
快走丝线切割加工工件表面质量影响因素分析
2013-11-25 09:24孙永吉
机械管理开发 2013年3期
孙永吉
(兰州工业学院,甘肃 兰州 730050)
0 引 言
快走丝线切割机是采取线电极高速往复供丝的方式,线电极的损耗均匀地分布在近400 m电极丝上,虽然电极丝的损耗极小,但电火花线切割机工作时影响其加工工件表面质量的因素很多,更需要对其有关加工工艺参数进行合理选配,才能保证所加工工件表面质量。
为了改善加工工件表面质量,可以从影响最大的人为因素、机床因素和材料因素等三方面来考虑对加工质量的控制方式和改进方法。本人在教学、科研和生产实践中对影响线切割加工工件表面质量的相关因素方面做了一些探索和研究,在DK7740e电火花线切割机床的实际应用中,使加工工件表面质量得到了很大的提高。
1 人为因素的控制与改善
人为因素的控制与改善主要包括加工工艺的确定和加工方法的选择,这可以通过以下方法来实现[1]。
1.1 合理安排切割路线
尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因切割路线安排不合理而产生显著变形,致使切割表面质量下降。切割路线的走向和起点选择不当,也会严重影响工件的加工精度。如图1所示,加工程序引入点为A,起点为a,则切割路线走向有:
1)A—a—b—c—d—e—f—a—A
2)A—a—f—e—d—c—b—a—A
如选2)的路线加工,加工至f点后的工件刚度就降低了,容易产生变形而破坏加精度;如选1)的路线加工,则可在整个加工过程中保持较好的工件刚度,加工变形小。一般情况下,合理的切割路线应是工件与其夹持尺寸分离的切割段安排在切割程序的末端。若加工程序引入点为B,起点为d,则不论选哪条路线加工,其切割精度都会受到材料变形的影响。
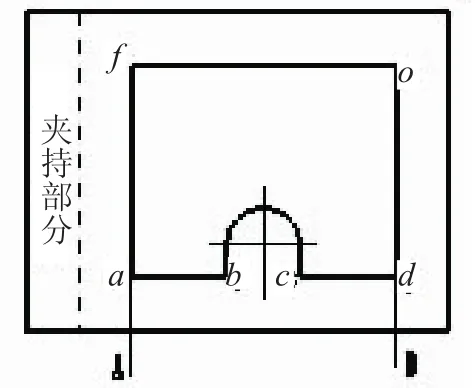
图1 切割路线示意图
1.2 正确选择切割参数
对于不同的粗、精加工,其丝速和丝的张力应以参数表为基础作适当调整,为了保证加工工件具有更高的精度和表面质量,可以适当调高线切割机的丝张力,虽然制造线切割机床的厂家提供了适应不同切割条件的相关参数,但由于工件的材料、所需要的加工精度以及其他因素的影响,使得人们不能完全照搬书本上介绍的切割条件,而应以这些条件为基础,根据实际需要作相应的调整。例如若要加工厚度为27 mm的工件,则在加工条件表中找不到相当的情况,这种条件下,必须根据厚度在20~30 mm间的切割条件做出调整,主要办法是加工工件的厚度接近哪一个标准厚度就选择其为应设定的加工厚度。
1.3 采用近距离加工
为了使工件达到高精度和高表面质量,根据工件厚度及时调整丝架高度,使上喷嘴与工件的距离尽量靠近,这样就可以避免因上喷嘴离工件较远而使线电极振幅过大影响加工工件的表面质量。
1.4 注意加工工件的固定
当加工工件即将切割完毕时,其与母体材料的连接强度势必下降,此时要防止因加工液的冲击使得加工工件发生偏斜,因为一旦发生偏斜,就会改变切割间隙,轻者影响工件表面质量,重者使工件切坏报废,所以要想办法固定好被加工工件。
1.5 注意各项电参数的调整
加工过程中应将各项参数调到最佳状态,以减少断丝现象。如果发生断丝势必会回到起始点,重新上丝再次进行加工,使加工工件表面质量和加工精度下降。在加工过程中还应注意倾听机床发出的声音,正常加工的声音应为很光滑的“哧-哧”声。同时,正常加工时,机床的电流表、电压表的指针应是振幅很小,处于稳定状态,此时进给速度均匀而且平稳。
2 影响线切割加工工件表面质量的机床因素的控制与改善
高速走丝电火花线切割机属于高精度机床,机床的维护保养非常重要,因为加工工件的高精度和高质量是直接建立在机床的高精度基础上的,因此在每次加工之前必须检查机床的工作状态,才能为获得高质量的加工工件提供条件[2]。需注意的环节和应采取如下措施:
