
采用Al及Al-12Si中间层的AZ31B镁合金TLP接头的组织和性能
2013-10-22 07:43金伟男张贵锋张建勋
失效分析与预防 2013年1期
金伟男,张贵锋,曾 祥,张建勋
(西安交通大学金属材料强度国家重点实验室焊接研究所,西安 710049)
0 引言
镁是地球上储量最丰富的元素之一,约占地壳总质量的2.3%[1];镁及其合金是结构材料中密度最低的金属,还有减振性、电磁屏蔽能力和抗辐射能力强等一系列优点;因此,镁合金在汽车、电子、电器、交通、航天、航空和国防军事工业领域具有极其重要的应用价值和广阔的应用前景[2]。
镁及镁合金焊接方法主要有气焊、氩弧焊、电阻焊、电子束焊、等离子弧焊和钎焊等[3]。目前广泛采用的焊接方法是钨极氩弧焊,因为在氩气保护下,可避免焊缝被氧化,能获得高质量的焊接接头;但钨极氩弧焊焊缝熔深较浅,一般只用于镁合金薄板的焊接。对于焊接镁合金中厚板,一般都要采用大功率的焊接电源或特别的工艺方法。如常用电子束焊来焊接中厚板,但电子束焊焊接镁合金存在典型的焊接缺陷,如焊缝成形不良、冷隔等[2]。过渡液相扩散焊(Transient Liquid Phase Bonding,TLP)作为最有前景的焊接工艺之一[4],在镁合金的焊接中可以最大程度的减少接头区域的组织变化,获得与母材组织相似的接头[5],从而有望减少常见的焊接缺陷,获得性能优良的接头。
过渡液相扩散焊的一般过程是:1)中间层合金的熔化,含有降熔元素的中间层自身熔化或者与母材发生共晶反应而熔化;2)母材的溶解(液相区增宽),随着中间层降熔元素向母材中扩散,部分母材与降熔元素共晶而变为液相;3)等温凝固,降熔元素继续向母材中扩散,使得原本液相中降熔元素含量降低,其固相线温度高于焊接温度,实现等温凝固;4)均匀化,继续保温使降熔元素均匀分布[6]。
对于镁合金TLP连接的研究,D Q Sun等[7-8]研究过采用纯铝和纯铜作为中间层焊接AZ31B,Y J Jin等[5]也采用纯镍作为中间层焊接过AZ31B。Mg、Al能在450℃和437℃时发生共晶反应,这为采用含铝中间层进行TLP连接时,镁合金表面的氧化膜去除提供了理论依据。当Mg、Al、Si 3种元素共存时,在一定温度下能发生三元共晶反应而生成Mg2Si作为接头中的原位强化相。因此,本研究主要对比Al和Al-12Si作为中间层焊接镁合金的接头组织和性能,以分析Si在镁合金TLP中的作用。
1 实验材料与方法
实验所用母材为AZ31B镁合金,其主要合金元素为ω(Al)=3%和ω(Zn)=1%,其固相线温度为566℃,液相线温度为627℃。所用的中间层为Al和Al-12Si熔炼块通过单辊急冷制成的甩带,厚度80 ~120 μm。
首先将变形合金AZ31B线切割成规格为15 mm×15 mm ×2 mm、5 mm ×5 mm ×2 mm 的试板,经600#砂纸加水分别打磨光滑。中间层薄带剪成5 mm×5 mm的正方形形状。试板和中间层薄片在焊前采用丙酮超声波清洗2次,每次10 min,以去除表面的油污等。焊接时将中间层薄片预置到15mm×15mm和5mm×5mm的2块试板之间,采用重物重力加压的方法加载0.5 MPa的压力。通过高频感应加热试样至500℃,在该温度下分别保温 1、5、10、20、30 min。焊后自然冷却至室温。整个加热、保温、冷却过程中都采用Ar气(质量分数为99.99%)保护(流量3.5 ~4 L/min)。
焊后试样采用剪切试验评价接头力学性能,剪切试验通过自制剪切夹具在长春试验机研究所研制的CSS-88100拉伸试验机上进行。通过配备能谱仪(EDS)的型号为VEGA II XMUINCA扫描电子显微镜(SEM)来分析接头的组织及剪切断口。
2 结果与讨论
2.1 2种中间层接头的剪切性能
每组参数测试均进行多次测试,取平均值作为该组参数的最终剪切性能。2种中间层的TLP接头性能如图1所示。以Al作为中间层的TLP接头的剪切强度随着保温时间的增加单调递增,从保温1 min时的14.3 MPa增加到保温30 min时的42.2 MPa;而以Al-12Si作为中间层的TLP接头在保温20 min之前,接头的强度随保温时间增加而增加,从18.4 MPa增加到 47.5 MPa,继续增加保温时间,接头的剪切强度反而降低。除保温30 min的接头外,采用相同焊接参数的两种中间层的接头,Al-12Si接头的剪切强度普遍高于以Al作为中间层的接头强度;保温30 min,2种中间层接头的剪切强度相差不大。

