
一种富液式铅酸蓄电池内化成工艺研究
2014-02-27 02:11司凤荣彭澎叶烽
船电技术 2014年7期
司凤荣,彭澎,叶烽
一种富液式铅酸蓄电池内化成工艺研究
司凤荣,彭澎,叶烽
(武汉船用电力推进研究所,武汉 430064)
研究了一种富液式铅酸电池内化成工艺。试制了一批样品电池,对四种内化成制度和不同化成温度进行了试验,并对正极添加剂进行了筛选。实验结果表明:①内化成制度Ⅳ最优;②如果电解液的温度高于20℃,注液过程中或之后应采取冷却措施;③两种正极添加剂均可提高正极化成效率,其中5#配方(添加5%四氧化三铅)性能最优,化成效率相对空白样品电池提高了13.5%左右。
铅酸蓄电池 内化成
0 引言
铅酸蓄电池的化成分为内化成和外化成两种。外化成是利用特制的化成槽配备稀硫酸电解液,利用化成充电机来完成极板的化成过程。内化成是将固化干燥完的生极板组装成蓄电池,注入电解液经配组后进行的充电化成方式。
与外化成工艺相比,蓄电池内化成工艺相对简单,生产周期短、节能降耗、节约场地,工序少,不用购置化成槽等设备。另外,内化成工艺减少了废水的处理,省去了防酸雾处理等设备,大大降低了极板制造成本。但内化成比外化成更难彻底,特别是正极板化成效率低,电池容量受到限制。
传统富液式铅酸蓄电池电池一般采用外化成工艺。本文探讨了一种富液式铅酸蓄电池的内化成工艺,以缩短蓄电池化成时间,提高化成效率。
1 试验
1.1 样品电池的制备
按照合金配制、板栅及零件浇铸、铅粉制造、铅膏制造、极板填涂、固化干燥、化成、装配等工序试制2 V400 Ah样品电池,每种正极铅膏配方试制3只,7种配方共21只样品电池,干态电池重量为(19.91~20.10)kg。电解液密度(1.250± 0.005)g/cm3(30℃),灌酸量5.6 kg/只。
1.2试验内容
1.2.1化成制度的选择
内化成制度分为六个阶段,其中四个充电阶段,两个静置加水阶段,总化成时间60 h(见表1)。
1-1#(化成制度Ⅰ)、1-3#(化成制度Ⅱ)、2-1#(化成制度Ⅰ)、2-3#(化成制度Ⅱ)、4-1#(化成制度Ⅲ)、4-3#(化成制度Ⅳ)、6-1#(化成制度Ⅲ)、6-3#(化成制度Ⅳ)样品电池参加了化成制度试验。

1.2.2电解液温度确定
由生极板组装的蓄电池,当注入硫酸水溶液后,在浸泡期内,电极上的铅膏与硫酸将发生化学反应。伴随化学反应的进行,蓄电池中硫酸溶液和浓度不断下降,同时释放出反应热。表现为蓄电池体系内温度升高。内化成过程中电解液温度容易超过45℃,高温容易使负极添加剂分解,正极板疏松,活性物质粒径变大,反应面积减小,影响电池容量及寿命。因此,在灌酸前将电解液降温,配以循环水进行冷却,可确保蓄电池的温度不会超过45℃,有效保证内化成效率。
3-1#、3-3#、5-1#、5-3#、7-1#、7-3#样品电池参加电解液温度试验,均采用化成制度Ⅳ。
1.2.3正极添加剂的选择
正极是铅酸电池容量控制电极,要提高电池的比能量,必须设法提高正极活性物质利用率。进行蓄电池内化时,由于电解液浓度太高对活性物质转化不利,内化成使极板化成较难彻底,尤其是正极化成效率低,使蓄电池容量受到限制。因此,正极活性物质中应添加一定量合适的添加剂,以缩短化成时间,提高化成效率。在正极铅膏中分别加入占铅粉总质量的3%、5%、8%的PbO2及5%、10%、15%的Pb3O4(见表2)。正、负极铅膏为传统配方。
1-2#、2-2#、2-2#、3-2#、4-2#、5-2#、6-2#、7-2#样品电池参加了正极添加剂筛选试验,均采用化成制度Ⅳ。
2 试验结果及讨论
2.1 化成制度结果分析

