
软锰矿浸出液硫化铵去除重金属试验研究
2013-09-27 09:40彭蜀君孙维义丁桑岚苏仕军
湿法冶金 2013年2期
伍 碧,彭蜀君,孙 铜,孙维义,丁桑岚,苏仕军
(四川大学 建筑与环境学院,四川 成都 610065)
采用软锰矿矿浆烟气脱硫浸出液生产电解锰是一种节能、清洁的生产工艺[1]。软锰矿中的Cu、Fe、Zn、Co、Ni等金属杂质在浸出过程中进入浸出液[2],目前,常采用硫化法去除这些杂质[3-5]。常用的硫化剂有二甲基二硫代氨基甲酸钠、Na2S、乙硫氮、(NH4)2S等。为使重金属净化完全,常增大硫化剂用量,这不仅会增大锰的沉淀损失,而且还会增加浸出液中硫化物残留量,从而影响电解过程的稳定性,引起产品起壳、发黑、含硫量增加等,使产品质量和产量降低[6-7]。控制硫化过程中硫化物残留量和锰的损失对实现电解锰的清洁生产至关重要,但目前关于控制硫化物残留量和锰损失率的研究还比较少。
聚氯化铝(PAC)、聚丙烯酰胺(PAM)高分子絮凝剂具有良好的中和颗粒表面电荷、压缩双电层、降低Ζ电位,以及大分子吸附架桥作用和络合作用,可强化重金属的去除作用[8],在一定程度上减少(NH4)2S的用量和残留量;且一定量PAM的加入可避免电解锰产品形成瘤状、树枝状结晶,获得厚实、致密、质量优良的金属锰产品。因此,以重金属去除率、硫化物残留量和锰损失率为指标,研究了以PAC和PAM为絮凝剂,温度和(NH4)2S加入量对软锰矿浸出液硫化过程的影响,为软锰矿浸出液除杂工艺的优化提供参考。
1 试验部分
1.1 试验装置和方法
试验装置如图1所示。

图1 试验装置
取1L氧化沉淀除铁后的软锰矿浸出液于1 L三口烧瓶中,搅拌(搅拌速率为120r/min),加热至一定温度后恒温,加入一定量(NH4)2S,反应45min后静置15min,取样抽滤,测定滤液中硫化物、锰、钴和镍的质量浓度。向加入(NH4)2S反应45min后的溶液中加入一定量PAC或PAM,搅拌反应10min,静置15min,取样抽滤,测定滤液中硫化物、锰、钴和镍的质量浓度,考察PAC或PAM的强化作用。硫化铵水溶液(质量浓度为170g/L)、PAC、阳离子型聚丙烯酰胺(CPAM)和非离子型聚丙烯酰胺(NPAM)均为分析纯。
1.2 分析方法
溶液pH采用pHS-3D型精密酸度计测定;溶液温度采用玻璃温度计测定;硫化物用碘量滴定法测定(HJ/T60—2000);溶液中的锰离子质量浓度用硝酸铵容量法(HG-T2962—1999)测定;重金属质量浓度用IRIS Adv.全谱直读型ICPAES测定。
2 结果与讨论
CdS、CuS、ZnS的溶度积远小于NiS和CoS的溶度积[9],所以,硫化过程中,Cd、Cu和Zn优先于Co、Ni沉淀。试验以钴、镍去除率表示重金属的总去除率。因(NH4)2S价格便宜,且NH+4可补充电解过程所需添加剂硫酸铵,所以采用(NH4)2S为硫化剂。浸出液中锰质量浓度为35 g/L左右时,Co、Ni等重金属离子完全沉淀的同时不生成MnS沉淀的pH范围为4.67~6.0[2],而试验所用浸出液pH为5.5,所以,不考察溶液pH对硫化过程的影响。
2.1 温度对硫化过程的影响
(NH4)2S加入量为25mL/L,钴、镍初始质量浓度分别为8.01mg/L和19.93mg/L。温度在30~50℃范围内对重金属去除率、硫化物残留量和锰损失率的影响试验结果如图2所示。可以看出:重金属去除率随温度升高变化不大;硫化物残留量和锰损失率随温度升高先升高后降低,最后趋于稳定。这是因为温度升高,金属硫化物的溶度积增大,不利于硫化物形成沉淀;锰离子与硫化物同时存在硫化沉淀反应和各自的水解反应,温度升高,锰离子和硫化物的水解损失增大;H2S挥发强度随温度升高迅速增大[10],高温有利于降低硫化物残留量。综合考虑,确定硫化温度为30℃。

图2 温度对重金属去除率、锰损失率和硫化物残留量的影响
2.2 (NH4)2S加入量对硫化过程的影响
反应温度为30℃,(NH4)2S加入量5~30 mL/L,钴、镍初始质量浓度分别为8.01mg/L和19.93mg/L。(NH4)2S加入量对重金属去除率、硫化物残留量和锰损失率的影响试验结果如图3所示。