图1 采用Al及Al-12Si中间层TLP接头的剪切强度Fig.1 Shear strength of the TLP bonded joints using Al and Al-12Si interlayer
2.2 2种中间层接头的显微组织
1)以Al为中间层接头的显微组织。
图2是以Al为中间层分别保温1、10、30 min的接头的背散射(BSE)照片。从照片中可以看出,保温1 min的接头焊缝中出现较多的裂纹和孔洞,主要是由于保温时间过短,Al没有充分扩散,在凝固的过程中产生了大量的脆性金属间化合物。
保温10 min时,接头的界面和焊缝都较为致密,对图中的点1、2进行EDS点分析,结果如表1所示。根据图3中的Mg-Al二元相图分析,点1所在的较暗的组织为含Al和少量Zn的Mg的固溶体;而点2所在的较亮的区域的成分为Mg-Al二元共晶成分,其组织为Mg固溶体和Al12Mg17金属间化合物所组成的共晶组织。
保温30 min时,整个接头大部分完成等温凝固。图2c中的EDS线扫描结果如图4所示,除了焊缝中心外,接头的整个区域Al含量较低。说明接头的主要部分为Mg的固溶体,仅焊缝中心存在少量的Al12Mg17金属间化合物,TLP过程中的等温凝固已经完成。

图2 以Al为中间层的TLP接头显微组织Fig.2 Microstructure of the TLP bonded joints using Al interlayer

表1 保温10 min接头的能谱分析结果(摩尔分数 /%)Table 1 The EDS results of the joint bonded for 10 min(mole fraction/%)
保温1 min的接头,由于焊缝中有大量的裂纹以及孔洞,接头剪切强度最低;随着保温时间的增加,裂纹和孔洞消失,接头力学性能有所提升。保温10 min时,由于Al的扩散不完全,接头中依然存在大量的由于共晶而产生的脆性Al12Mg17金属间化合物,降低了接头的剪切性能。保温30 min时,降熔元素Al的扩散较为完全,降低了接头中的Al12Mg17的含量,使得整个接头基本由固溶体组成,剪切强度最高。
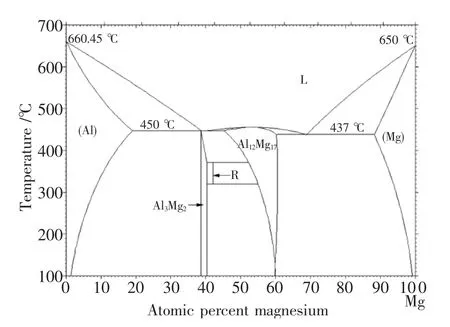
图3 Mg-Al二元相图[9]Fig.3 Mg-Al binary phase diagram

