
汽车车桥类零件的工艺分析及高效加工
2013-09-27 03:24贾冀青常伟军杨锦斌
制造技术与机床 2013年10期
贾冀青 常伟军 杨锦斌
(青海一机数控机床有限责任公司,青海西宁 810018)
随着人类社会的不断进步与发展,在大街上我们随处可见各种各样的汽车,其种类和样式之多,都归功于国家政策的大力支持。“节能汽车,环保汽车”是汽车业发展的主题目标,它在机械制造领域的要求是汽车零部件的高精度。车桥是汽车重要的元件之一,它需求数量非常大,因为每一辆汽车都需要车桥,而车桥的精度直接影响着汽车的综合性能。为满足汽车行业对高精度车桥的大批量需求,加工对每一道工序的加工切削参数的合理性、工艺过程的正确性要求非常严格。
下面针对车桥类零件加工过程的工艺分析、加工工艺方案进行简单的介绍。
1 工艺分析
1.1 确定加工方案
车桥也称车轴,它是通过悬架和车架(或承载车身)相连,两端安装汽车车轮。其功能是传递车架(或承载车身)与车轮之间各方向作用力。它是汽车的重要元件,按照驱动方式可以分为:前桥、中桥、后桥。下面以某汽车中桥对其加工工艺进行详细的分析说明。
图1是某汽车中桥零件图,从图中可以看出该零件的两端为旋转轴类,也是该零件的基准(即A、B基准),零件上的所有尺寸均与两端关联,因此利用机械加工工艺学上的“互为基准原则”和“基准先行原则”,确定了其加工方案,即工艺流程如下:先分别加工两头内孔及端面,再加工两头轴外圆,最后加工中间琵琶孔及端面。
1.2 设备选型
工件特性:长度为2 072 mm,宽度约540 mm,镗孔直径约445 mm。
加工设备选型:常理下,加工此类工件以卧式加工中心为第一选择,与众多工艺人员和机床操作工一起讨论,还是认为加工此类工件选择卧式加工中心最为合理,但卧式加工中心价值比较昂贵,加工成本过高。随后,我们多次组织与资深工艺人员和经验丰富的机床操作人员一起探讨、研究,决定采用以“经济最大化、性价比最高化”为原则进行设备选型,即立式加工中心配备CNC数控转台的工件加工方案。

2 加工工艺方案
2.1 夹具设计
因为要加工φ445 mm琵琶孔与φ110 mm N7孔及其各自端面上的螺纹,从图1中可以看到φ445 mm琵琶孔与φ110 mm N7孔分别在两个相互平行的平面上,加工完一个平面后,工件需要旋转180°后来加工另外一个平面,若使用分工序或翻转夹具的方法加工,加工出的工件精度低、一致性差、效率不高、工人的劳动强大、发挥不出加工中心的高效、快速、稳定的特点。所以选用立式加工中心配CNC数控转台来实现一次装夹完成对琵琶孔和端面及后盖孔的全部加工内容,在装夹方面分别由A、B基准用V型铁和614 mm尺寸左面定位装夹,然后再分别连接在CNC数控转台和尾架上。
2.1.1 防止工件在旋转时丢转
由于A、B基准表面粗糙度好,它与V型铁定位面之间摩擦力小,在CNC数控转台带动工件旋转时容易产生丢转现象,使得工件旋转不到位,φ445 mm琵琶孔与φ110 mm N7孔之间距离:150±0.06 mm和106±0.05 mm尺寸不能保证,所以在设计夹具时增加夹紧装置,防止工件在旋转时丢转现象。
2.1.2 防止工件挠曲变形
该工件自重约170 kg,两定位处(两V型块)的跨度为1 400 mm,工件约2/3的重量在中间部分,在两个定位块把工件支撑起之后,工件的中间部分处在悬空状态,因此,工件在自重的作用下产生中间部分下沉;再者,工件在镗φ445 mm琵琶孔时,由于毛坯孔余量的不均匀,使得有A、B基准构成的轴线在空间产生各种程度的挠曲变形,从而影响加工出工件的精度。为此,在设计夹具时在工件的下方和侧面增加辅助支持装置,以防止工件的挠曲变形。
2.1.3 采用液压夹具
由于该工件的特殊性和结构的限制,若使用机械夹具装夹工件,操作者在每加工一个工件需要花费约5 min的时间来调整辅助装置和夹具装置,才能完成工件的定位和装夹。这样使得生产效率不高;操作者的劳动强度大。
