
气动剪板机曲轴断裂的修复
2013-11-06 03:17罗相文
机电工程技术 2013年4期
罗相文
(广东新会中集集装箱有限公司,广东江门 529144)
0 前言
笔者公司一台Q11Q-4*3000型气动离合剪板机(可剪切板厚≤4mmQ235钢板)传动曲轴轴头发生断裂。该剪板机为公司生产集装箱顶板的主力机床,将严重影响到生产,需立即对该剪板机曲轴断裂事故进行原因分析并确定最快的修复方案。

图1 传动简图
1 问题提出
该气动离合剪板机是通过气动离合器实现动力的切断与传递,主要动力传动路线如下:11 kW电机→皮带轮→KB0500气动离合器→小齿轮→大齿轮→曲轴→刀架。该机属于薄板剪板机,能剪切的载荷较小。当剪板机过载时,气动离合器摩擦片可打滑,起到过载保护作用。该设备具有剪板速度快、轻巧的优良特点。非常适用于自动化生产线场合。该剪床传动如图1所示。
本次断裂的部位即图1中的曲轴5左侧轴头断裂。曲轴总长度达到3 537 mm,断裂的实物图片如图2、图3所示。

图2 曲轴断裂位置

图3 曲轴整体
2 曲轴断裂原因分析
拆卸检查驱动曲轴的大齿轮6(图1示)内孔磨损,图片分析如图4、图5所示。
综合以上信息,曲轴断裂的原因可推断为:大齿轮内孔磨损后,曲轴与大齿轮内孔配合不紧,受力不均,从而产生疲劳裂纹,最终扭转断裂。

图4 断面图

图5 断裂部位
3 维修方案分析比较
针对以上分析结论,提出以下解决方案[1]。
(1)大齿轮内孔维修采用镶套修复,内孔与曲轴采取过渡配合,方便安装。修复后可避免曲轴受冲击。较容易,在此不作详细介绍。
(2)针对曲轴的维修,比较了两种修复方案。一种方案是采购新的曲轴。但经过咨询厂家,得知生产该设备的厂家已倒闭,曲轴无图纸。即便现场测绘了图纸,加工曲轴的周期也较长(预计20-30天),完全不能满足公司生产使用需要,会造成生产线全面停产的被动局面。因此否决该方案。另一种方案是镶轴后焊接修复曲轴,如图6所示,修复方案顺序为:车制轴头零件→车去曲轴左侧→曲轴左侧上车床钻孔车牙→轴头零件旋入原曲轴牙中→手工电弧焊接轴头零件与曲轴接合部位→车削焊疤、校准。预计2天可修复,如此,可避免停产的风险。因此,经过商定后,曲轴维修决定采用该方案。

图6 曲轴修复方案
4 维修方案实施
该方案的实施难点有以下几点:(1)车床钻曲轴左侧孔时,需要进行严格的对中;(2)焊接轴头零件时,需要严格控制好焊接工艺,防止产生裂纹,若产生严重的焊接裂纹,曲轴将报废,造成的损失不可估量。以下就维修方案实施作详细说明。
4.1 车制轴头零件
如图7所示,车制轴头零件注意的是[2]:(1)Φ85公差务必保证,该处与大齿轮内孔配合,应间隙配合,若过盈配合将导致难以安装;(2)M80×3牙必须为右旋,曲轴转动的方向为顺时针方向(从左侧看),因此必须为右旋,才能保证嵌的轴是往紧方向拧,从而保证维修质量。

图7 轴头零件与曲轴装配图
4.2 车曲轴左侧、曲轴左侧上车床钻孔车牙
采用公司现有CW6180*4m卧式车床,保证钻孔在车去端面的中心点,确保曲轴跳动量符合要求,车削端面要平整[3-4]。如图8所示。