图4 保温30 min接头的EDS线扫描结果Fig.4 The EDS line analysis result of the joint bonded for 30 min
2)以Al-12Si为中间层接头的显微组织。
图5为采用Al-12Si为中间层保温1min的接头的组织照片。与Al中间层的接头相比较,可以看出接头中没有裂纹,焊缝局部区域放大后的能谱分析结果见表2。焊缝组织与采用纯Al中间层时相似,主要为初生的Mg固溶体及Mg-Al共晶组织(Mg+Al12Mg17),但是剪切性能有所提高,原因可能是Si的存在改善了中间层液化后的流动能力,消除了采用纯Al中间层连接时的裂纹等缺陷。

图5 以Al-12Si为中间层保温1 min的接头组织Fig.5 Microstructure of the joint boned for 1 min using Al-12Si interlayer
图6为保温20 min接头的组织照片,从图6a可以看出,接头没有实现等温凝固,但是中间液相区的宽度已明显减少。通过局部放大的组织及能谱分析结果,保温20 min的焊缝中存在共晶组织,即Al没有完全扩散,焊缝中依然存在Al12Mg17金属间化合物。能谱点5的结果显示图6b中灰色相中Mg与Si的原子比接近2,为Mg2Si金属间化合物。Mg2Si具有较高的熔点、硬度和弹性模量[9],因此可以作为一种金属基复合材料的强化相。保温20 min时的焊缝中的含硅相为颗粒状,尺寸约为2 μm,同时分布较为合理,提高了接头力学性能。
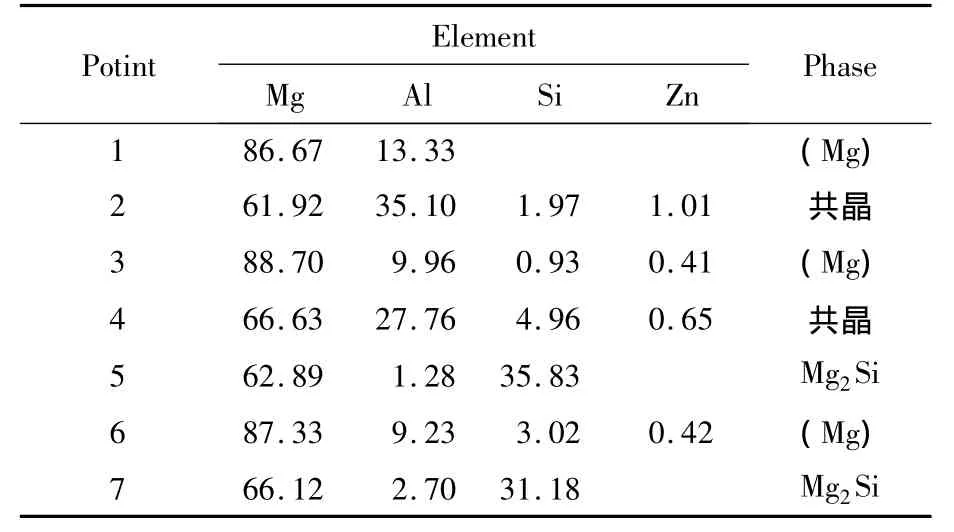
表2 不同保温时间的接头能谱分析结果(摩尔分数 /%)Table 2 The EDS point detection result of the joints bonded for different time(mole fraction/%)

