引进型300 MW 亚临界机组凝汽器改造及效果分析
2013-11-25 02:44张建国李明胡幼平阳超
湖南电力 2013年2期
张建国,李明,胡幼平,阳超
(1. 大唐湘潭发电有限责任公司,湖南 湘潭411102;2. 国网湖南省电力公司电力科学研究院,湖南 长沙410007)
火电厂凝汽器在运行中影响着机组运行的经济性和安全稳定性。由于早期300 MW 机组配套的凝汽器换热管管束布置不合理,造成其换热效率不高,而且因换热管为铜管,经10 年以上时间运行后,铜管腐蚀穿孔和内壁结垢现象严重。
进行凝汽器改造以提高其换热效果,选用合理的换热管材质和布管方式是关键。通过研究确定采用塔型侧抽式管束布管方式加不锈钢管的匹配方式,在传热学角度、力学角度和抗蚀性能等方面都具有良好的效果,具有一定的应用价值。
1 改造的必要性
某电厂安装的#1 汽轮机组为国产引进型300 MW 亚临界机组,循环水系统采用开式循环供水,水源为湘江水。凝汽器1998 年投产,型号为N -18250 -2,型式为单壳体,双流程,表面式,布置形式为横向布置(铜管长度方向和汽轮机组轴系方向垂直),其设计参数见表1。
早期投产的凝汽器管束布置不合理,换热效率不高。该厂#1 机凝汽器铜管运行14 年后结垢腐蚀较为严重,机械清洗难以清除垢质,年平均端差在7 ~8 ℃,冬季最大达到10 ℃以上,换热效果差影响凝汽器真空;2008 年进行了一次酸洗,垢质清除效果比较明显,但酸洗后出现了1 000 多根铜管泄漏,运行2 年后铜管再次结垢,考虑到凝汽器铜管部分已发生点蚀穿透,如再次进行酸洗,对已发生点蚀的铜管会因附着的垢质溶解可能出现大面积泄漏。综合考虑机组运行的安全性、经济性,很有必要对凝汽器进行改造。