图3 (NH4)2S加入量对重金属去除率、锰损失率和硫化物残留量的影响
从图3看出:重金属去除率、锰损失率和硫化物残留量均随(NH4)2S加入量的增加而升高。这是因为,随(NH4)2S加入量增加,硫化反应平衡向右移动,重金属去除率升高;当溶液中重金属浓度很低时,要进一步去除十分困难,且pH为5.5左右时,锰离子与硫化物反应微弱,因此,硫化物残留量随(NH4)2S加入量的增加而升高。试验确定(NH4)2S加入量以10mL/L为宜。
2.3PAC加入量对硫化过程的影响
反应温度30 ℃,(NH4)2S加入量为5、10 mL/L,钴、镍初始质量浓度分别为17.36mg/L和33.32mg/L。PAC加入量对重金属去除率、硫化物残留量和锰损失率的影响试验结果如图4、5所示。

图4 PAC加入量对重金属去除率、锰损失率的影响

图5 (NH4)2S加入量为5、10mL/L时,硫化物残留量与PAC加入量的关系
从图4看出,重金属去除率随PAC加入量增加先升高后降低:(NH4)2S加入量为5mL/L时,浸出液中钴质量浓度始终高于0.5mg/L,锰损失率随PAC加入量增加而升高,这是因为此条件下硫化除杂后溶液中硫化物浓度较低,锰与硫化物反应极弱,锰损失主要由PAC水解产物的吸附、络合等作用引起[11-12]。
(NH4)2S加入量为10mL/L时,重金属去除率为97.33%。加入适量PAC可强化重金属去除效果。PAC加入量为20~50mg/L时,硫化物残留量和锰损失率显著降低;PAC加入量为50 mg/L时,锰损失率最低,为1.82%。这是因为,当PAC的量不足时,絮凝不充分;而且PAC水解生成一系列带正电荷的物质及Al(OH)-4和H+,其浓度较低时水解产物主要带正电荷,这些物质通过电中和作用可去除S2-;Al(OH)-4的生成量随PAC浓度增大而升高,会降低S2-的去除效果[13],因此硫化物残留量随PAC加入量的增加而升高。PAC水解使溶液pH下降,抑制锰离子与S2-反应,因此,锰损失率随PAC加入量增加而下降。PAC加入量为50~100mg/L时,锰损失率随PAC加入量的增加而升高,此时,锰损失主要由PAC水解产物的络合及吸附架桥等作用引起,这从(NH4)2S加入量为5mL/L时锰损失率随PAC加入量变化的趋势可证明。PAC加入过量时,分子之间发生交叠造成分子蜷缩,一方面使桥连能力下降,另一方面可能使絮凝剂的电荷被屏蔽,大量分子发生缠结,使原本暴露在悬浮液中的电荷被PAC分子链包覆于分子内部,降低了吸附作用,且同性电荷之间相互排斥,降低了微粒之间相互碰撞结合的机会。因此,当PAC加入量较高时,重金属总去除率、硫化物残留量和锰损失率均随PAC用量增加而下降。
2.4PAM种类和用量对硫化过程的影响
反应温度为30℃,(NH4)2S加入量为10 mL/L,钴、镍初始质量浓度分别为17.36mg/L和33.32mg/L。PAM种类和用量对硫化过程的影响试验结果如图6、7所示。
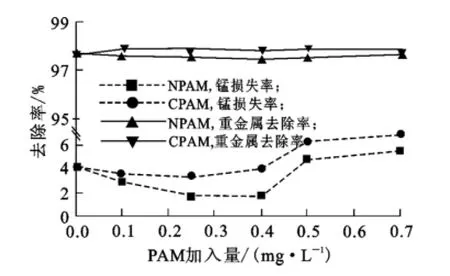
图6 PAM种类和用量对重金属去除率和锰损失率的影响

图7 硫化物残留量与PAM加入量的关系
从图6、7看出:2种PAM均可在一定程度上减少硫化物残留量。CPAM和NPAM对强化重金属去除作用效果不明显,但在一定范围内可降低锰损失率,NPAM对降低锰损失率的作用更显著。当2种PAM加入量大于0.4mg/L时,锰损失率随PAM加入量增加而升高。
单独加入PAM时,形成的絮体较小,不易沉降,因此对重金属去除的促进作用不明显。CPAM和NPAM水解生成带正电荷的物质,这些物质通过电中和作用可去除部分S2-,进而减少锰的损失。NPAM和CPAM的有效pH分别为1~7和7~14[14],在试验pH为5.5条件下,NPAM的处理效果更好,对锰损失率的降低作用更显著。当PAM加入过量时,部分PAM分子链发生缠结,有效电荷减少,因此通过电中和作用去除的硫化物减少,而大分子物质的吸附架桥、包裹等作用会增大锰的损失,同时降低硫化物残留量。
2.5PAC与PAM最优组合的确定
为进一步优化复合絮凝剂强化重金属的去除、减少硫化物残留量和锰损失率的工艺条件,根据单因素试验结果,选取PAC和CPAM 2个因素进行正交试验。每个因素各取3个水平,试验结果见表1。

