
瞬态分析中,为模拟机床受到的载荷谱,利用振动及动态信号采集分析仪器,采集工况下墩子的载荷谱如图3,可得机床所受冲裁力的变化规律。当板料被冲裁1/3时,冲裁力达到最大值Fm,设置此时为t1。随后冲裁力迅速减小,当板料厚度被冲裁0.45时,板料断裂,设此时为t2,冲裁结束后,机器开始进入下一个冲裁周期[4-5]。计算得t1=0.014 s,t2=0.019 s,周期T=0.14 s。根据t1、t2、T的数据,加载到 ANSYS workbench得轴承载荷FAm=360 kN,如图4,轴承载荷FBm=264 kN和下模板所受压强Pm=1.92 MPa,加载如同轴承载荷FA。


3 动态响应分析和优化研究
3.1 不同材料下机身的动态响应
为研究不同材料下机身的减振效果,本计算简化机身,直接将机身焊接在一起,即接触方式为bond。分别赋予机身不同的材料,分析机身的减振效果。机身材料参数见表1。
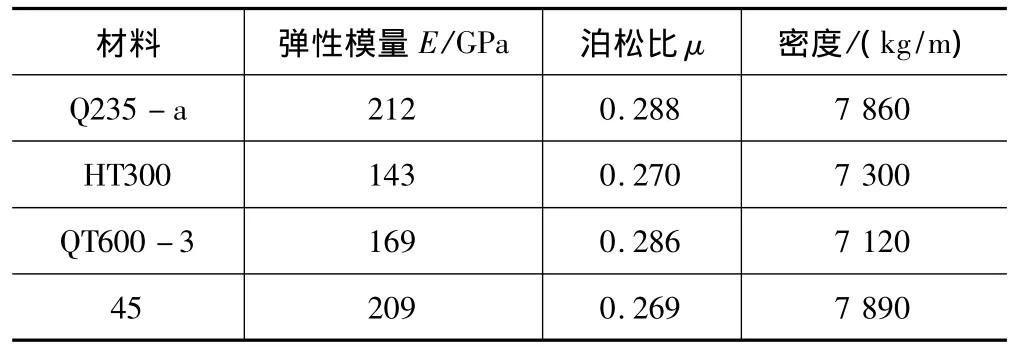
表1 机身材料属性
(1)机身材料为钢Q235-a时的动态响应
将机身所有的材料都赋予Q235-a后通过有限元瞬态分析进行计算,得到横梁立柱上A点的动态响应如图5、图6所示。


通过图可知A点瞬态响应的最大应力为22.8 MPa,最大位移为0.223 2 mm。从收敛速度来看减振效果不是很好。在两个冲击脉冲之间,A点响应呈衰减的正弦自由振动,且在第二个冲击脉冲来临时,A点应力和位移都没有衰减为零。这样第一次的冲击振动很容易与第二次的冲击振动叠加造成更大更强烈的振动。
(2)铸铁材料时的动态响应
机身由3种材料组成:横梁:HT300;底座:QT600-3;拉紧螺杆:45号钢。图7、图8分别显示了A点的应力和位移在瞬态分析中的响应情况。从中可以看出A点最大动态应力大于钢性材料的应力,位移也大于刚性材料的位移。而收敛速度明显好于刚性材料的收敛速度,说明铸铁机身的减振效果好于钢性机身。但采用铸铁后变形和应力都有少许的大。


(3)试验测试验证
将电阻应变片贴在机身立柱上A点位置,用YE3818/01动态应变仪和AZ216R数据采集系统进行采集,并用CRASV 6.2振动及动态信号采集分析系统提取动态应力曲线如图9和图10。通过测试可以看出,分析和测试非常吻合。
3.2 不同预紧力下机身的动态响应
机身内部阻尼相对运动消耗的能量占总阻尼消耗能量的90%左右,是阻振的主要手段[6-7]。此时为更好地模拟零部件的接触又适当减少计算时间,本文将横梁、底座和套环之间的接触设置为No Separation(法向不分离,切向可以有小位移),将锁紧螺母、大螺母和拉紧螺杆之间接触设置为Bond(无相对位移)[8-9]。同时为更深刻地了解添加预紧力是否能够减振以及添加多大的预紧力减振效果更好,分别加载1.5F、2F的预紧力进行对比,其中F为高速压力机的公称力[10]。