图6 以Al-12Si为中间层保温20 min的接头组织Fig.6 Microstructure of the joint boned for 20 min using Al-12Si interlayer
图7为保温30 min接头的组织照片,残余的焊缝区已经不明显,等温凝固已经基本完成。从图7b及能谱分析结果可以看出,焊缝中Si含量较高,有少量的Mg固溶体和大量的连续分布的Mg2Si。它们弥散分布在焊缝中时可以作为强化相强化接头,但是当其过度偏聚于焊缝中心时反而会降低接头的剪切强度。对于Mg2Si偏聚于焊缝中心的原因为Si在Mg中的固溶度有限,中间层中大量的Si在熔化后难以充分扩散入母材而残留在液相的中间层中。随着等温凝固的进行,焊缝中液相宽度减小,Si进一步聚集在液相焊缝中,最终凝固时焊缝中心存在大量Mg2Si。
从图5~图7接头照片可以看出,随着保温时间的增加,接头中液相区的宽度逐渐减少,液相区凝固后主要由初生Mg固溶体、Mg-Al共晶组织及Mg2Si组成。随着Al向母材中的扩散,接头中Mg-Al共晶组织的含量在逐渐减少,即脆性的Al12Mg17金属间化合物的含量减少,同时Mg2Si的含量就会相应的增加。
2.3 2种中间层接头的断口分析

图7 以Al-12Si为中间层保温30 min的接头组织Fig.7 Microstructure of the joint boned for 30 min using Al-12Si interlayer

图8 不同接头的断口形貌Fig.8 Fracture morphologies of shear test specimens
图8为不同接头的断口形貌,保温1min的接头由于焊缝基本由共晶组织组成,存在大量的金属间化合物,接头韧性差。断口照片中存在大量光滑、平整的断裂区域,呈现典型的脆性断裂形貌;随着保温时间的增加,焊缝中金属间化合物减少,中间层由大量固溶体组成,光滑、平整的断裂区在断口中减少、消失,断口中出现明显的塑性变形,断裂形式表现为韧断。
3 结论
1)采用Al中间层进行AZ31B镁合金的TLP连接时,随着保温时间的增加,接头中金属间化合物含量降低,接头强度增加;保温30 min时可以获得接近固溶体化的接头,剪切强度可达42.2 MPa。
2)采用Al-12Si为中间层进行TLP连接时,随着保温时间的增加,Mg-Al共晶组织含量减少,但是焊缝中出现含硅相Mg2Si。保温20 min时,Mg2Si含量和分布可以强化焊缝,接头强度最高,达到47.5 MPa;保温时间增加到30 min时,Mg2Si大量偏聚于焊缝中心,接头性能降低。
[1]丁文江.镁合金科学与技术[M].北京:科学出版社,2007:1-2.
[2]陈振华.镁合金[M].北京:化学工业出版社,2004:343-349.
[3]黎文献.镁及镁合金[M].长沙:中南大学出版社,2005:385-428.
[4]张贵锋,张建勋,裴怡,等.金属基复合材料过渡液相(TLP)扩散焊中间层设计的改进[J].热加工工艺,2006,35(19):28-31.
[5]Jin Y J,Khan T I.Effect of bonding time on microstructure and mechanical properties of transient liquid phase bonded magnesium AZ31 alloy[J].Materials & Design,2012,38:32 -37.
[6]张贵锋,张建勋,王士元,等.瞬间液相扩散焊与钎焊主要特点之异同[J].焊接学报,2002,23(6):92 -96.
[7]Sun D Q,Gu X Y,Liu W H.Transient liquid phase bonding of magnesium alloy(Mg-3Al-1Zn)using aluminium interlayer[J].Materials Science and Engineering A,2005,391(1 -2):29 -33.
[8]Sun D Q,Liu W H,Gu X Y.Transient liquid phase bonding of magnesium alloy(Mg-3Al-1Zn)using copper interlayer[J].Materials Science and Technology,2004,20(12):1595 -1598.
[9]齐万利.Al-Mg2Si合金组织细化与性能研究[D].沈阳:沈阳工业大学,2011:20.
猜你喜欢
建材发展导向(2020年15期)2020-11-26
工业催化(2020年5期)2020-06-23
轮胎工业(2020年4期)2020-03-01
模具制造(2019年3期)2019-06-06
四川水泥(2019年9期)2019-02-16
含能材料(2017年1期)2017-03-04
含能材料(2017年7期)2017-03-04
当代化工研究(2016年6期)2016-03-20
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