从提高生产效率和降低操作者的劳动强度方面考虑,采用专用液压夹具(图2),工件的整个定位和装夹过程全部由液压系统来完成,操作者将工件安装到位后,只需要在机床上执行相应的夹紧代码,整个夹紧过程就会自动完成,不需要人为地去调整,工件的整个夹紧过程大约为30 s的时间,从而,加工一个车桥在该工序上可节约出2.5 min的时间。

2.2 采用自动工件坐标测量系统
工件装夹完成后,首先,将工件的琵琶孔端面在机床Y轴方向找平(X轴方向由等高V型定位块保证);其次,需要先确定和测量出工件的坐标零点,再确定编程零点;最后,编程加工。由图可知,我们以琵琶孔向上定位数控转台零度位置,以琵琶孔中心为工件的X、Y轴坐标零点,以图1中97 mm尺寸上面为工件的Z轴坐标零点;数控转台180°(φ110 mm N7孔端面坐标)位置坐标可以通过数控转台的零度坐标换算而来。
2.2.1 找正平面
若使用百分表和手动旋转CNC数控转台的方法来找平,需要花费约1 min的时间(这取决于操作者的熟练程度);使用雷尼绍自动工件坐标测量系统,人为事先设置好参数后,在机床上执行程序,测头就会自动去测量出琵琶孔端面与工作台面在Y轴方向的夹角;然后CNC数控转台会自动旋转来消除该夹角,使得工件琵琶孔端面与工作台面平行。
2.2.2 测量工件坐标系
人工手动测量X、Y、Z轴坐标零点的方法,会使得测量的误差大(主要取决于操作者的技术)、浪费时间;使用英国雷尼绍自动工件坐标测量装置,操作者只需要在机床上执行工件测量程序,测头就会自动测量并换算出X、Y、Z轴坐标零点,这样操作方便简单,测量精度高,节约时间。
2.3 数控加工工艺设计
为了解决某汽车中桥零件的高效加工,采取了先粗后精、先面后孔的加工方案,具体加工内容如下:
(1)工件检测及校正
X轴:测两端法兰端面定琵琶孔轴向位置。
Z轴:测φ126 mm g6外圆。
(2)夹具夹紧加工工件
(3)数控工作台回转0°位置
加工刀具及加工参数:刀具为φ100 mm面铣刀,切削速度V=180 m/min,主轴转速S=573 r/min,进给速度F=802 mm/min,切削长度L=3 560 mm,切削时间T=4.689 min。
(5)粗镗φ440 mm孔至φ439.5 mm
加工刀具及加工参数:刀具为φ439.5 mm双刃镗刀,切削速度V=150 m/min,主轴转速S=109 r/min,进给速度F=44 mm/min,切削长度L=47 mm,切削时间T=1.318 min。
(6)粗镗φ445 mm孔至φ444.5 mm
加工刀具及加工参数:刀具为φ444.5 mm双刃镗刀,切削速度V=150 m/min,主轴转速S=107 r/min,进给速度F=43 mm/min,切削长度L=25 mm,切削时间T=0.831 min。
(7)φ445 mm孔口倒角和φ440 mm孔口倒角
加工刀具及加工参数:刀具为φ63 mm倒角刀,切削速度V=240 m/min,主轴转速S=1 213 r/min,进给速度F=1 213 mm/min,切削长度L=2 800 mm,切削时间T=2.558 min。
(8)精镗φ445 mm孔
加工刀具及加工参数:刀具为φ445 mm精镗刀,切削速度V=180 m/min,主轴转速S=129 r/min,进给速度F=13 mm/min,切削长度L=25 mm,切削时间T=3.865 min。
(9)精镗φ440 mm孔
加工刀具及加工参数:刀具为φ440 mm精镗刀,切削速度V=170 m/min,主轴转速S=123 r/min,进给速度F=12 mm/min,切削长度L=23 mm,切削时间T=2.333 min。
(10)钻12-M16×1.5底孔并孔端倒角