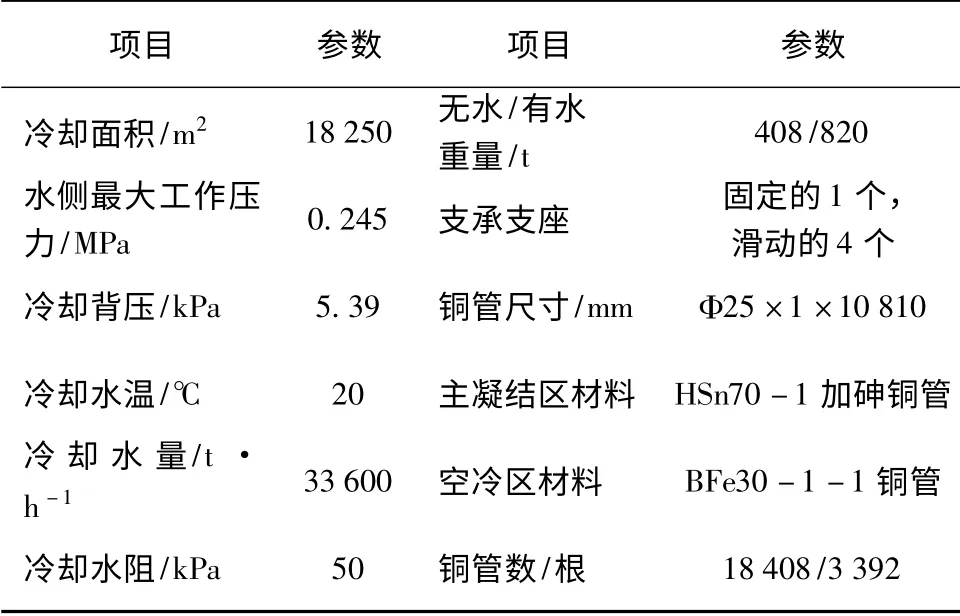
表1 凝汽器改造前主要技术参数
2 改造的性能分析
2.1 凝汽器的性能计算依据
传热系数 KT= K0βtβmβc式中参数的确定,参照文献〔1〕:K0为基本传热系数,W/ (m2·K),根据冷却管外径和管内平均流速查《基本传热系数曲线》所得;βt为冷却水进水温度修正系数,根据冷却水进水温度查冷却水进口温度修正系数曲线所得;βm为冷却管管材和壁厚修正系数,根据冷却管材料和壁厚查管材和壁厚修正系数所得;βc为凝汽器清洁度系数。
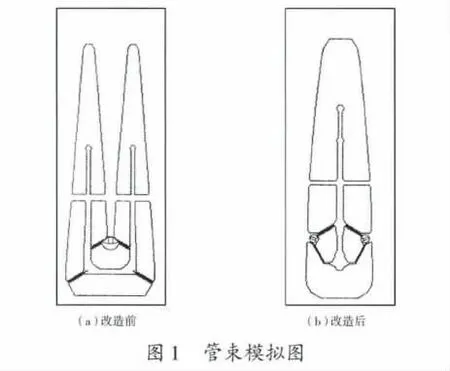
2.2 改造前后管束模拟图
绘制改造前后管束模拟图如图1。通过对改造前后空气浓度流场、热负荷、速度流场、压力场进行综合模拟分析,结果显示,在新的管束布置方式下,凝汽器蒸汽流场更均匀,凝汽器总体换热效果可以得到较大程度的提高。
2.3 新管束排列
新管束拟采用塔型排列,这种管束排列全周进汽,有较大的蒸汽通道和平稳流场分布,具有汽阻小、传热系数高、热负荷分布均匀、无明显蒸汽涡流区和空气聚集区的特点。新管束排列示意图如图2。另外蒸汽主通道通畅,流场平稳,有利于凝结水回热和除氧。经过正在运行的多台机组试验证明,这种管束布置方式的传热性能明显优于其他管束布置方式。

2.4 相关计算
通过计算分析,确定改造后的凝汽器主要性能参数见表2—4,表2 为技术性能指标,表3 为主要设计材料,表4 为THA 工况热力计算表。
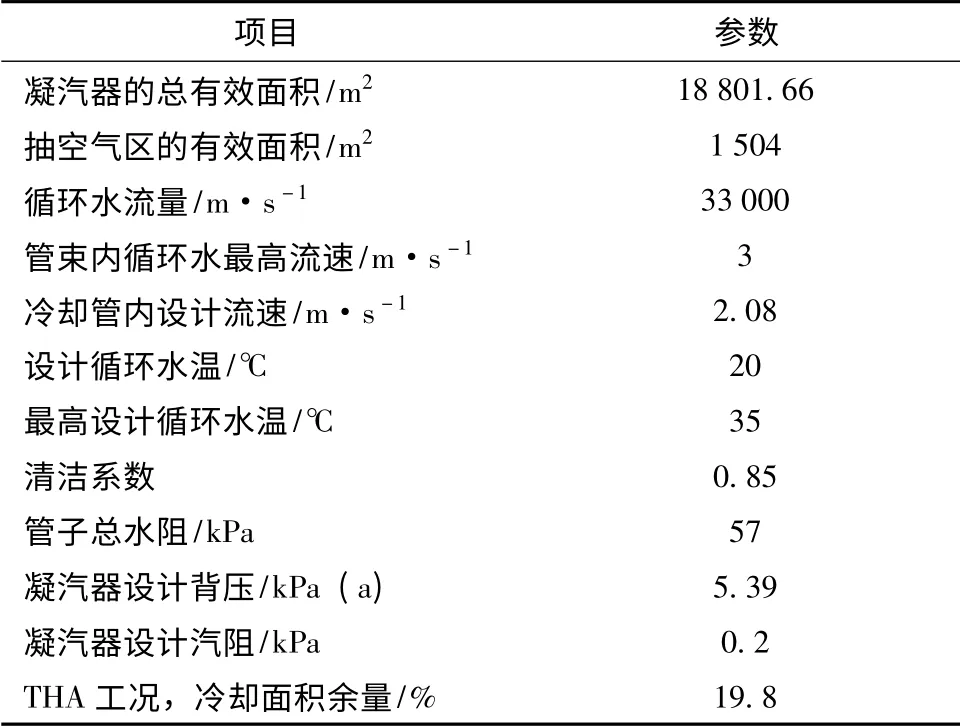
表2 技术性能指标
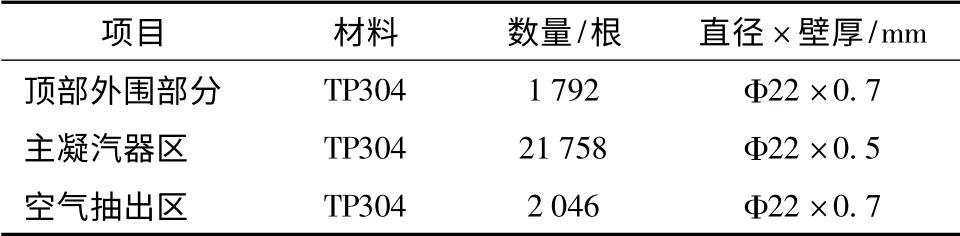