图8 曲轴钻孔攻牙图
4.3 轴头零件镶嵌旋入曲轴牙中、焊接结合面
装配如图7所示。其中,焊接是该曲轴修复的难点,需严格控制焊接工艺。具体如下[5-6]:分析得出原曲轴材料为45#钢,因此轴头材料也选取45#钢车制。其中,45#钢属于中碳钢,在一般状况下焊接,有形成裂纹的倾向,可焊接性能较差,但是通过合理选择焊条、进行焊前预热及焊接后热处理,可达到工艺要求。分析比较后选择E5016(J506焊条),该焊条焊渣流动性好,焊接工艺性能一般,熔敷金属具有良好的抗裂性能和力学性能。该焊条性能参数如表1所示。
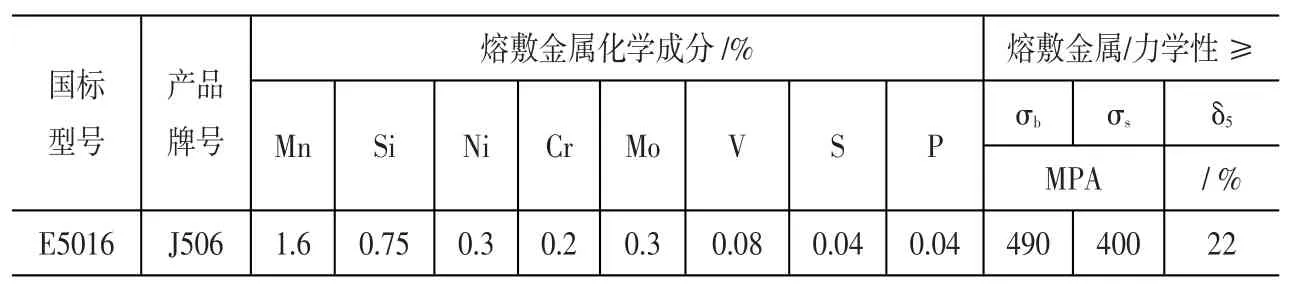
表1 J506焊条参数
焊接前应加热焊接部位,温度约150℃~250℃,预热后随即进行焊接施工,环焊缝一周焊接,焊道不宜过大,分多次、分层进行堆焊焊接。焊接后除去表面焊渣,冷却到自然温度后再进行上一层焊接。焊接后进行局部回火处理,回火温度600℃~650℃。如此,可保证曲轴焊接后变形量符合要求。
4.4 车削焊疤、校准
最后焊接好后,上CW6180*4m车床,夹住曲轴左端,右端采用顶针定位,中间再采用两副中间架支撑。装夹完毕后车削掉焊疤,校正曲轴的跳动量。
5 结束语
经过维修人员的努力,历时3天时间,终于修复该曲轴。经安装使用后,试机剪板,运行平稳,曲轴的跳动量得到很好地控制,从而避免了生产线停产的巨大经济损失,同时节约了曲轴备件费用。
[1]杨元生,邓瑞生.曲轴裂纹的修复方法[J].能源基地建设,2000(6):66-67.
[2]成大先.机械设计手册(第四版)第4卷[M].北京:化学工业出版社,2002.
[3]涂贵田.车加工在曲轴生产中的应用[J].拖拉机与农业运输车,1997(10):40-46.
[4]邱言龙,胡农.车工技师手册:第1版[M].北京:机械工业出版社,2004.
[5]傅茂均.45号钢曲轴焊接修复和变形的控制[J].焊接,1988(11):22-25.
[6]王文翰.焊接技术手册[M].郑州:河南科学技术出版社,2001.
猜你喜欢
城市公共交通(2022年10期)2022-12-09
机械工业标准化与质量(2022年7期)2022-08-12
山东冶金(2022年2期)2022-08-08
机械管理开发(2022年6期)2022-07-14
一重技术(2021年5期)2022-01-18
内燃机与配件(2022年2期)2022-01-17
装备制造技术(2021年1期)2021-05-21
装备制造技术(2020年12期)2020-05-22
时代农机(2018年8期)2018-10-26
制造技术与机床(2017年6期)2018-01-19