加工刀具及加工参数:刀具为 φ14.5 mm×φ18 mm复合钻头,切削速度V=60 m/min,主轴转速S=1 318 r/min,进给速度F=198 mm/min,切削长度L=480 mm,切削时间T=2.924 min。
(11)攻12—M16×1.5螺纹孔
加工刀具及加工参数:刀具为M16×1丝锥,切削速度V=60 m/min,主轴转速S=12 r/min,进给速度F=358 mm/min,切削长度L=1 100 mm,切削时间T=3.573 min。
(12)夹具松开加工工件
(13)数控转台180°位置
(14)夹具夹紧加工工件
(15)粗精铣φ110 mm N7孔端面
加工刀具及加工参数:刀具为φ100 mm面铣刀,切削速度V=150 m/min,主轴转速S=478 r/min,进给速度F=574 mm/min,切削长度L=855 mm,切削时间T=1.74 min。
(16)粗镗 φ110 mm N7 孔至 φ109.5 mm
加工刀具及加工参数:刀具为109.5粗镗刀,切削速度V=120 m/min,主轴转速S=349 r/min,进给速度F=70 mm/min,切削长度L=42 mm,切削时间T=0.85 min。
(17)镗 M112 ×1.5 至 φ110.5 mm
加工刀具及加工参数:刀具为110.5粗镗刀,切削速度V=120 m/min,主轴转速S=346 r/min,进给速度F=69 mm/min,切削长度L=22 mm,切削时间T=0.569 min。
(18)M112 ×1.5 孔口45°倒角
加工刀具及加工参数:刀具为φ63 mm×45°倒角刀,切削速度V=200 m/min,主轴转速S=1 011 r/min,进给速度F=1 011 mm/min,切削长度L=360 mm,切削时间T=0.606 min。
(19)铣 M112×1.5螺纹
加工刀具及加工参数:刀具为φ32 mm螺纹铣刀,切削速度V=90 m/min,主轴转速S=896 r/min,进给速度F=269 mm/min,切削长度L=360 mm,切削时间T=1.844 min。
(20)精镗φ110 mm N7孔
加工刀具及加工参数:刀具为φ110 mm精镗刀,切削速度V=180 m/min,主轴转速S=521 r/min,进给速度F=52 mm/min,切削长度L=25 mm,切削时间T=0.731 min。
(21)夹具松开加工工件
(22)数控工作台回转0°位置
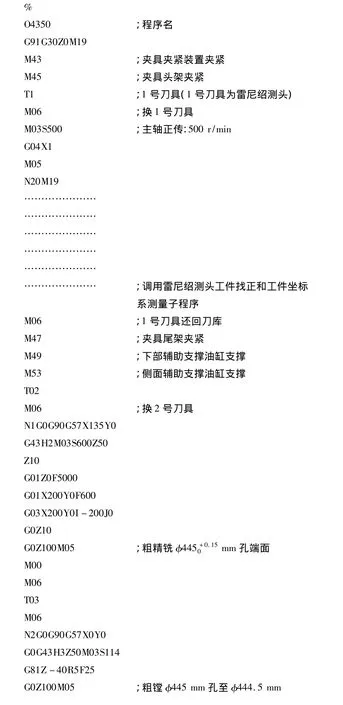
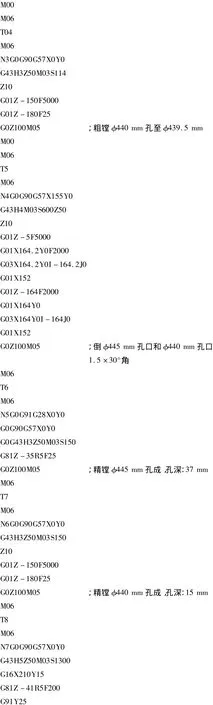
2.4 加工程序
下面以FANUC0i MD数控系统为例,根据数控加工工艺对对图1所示的加工零件进行数控加工编程,具体加工程序如下:



3 结语
该工艺方案经过实践验证了其切削参数合理性、工艺过程正确性,加工精度完全达到了用户图纸要求,成为车桥加工成熟的加工工艺典范,在生产实践中承担大量成批生产的重任,加工出的车桥具有精度高、互换性好等优点,完全满足当代“节能汽车,环保汽车”所需的车桥,值得在车桥类零件加工中推广应用。按此工艺方案已成功建设为某汽车制造企业车桥生产线,得到了用户厂家领导、工艺人员及数控机床操作技师们的好评。
猜你喜欢
汽车与新动力(2022年2期)2022-07-21
哈尔滨轴承(2021年4期)2021-03-08
装备制造技术(2020年4期)2020-12-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
数字技术与应用(2016年12期)2017-04-15
中国教育技术装备(2017年4期)2017-04-14
求知导刊(2016年1期)2016-02-18
环球市场信息导报(2015年35期)2015-12-26
中国铁道科学(2015年1期)2015-06-26