表1 正交试验结果
从表1看出:PAC对重金属总去除率、硫化物残留量和锰损失率的影响均大于PAM的影响;与单独使用PAC和PAM相比,PAC与CPAM结合使用可进一步提高重金属去除率,降低硫化物残留量和锰损失率。在PAC与CPAM组合使用条件下,钴、镍质量浓度分别降至0.5 mg/L和1mg/L以下。综合考虑,确定PAC加入量为80mg/L,CPAM 加入量为0.2mg/L。此条件下,重金属去除率进一步提高到98.41%,硫化物残留1.53mg/L,锰损失率仅1.39%。
3 结论
1)以(NH4)2S为硫化剂去除重金属,在溶液pH为5.5、温度为30℃、(NH4)2S加入量为10 mL/L时,重金属去除率为97.33%,锰损失率为3.23%,硫化物残留量为10.8mg/L。
2)加入适量PAC可强化重金属去除效果,并在一定程度上减少硫化物残留量和锰损失率。当(NH4)2S加入量为10mL/L,PAC加入量为100 mg/L时,重金属去除率最高达98.21%。
3)NPAM和CPAM单独加入对提高重金属去除率几乎没有促进作用,但在一定范围内可降低硫化物残留量和锰损失率。
4)PAC与CPAM组合使用可进一步提高重金属去除率,降低硫化物残留量和锰损失率。在PAC与CPAM的最优组合用量(80mg/L+0.2 mg/L)条件下,重金属去除率进一步提高到98.41%,硫化物残留量为1.53mg/L,锰损失率仅1.39%。
[1]孙维义,苏仕军,丁桑岚,等.烟气氧硫比对软锰矿浆烟气脱硫体系浸锰过程及脱硫产物的影响[J].高校化学工程学报,2011,25(1):144148.
[2]孙俊,苏仕军,丁桑岚,等.软锰矿浆烟气脱硫吸收液制取电解锰的工艺研究[J].高校化学工程学报,2006,20(6):967-972.
[3]曾湘波.国外电解金属锰的生产概况[J].中国锰业,2000,18(2):7-11.
[4]谭柱中,梅光贵.锰冶金学[M].长沙:中南大学出版社,2004:330-334.
[5]张文山,石朝军.电解金属锰有关杂质的影响及其来源和去除方法[J].吉首大学学报:自然科学版,2009,30(4):97-99.
[6]陈本忠,谭洎曾,贺泽全,等.电解金属锰含硫量影响因素浅析[J].矿冶工程,1996,16(1):42-45.
[7]丁楷如,余逊贤.锰矿开发与加工技术[M].长沙:湖南科学技术出版社,1992:425-430.
[8]Navarro R R,Wadas,Tatsumi K.Heavy Metal Flocculation by Phosphonomethylated-polyethyleneimine and Calcium ions[J].Separation Science and Technology,2003,38(10):2327-2345.
[9]张文山,梅光贵,周元敏,等.电解金属锰硫化除重金属的理论分析与生产实践[J].中国锰业,2004,22(3):8-10.
[10]刘常青,张平民,陈启元,等.温度对含硫化氢废气氧化吸收的影响[J].中南工业大学学报,1998,29(4):347-350.
[11]王晓荣,徐俊,沈洁敏,等.KMnO4与PAC联用强化混凝去除水中微量重金属的效能及其影响因素[J].黑龙江大学自然科学学报,2009,26(3):363-370.
[12]赵越,韩雪,崔崇威.强化混凝沉淀去除水中三种二价重金属离子的试验研究[J].化学工程师,2011(6):51-53.
[13]Klute R.Destabilization and Aggregation in Turbulent Pipe Flow[C].Hahn H,Hand Klute R.In Proceeding of the 4th Gothenburg Symposium,Berlin Heidelberg,New-York:Springier,1990.
[14]Gao Baoyu,Jia Yuyan.Performance of Dithiocarbamatetype Flocculant in Treating Simulated Polymer Flooding Produced Water[J].J Environ Sci,2011,23(1):37-43.
猜你喜欢
今日农业(2021年1期)2021-11-26
生物学通报(2020年10期)2020-08-13
应用数学(2020年2期)2020-06-24
中国环境科学(2019年10期)2019-10-23
天然气与石油(2018年5期)2018-11-06
海外星云(2016年19期)2016-10-24
中国蜂业(2016年3期)2016-09-06
中国资源综合利用(2016年7期)2016-02-03
中国资源综合利用(2016年6期)2016-01-22
环境科技(2015年3期)2015-11-08