从表3可以看出,采用四种不同的化成制度后,样品电池5 h率初容量总体差别不大。采用化成制度Ⅰ、Ⅱ的样品电池初容量相当,而采用化成制度Ⅲ、Ⅳ的样品电池初容量较化成制度Ⅰ、Ⅱ的高,同时采用化成制度Ⅳ的样品电池较制度Ⅲ的初容量高,4#、6#两种配方样品电池采用化成制度Ⅳ的较制度Ⅲ的初容量占额定容量百分比分别高出1.2%、2.1%。因此化成制度Ⅳ最佳。
2.2 电解液温度分析
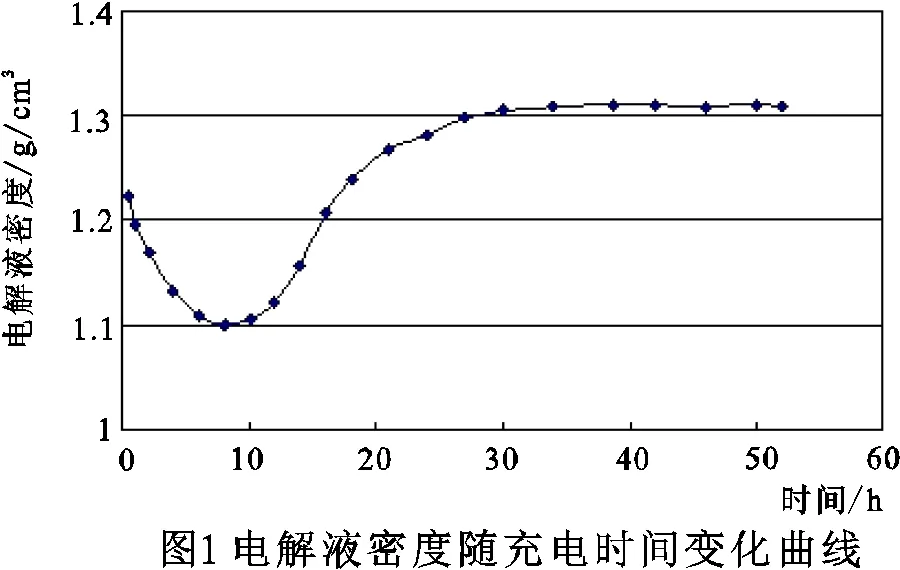
图1、2为3-1# 样品电池电解液温度、密度随时间变化曲线(自来水循环冷却)。
从图2及表4可以看出,在有外部冷却水(常温自来水,20℃左右)的情况下,样品电池实际最大温升发生在灌酸的初期,为21.6~27.1℃。而根据理论计算,生极板中的PbO约有50%~60%与硫酸发生中和反应。参加反应的PbO的量与电解液温升之间的关系,大体可以看成线性关系,即反应的PbO每增加5%,温度上升3℃。据此推算,样品电池的温升在没有冷却水的条件下为30~36℃左右。
注:① 灌酸后静置4 h;②0.35I5充电2 h;③0.95 I5充35 h;④静置2 h加水650 mL;⑤0.95 I5充15 h;⑥静置2 h补水500 mL;⑦0.95 I5充电4 h。

因此,如果电解液的温度高于20℃,注液过程中或之后应采取冷却措施,这样才能保证注液后蓄电池4h内温度降低至45℃以下,不延误化成开始的时间。
2.3 正极添加剂结果分析
图3为各样品电池5h率放电镉压图。
表5为不同正极添加剂对应的蓄电池的初容量。
从图3可以看出,5-2#~7-2#样品电池正镉压相对较高,负极镉压与其它样品电池相当,放电时电池电压(正、负极镉压差)更高,放电时间更长。从表7可以看出,2-2#~7-2#样品电池5h率初容量均超过了1-2# 空白样品电池,其中5-2#~7-2# 样品电池的初容量均超过了额定容量的95%,5-2# 样品电池的初容量达到额定容量的101.4%。表7为不同正极添加剂对应的蓄电池内化成后正极活性物质分析结果,从表中也可以看出,2-2#~7-2#电池正极活性物质已经化成较彻底,均超过了空白样品电池的75.26%。

表6为不同正极添加剂对应的蓄电池内化成后正极活性物质分析结果。

试验表明,两种添加剂均可提高正极化成效果。其中添加四氧化三铅的效果更明显,而5#配方性能最优,即正极添加5%的四氧化三铅相对空白样品电池内化成效率提高了13.5%左右。
3 结论
1)内化成制度Ⅳ最优,即0.35I5A充电2 h→ 0.95 I5A充电35 h→静置2 h加水650 mL→0.95 I5A充电15 h→静置2 h加水500 mL→0.95 I5A充电4 h。总化成时间60 h;2)在有外部冷却水(常温自来水)的情况下,内化成过程中样品电池最大温升为21.6~27.1 ℃。
因此,如果电解液的温度高于20℃,注液过程中或之后应采取冷却措施,才能保证注液后蓄电池4 h内温度降低至45℃以下,不延误化成开始的时间;
3)正极添加一定量的四氧化三铅、二氧化铅均可提高化成效率,其中添加5%四氧化三铅性能最优,化成效率相对空白样品电池提高了13.5%左右。从成本的角度考虑,添加四氧化三铅也比二氧化铅更便宜。
[1] 刘广林. 铅酸蓄电池工艺学概论[M]. 北京: 机械工业出版社, 2009.
[2] 张天任, 刘三元. 阀控密封铅酸蓄电池内化成充电方法探讨[J], 电动自行车, 2011, (4): 22-23.
[3] 魏杰, 林立. 阀控铅酸蓄电池内化成工艺[J]. 蓄电池, 2001, (3): 110-112.
[4] 潘孝坤, 闻海山, 谢立宏. 深循环电动助力车铅酸蓄电池固化内化成工艺[J]. 电池工艺, 2005, (1): 66-69.
[5] 瞿进, 孙玉仁, 唐晓东, 高安等. 铅酸蓄电池在内化成期间失重的研究[J]. 蓄电池, 2011, (5): 218-222.
Research on Container Formation of Lead-acid Battery
Si Fengrong, Peng Peng, Ye Feng
(Wuhan Institute of Marine Electric Propulsion,Wuhan 430064, China)
% PbO is the optimum, and the formation efficiency enhances 13.5% compared with the blank sample.
TM912
A
1003-4862(2014)07-0019-03
2013-07-30
司凤荣(1977-),女,高工。研究方向:化学电源。
猜你喜欢
蓄电池(2022年6期)2022-12-14
石油管材与仪器(2020年5期)2020-11-05
山东冶金(2019年5期)2019-11-16
环境保护与循环经济(2017年4期)2018-01-22
中国资源综合利用(2017年3期)2018-01-22
汽车维修与保养(2017年4期)2017-11-30
中学生数理化·高二版(2016年10期)2016-12-24
锻压装备与制造技术(2016年3期)2016-06-05
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
