低成本全自动无人套袋机控制系统的设计与实现
2014-01-29 08:35濮阳职业技术学院
电子世界 2014年18期
濮阳职业技术学院 王 亚
低成本全自动无人套袋机控制系统的设计与实现
濮阳职业技术学院 王 亚
选用单片机作为系统控制核心使套袋机实现全自动。同时,通过全部使用气缸实现低成本。本文从套袋动作解析、控制系统设计、单片机编程实现等方面阐述了低成本全自动无人套袋机控制系统的设计与实现方法。
套袋机;上袋机;全自动;气缸;单片机
引言
套袋机也叫上袋机,是一种代替人工往物料灌装机械上套装各种包装袋的机械。自动套袋机代替了手工套袋,为企业实现了包装自动化,操作员只要一次性将几百个包装袋,放在设备的取袋部,设备机械会自动的取袋、列印日期、开袋、给计量装置信号计量并落料、封口、输出。包装全过程无需人工作业,有效的提高了生产效率,节约了人工费用及管理费用,大幅降低了成本。
套袋机的适用范围极其广泛。可用于纸塑复合、塑塑复合、铝塑复合、PE复合等类型的预制好的包装袋,也可以用于普通编织袋。此外,还可以一机多用,只需根据不同的物料配套不同的下料计量装置能实现颗粒、粉末、块状、液体、软罐头、玩具、五金件等产品的全自动包装。目前,套袋机常常作为自动化配料包装码垛生产线的一部分随整个生产线一起销售。由于整个生产线价格高昂,通常从几十万到几百万人民币,一般的小厂无力购买,不得不选择人工套袋。然而在人工套袋中,除长期人工成本和管理成本不断增加外,工人还必须承受大量粉尘污染的侵害,于是研发低成本的无人化自动套袋机械势在必行。
1.系统组成
自动套袋机由机架、单片机控制器(带液晶屏)、空气压缩机、电机、真空泵、电磁阀、气缸、传感器等元器件组成。以单片机为控制核心的控制系统,控制各个气动或电动执行机构的协调工作,完成一系列动作,使包装袋套在灌装机构上。其操作方便,并配有检测装置,可以检测机器在没有包装物或包装袋没有打开的情况下使充填装置不进行充填,热封装置不封口,从而避免浪费包材和原料。
2.套袋机自动套袋动作解析
套袋机分为吸袋、給袋、运袋、开袋、插入、撑袋、套袋、夹袋、抽离、复位、封口等步骤。其动作解析如下:
(1)吸袋
控制电磁阀a使吸袋气缸下行,并使真空泵的电磁阀b打开将袋仓中的袋子吸住,之后使气缸上行,上行过程中有个上下往复的抖动动作,避免粘连。
(2)给袋
控制电磁阀c,使給袋气缸給袋,并使給袋拨片动作,完成給袋。
(3)运袋
电机转动经皮带传动带动辊子转动,将袋子从袋仓滚动到开袋工位。
(4)开袋
控制电磁阀d,使开袋气缸下行,同时控制电磁阀b使开袋工位的下方的气管和上方的气管打开抽真空,吸住袋子后,气缸上行,使袋口打开。
(5)插入
控制电磁阀e,使短气缸回缩,带动撑袋机构插入袋口。
(6)撑袋
控制电磁阀f,使撑袋气缸撑住袋口。
(7)套袋
控制电磁阀g,使长气缸撑开,把袋子套入出料口。
(8)夹袋
控制电磁阀h,使气缸动作,通过打开出料口把袋子夹在出料口上。
(9)抽离
控制电磁阀e,使短气缸也撑开,将撑袋机构抽离出料口。
(10)复位
控制电磁阀g,使长气缸回缩;同时控制电磁阀f,使撑袋气缸松开撑袋,回归原位。
(11)封口
待下料结束,控制电磁阀h,使出料口关闭;同时控制电磁阀i,使封口气缸动作,排除袋子中的气体,进行热封或列印日期。封口动作也有减少灰尘污染的作用。
其中,如表1所示,电磁阀e控制的短气缸和电磁阀g控制的长气缸串联来控制套袋臂的工位,通过四种排列组合,得到四个工位,巧妙的满速了实际需求,代替了价格较为高昂的伺服电机或者步进电机,并且有更好的长期稳定性,不易发生故障,效果良好。