表3 主要设计材料表
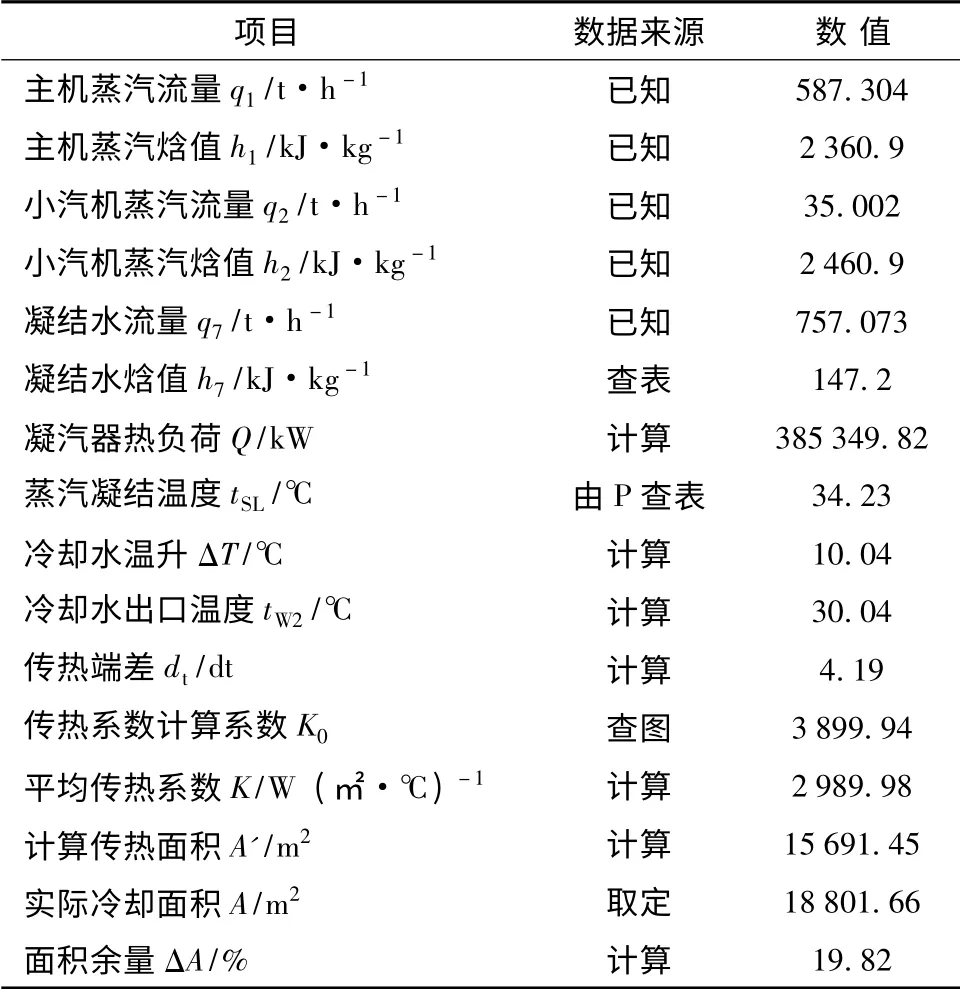
表4 THA 工况热力计算表
3 改造施工方案
在保留现有凝汽器外壳及支撑方式不变、与低压缸的连接方式不变、保留喉部内所有支撑件和设备的条件下,重新设计凝汽器内部结构,优化管束布置方式,将冷却管更换为TP304 不锈钢管,冷却管与管板间采用胀接和氩弧焊接的连接方式,将旧管板更换为复合管板,更换凝汽器内部附件,并对水室进行防腐处理。
1)凝汽器的加固:对与凝汽器连接的相关伸缩节用钢板或#12 槽钢进行加固保护,与凝汽器壳体相连的管道、阀门进行隔离保护。
2)拆除凝汽器弧形水室:拆除弧形水室时要对其进行保护,并不损伤螺丝孔,保证回装时与水室结合面的严密性。
3)拆除凝汽器旧冷却管:旧冷却管采用拔管机或人工的方法进行拆除。
4)拆除凝汽器管板、中间隔板及附件。
5)凝汽器管板、隔板及附件安装:隔板的管孔中心,与两端管板相对应的管孔中心的不同心度应≤3 mm,中心找好后应按规定调整各道隔板管孔中心的抬高或降低。管、隔板对底板应保证垂直,其垂直度≤1 mm/m,两端管板标高应一致,管板平面应平行,板间距离分区多点检查,其偏差均应≤30 mm,以确保管子长度够用。管板、隔板找正结束后要采取固定措施对管、隔板进行固定,防止焊接时发生变形。并按不同区域分别进行试穿冷却管,试穿正常。
6)焊接:为了防止前后管板的焊接变形,焊接时应采用内外对称、分段焊接,控制系统热量的输入量减小焊接变形。焊接首先对管板进行焊接,汽侧同种钢材质焊接面采用J422Φ4.0 焊条进行打底,再用J507Φ4.0 焊条进行盖面;水侧复合层面采用A302Φ3.2 焊条进行焊接,焊缝厚度必须符合设计图纸的要求。