(1)添加1 875 kN预紧力后的减振效果
根据经验添加1 875 kN的预紧力后测得A点的响应曲线如图11、图12所示。

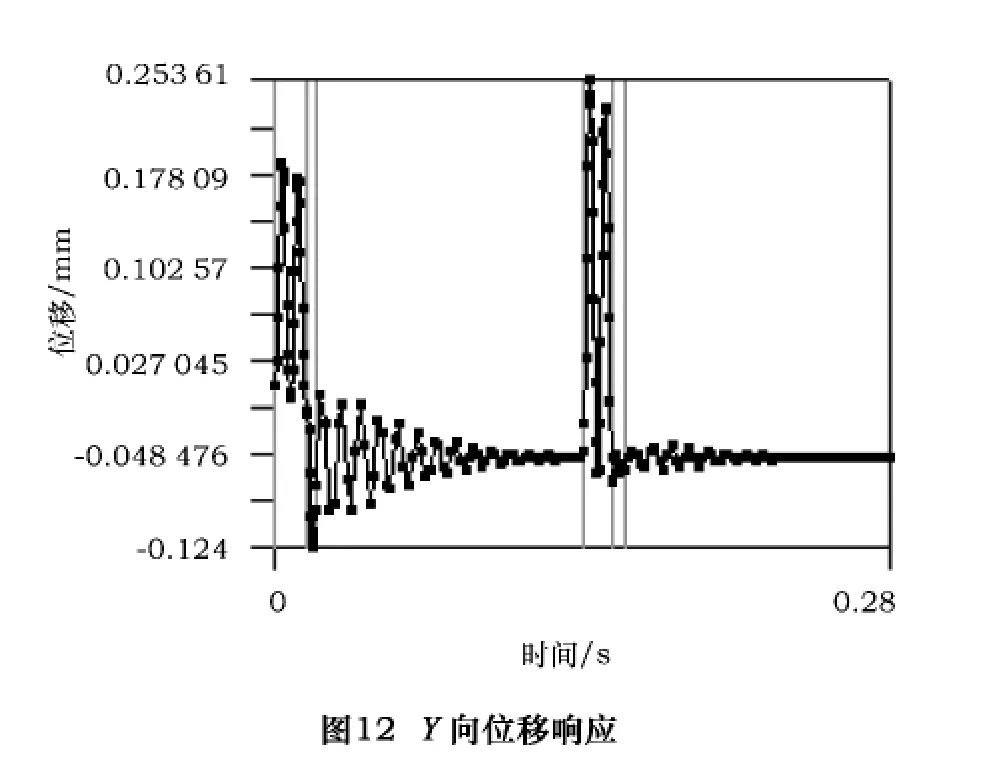
通过A点的应力和速度响应图可知,添加预紧力后,响应曲线的衰减速度相比加快,当第二次冲击来临时,第一次的冲击响应基本衰减为零,说明使用机身分体,并用预紧力通过拉紧螺杆连接在一起的机身,减振效果更好。