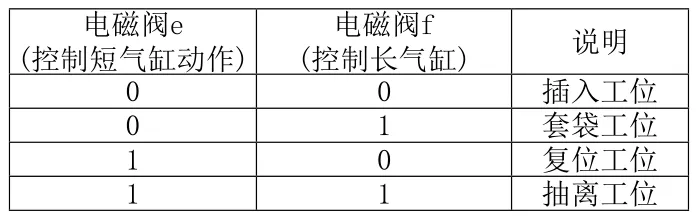
表1 串联气缸逻辑控制功能表
3.控制系统原理
当用户开启系统总闸,整个系统上电,空气压缩机、真空泵、皮带电机开始得电工作,此时单片机控制器也得电处于待命状态。按下开始按键,单片机控制器即控制各个执行机构开始套袋动作。当袋子用完,或者出现套袋故障时,报警器会报警,提醒操作人员进行补袋或者进行故障处理。按停止按钮,系统则会停止套袋动作。关闭系统总闸,则所有设备失电停止工作。
单片机控制器选用STC12C5A32S2单片机作为系统控制核心,并配以19264LCD液晶屏、薄膜按键、蜂鸣输出,以及一系列PLC式的标准光耦隔离输入和继电器输出。STC12C5A32S2的LQFP-48封装机型含有44个IO口,有29K的掉电不丢失的EEPROM存储空间和31K的flash程序存储器,还具备8路10位AD,功能强大。
全自动套袋机的IO分配方面,套袋机本身至少需要10个输出口,4个输入口。由此,单片机控制器的所有IO引脚中,有12个(2个备用)分配给可承载220AC1A的继电器输出端口,12个(8个备用)分配给光耦隔离输入端口,5个分配给薄膜按键接口用于调整延时时间之类的参数设置,1个分配给蜂鸣器输出。此外,LCD的数据输入输出需要8个引脚,LCD的其余控制引脚,PSB、E1、E2、RST、RS、RW又需要6个引脚。至此,44个引脚分配完毕。
4.软件设计
单片机上电后首先进行初始化CPU、LCD,读取EEPROM中存储的设置,显示开机字幕,使蜂鸣器发音等初始化工作。然后,进入无限循环,包括传感器扫描处理,按键扫描处理,系统参数保存处理,显示信息,状态输出。其中状态输出是软件的核心部分,包含一系列条件输出。按照套袋机的工作步骤,根据时间和输入条件,判断出当前应该的状态,使输出端口输出0或者1,进而控制电磁阀,进而控制气缸等执行机构,完成套袋工作。
5.结束语
由于全部使用气缸,而气缸具有较大弹性的特点,避免了加工特别精密的零件;同时通过巧妙的设计,代替了伺服电机等成本较为高昂的元件,成本大幅度降低,达到了低成本的效果。这使得一些原本无力购买整条包装码垛生产线的小厂也有了使用条件,大大扩大了市场接受度,为中小企业提高自动化生产程度,提高生产率,降低生产成本,以及减少污染、保护工人等起到了很大作用,取得了良好的市场效益和社会效益。
[1]张碧波.浅谈包装码垛自动生产线的发展、应用现状及发展趋势[J].中国高新技术企业,2008(23).
[2]STC12C5A60S2系列单片机器件手册[Z].宏晶科技,2014.8.
王亚(1981—),男,河南濮阳人,濮阳职业技术学院教师。
猜你喜欢
今日农业(2022年15期)2022-09-20
花火·绘阅读(2021年1期)2021-09-10
科学大众(2020年12期)2020-08-13
学苑创造·C版(2019年4期)2019-05-09
中国果业信息(2019年1期)2019-01-05
时代农机(2018年5期)2018-02-01
商业文化(2017年26期)2017-03-20
学苑创造·C版(2016年12期)2017-01-17
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
山西果树(2014年3期)2014-07-15