7)新冷却管的安装、胀接:穿管时检查管端,清理管口毛边,管头应光洁无油垢,氧化层、尘土、蚀坑和纵向沟槽、露出金属光泽,对管子胀接部位,确保其无油、异物及毛刺。不锈钢管胀口应无欠胀或过胀现象,胀口处管壁胀薄约5% ~10%,胀管后内径的合适数据Da应为:

式中 D1为管板孔直径;α 为扩张系数;t 为不锈钢管壁厚。
8)不锈钢管口焊接
不锈钢管口的焊接应包括清洗、挡风、焊前检查、外观着色检验、清理和灌水检漏等工作。
9)凝汽器水室防腐
用压缩空气吹扫凝汽器水室内的灰尘,全面清理凝汽器水室,要求水室表面洁净、干燥、无杂物。对洁净的水室表面均匀喷涂KHS -1 防腐胶,胶层必须均匀平整,避免流挂下坠现象。
4 改造后的经济性分析
4.1 性能试验分析
改造后按照文献〔2 -3〕#1 机组凝汽器改造后进行性能验收试验,结果见表5。
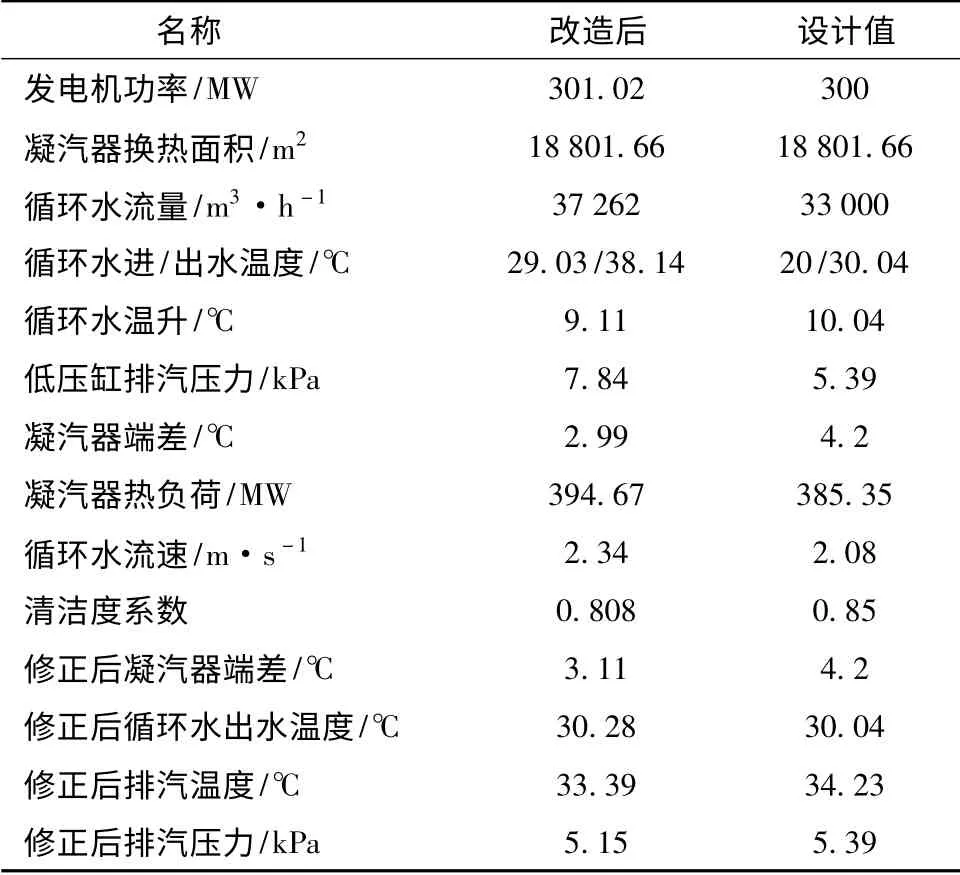
表5 改造后性能试验结果与设计值比较
从表5 数据分析可知,凝汽器改造后效果良好。修正到流量为设计值33 000 m3/h,进水温度20 ℃,清洁度系数0.85 时,在2 个300 MW 工况试验时凝汽器端差平均值为3.11 ℃,比设计值4.2 ℃偏低1.09 ℃,排汽压力平均值为5.15 kPa,比设计值5.39 kPa 偏低0.24 kPa。
4.2 运行参数直接对比分析
180 MW 工况参数对比情况表,见表6;同型号机组参数对比情况表,见表7。
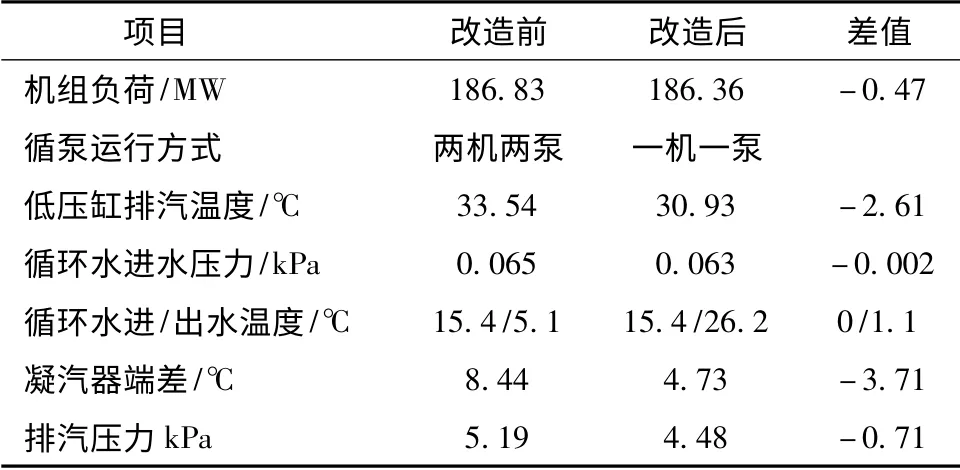
表6 180 MW 工况参数对比情况

表7 同型号机组参数对比数据情况