(2)添加2 500 kN预紧力后的减振效果
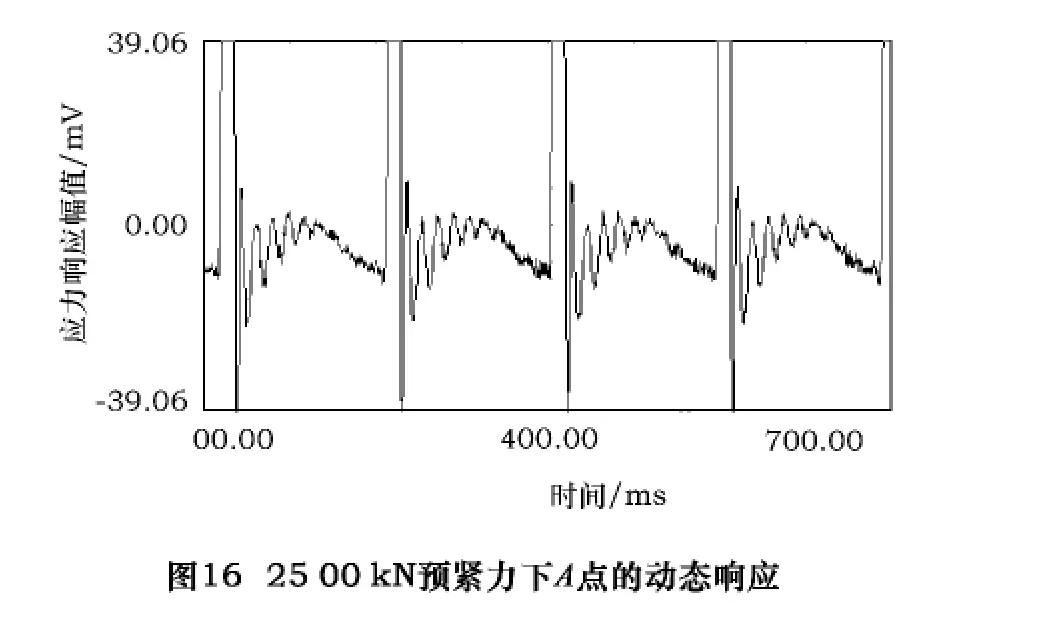
通过图13、图14可知,当预紧力增加后,应力响应的最大值变大,位移响应的最大值减小,收敛速度加快。说明增大拉紧螺杆的预紧力在一定程度上能够起到减振效果,但随着预紧力的增大,应力不断增大。所以在机身疲劳强度允许的情况下,可以稍微增大拉紧螺杆的预紧力。
(3)实验测试验证
根据分析的工况测得机身立柱上A点的动态应力响应如图15、16所示。通过测试可以看出,分析和测试基本吻合。

4 结语
在机身分体的基础上,将机身材料由钢Q235-a变成铸铁后,通过瞬态仿真分析和现场测试发现,机身受冲击后的动态响应的收敛速度确实增加许多,说明通过改变机身、增加机身的结构阻尼来减小机身振动的方法是可行的,并且已经应用于生产。另外给分体机身增大预紧力来减小机身振动的方法通过分析和测试发现也是可行的。
[1]何敏,孙智,付敏.高速精密压力机组合式预应力机身动态特性研究[J].机床与液压,2009(3):27 -30.
[2]周小林,白万民.基于ANSYS WORKBENCH的某型装置的有限元分析[J].机电产品开发与创新,2010(2):89-90.
[3]胡金龙,贾方,王兴松,等.高速闭式压力机隔振设计与仿真[J].锻压装备与制造技术,2007(5):37-40
[4]季忠,高训涛,孙胜,等.闭式数控压力机机身动态响应分析[J].锻压机械,2001(1):38-39.
[5]Barkanov E,Rikards R,Holste C et al.Transient response of sandwich viscoelastic beams,plates,and shells under impulse loading[J].Mechanics of Composite Materials.2000(36):215 -222.
[6]Fu Shihui,Lu Qishao.Nonlinear dynamics and vibration reduction of a dry friction oscillator with SMA restraints[J].Springer Science+Business Media B.V,2012(69):1365 –1381.
[7]CHUNG D D L .Materials for vibration damping[J].Journal of Materials Science,2001(36):5733-5737.
[8]周钊.基于ANSYS Workbench的直齿轮接触分析[J].湖北汽车工业学院学报,2011,12(4):77 -80.
[9]Chang Kyong-Ho,Lee Chin-Hyung.Finite element analysis of the residual stresses in T-joint fillet welds made of similar and dissimilarsteels[J].Springer- Verlag London Limited,2009(41):250 -258.
[10]石如磐,王勇,王丽薇.36MN预紧力结构挤压压力机机架变形分析[J].锻压技术,2011,36(4):100 -103.
猜你喜欢
模具制造(2022年6期)2022-07-26
模具制造(2022年5期)2022-06-27
重型机械(2020年3期)2020-08-24
重型机械(2020年3期)2020-08-24
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
智能制造(2017年11期)2017-03-30