2.1 检查电极丝的张力
在加工前,必须检查电极丝,电极丝的张力对加工工件的表面质量也有很大的影响,加工表面质量要求高的工件,应在不断丝的前提下尽可能提高电极丝的张力。
2.2 检查工作液的性能
高速走丝线切割机一般采用乳化油与水配制而成的工作液。火花放电必须在具有一定绝缘性能的液体介质中进行,工作液的绝缘性能可使击穿后的放电通道压缩,从而局限在较小的通道半径内火花放电,形成瞬时和局部高温来熔化并气化金属,放电结束后又迅速恢复放电间隙成为绝缘状态。绝缘性能太低,则工作液成了导电体,而不能形成火花放电;绝缘性能太高,则放电间隙小,排屑难,切割速度降低。加工前要根据不同的工艺条件选择不同型号的乳化液。再者必须检查与冷却液有关的条件,检查加工液的液量及赃污程度,保证加工液的绝缘性能、洗涤性能、冷却性能达到要求。
2.3 检查导电块的磨损情况
高速走丝线切割机一般在加工了50~80 h后就须考虑改变导电块的切割位置或者更换导电块,有脏污时需用洗涤液清洗。必须注意的是:当变更导电块的位置或者更换导电块时,必须重新校正电极丝的垂直度,以保证加工工件的精度和表面质量。
2.4 检查导轮的转动情况
若转动不好则应更换,还必须仔细检查上、下喷嘴的损伤和脏污程度,用清洗液清除脏物,有损伤时需及时更换。还应经常检查贮丝筒内丝的情况,丝损耗过大就会影响加工精度及表面质量,需及时更换。此外,导电块、导轮和上、下喷嘴的不良状况也会引起线电极的振动,这时即使加工表面能进行良好的放电,但因线电极振动,加工表面也很容易产生波峰或条纹,最终引起工件表面粗糙度变差。
2.5 保持稳定的电源电压
电源电压不稳定会造成电极与工件两端不稳定,从而引起击穿放电过程不稳定而影响工件的表面质量。
3 影响线切割加工工件表面质量的材料因素控制与改善
为了加工出尺寸精度高、表面质量好的线切割产品,必须对所用工件材料进行细致考虑:
3.1 工件材料的物理性能
由于工件材料不同,熔点、气化点、导热系数等都不一样,因而即使按同样方式加工,所获得的工件表面质量也不相同,因此必须根据实际需要的表面质量对工件材料作相应的选择[3]。例如要达到高精度,就必须选择硬质合金类材料,而不应该选不锈钢或未淬火的高碳钢等,否则很难达到所需要求。
3.2 工件材料内部残余应力
由于工件材料内部残余应力对加工的影响较大,在对热处理后的材料进行加工时,由于大面积去除金属和切断加工会使材料内部残余应力的相对平衡受到破坏,从而可能影响零件的加工精度和表面质量。为了避免这些情况,应选择锻造性好、淬透性好、热处理变形小的材料。
4 总 结
影响快走丝电火花线切割加工工件表面质量的因素很多,只要操作人员有针对性的对其进行分析,就可以对影响因素进行控制,从而改善和提高工件表面质量。
[1]胡国军.线切割加工工件表面质量的改善与提高[J].机床与液压,2004,(4):170-171.
[2]彭小梅,刘华.改善线切割加工表面粗糙度的措施[J].电加工与模具,2000(1):48.
[3]张学仁.数控电火花线切割加工技术[M].哈尔滨:哈尔滨工业大学出版社,2000.
猜你喜欢
中国设备工程(2022年12期)2022-07-11
数学小灵通·3-4年级(2020年11期)2020-12-14
数学小灵通·3-4年级(2020年3期)2020-06-24
山东冶金(2019年6期)2020-01-06
制造技术与机床(2019年2期)2019-03-06
山东冶金(2018年6期)2019-01-28
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