从表6,7 改造前后对比数据分析:改造后同负荷下排汽压力降低了0.71 kPa;凝汽器端差降低了3.71 ℃。
与同型号的#2 机组对比,#1 机组凝汽器排汽压力、端差等指标改造后明显优于#2 机组,改造后换热效果明显改善(忽略#2 机凝汽器老化因素)。
改造后#1 机组凝汽器能满足各种工况需求,且未发现其它影响安全的问题。
5 结论
1)凝汽器改造后各项性能指标均达到或优于设计值,换热效果改善,运行经济性明显提高;能满足各种工况安全稳定运行;彻底杜绝因换热管泄漏引起的水质问题,可靠性显著提高,间接经济效益明显;改造达到预期目标。
2)改造施工工期为30 ~35 d,利用火电厂300 MW 机组B 级以上的检修机会可完成。
〔1〕DL/T 932—2005 凝汽器与真空系统运行维护导则〔S〕. 北京:中国电力出版社,2005.
〔2〕DL/T 1078—2007 表面式凝汽器运行性能试验规程〔S〕. 北京:中国电力出版社,2007.
〔3〕JB/T 3344—1993 凝汽器性能试验规程〔S〕. 北京:中国机械工业出版社,1993.
猜你喜欢
核安全(2022年3期)2022-06-29
军民两用技术与产品(2021年2期)2021-04-13
模具制造(2019年10期)2020-01-06
中国核电(2019年1期)2019-03-26
橡塑技术与装备(2018年18期)2018-09-22
发电设备(2017年1期)2017-02-07
制造技术与机床(2017年12期)2017-02-02
橡塑技术与装备(2015年12期)2015-10-10
世界制造技术与装备市场(2015年6期)2015-02-28
东方汽轮机(2014年3期)2014-02-08