
炮用象限仪示值误差的检定与调修
2014-03-22 12:00陈金刚
计量技术 2014年11期
王 伟 吴 丽 陈金刚
(中国兵器江南机器集团有限公司,湘潭 411207)
0 引言
炮用象限仪是兵器制造行业对产品靶场试验的主要测量仪器,用来测量炮身、炮架与水平面的夹角,从而保证弹丸飞行轨迹的正确无误。由于该设备具有体积小、便于携带、操作方便和测量精度高的优点,深受工厂、部队的欢迎。使用中的炮用象限仪由于磨损、磕碰等原因很容易失准,必须对其示值误差进行定期检定、调修。
对于炮用象限仪示值误差的周期检定工作,我国尚未制定检定规程和校准规范。各使用单位计量室均参照仪器生产制造厂《成品质量检验技术标准》[1]进行,由于无专用检测台,无三角专用检验铁,只能采用近似方法检定。对综合误差的检定,因条件有限只能放弃不检。由于该《成品质量检验技术标准》选择的受检点只是几个特殊角度,不能全面反映仪器精度,炮用象限仪在使用中经常发现检测数据不准、两台合格仪器出现检测数据矛盾的现象。本文介绍用光学分度头全面检定炮用象限仪的示值误差,克服了上述不足,对仪器的示值误差检定、调修十分方便。
1 炮用象限仪的结构原理
我国目前使用最多的炮用象限仪,一直是按照原苏联标准ГOCT3299—46《象限仪技术条件》[2]生产制造的,其结构如图1所示。炮位象限仪的示值是用“密位”作单位来表示角度值的,常用的1密位=1∕6000圆周角(也有少数用1密位=1/6400圆周角,需参照该炮位象限仪的使用说明书。“密位”是非法定计量单位,但是根据战争环境需要,在炮、枪、火箭发射装置等兵器装备上,仍普遍使用。)。
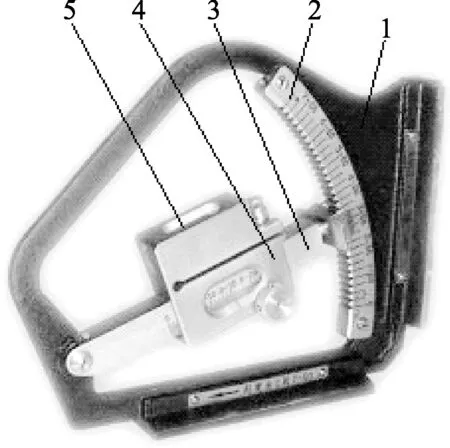
1.带有两个支持平面的象限仪框;2.带有两面分划的齿弧,分划刻度值为25密;3.带有精确分划的定向弧,其最小分划值为0.5密位;4.游标;5.水准器
2 炮用象限仪生产制造厂和使用单位现状
2.1 生产制造厂质量控制主要内容
1)定向弧精度的检验。在测试台上进行。将水泡座移动到刻线分别对准0-05,0-10,0-15,0-20,0-25密位位置,转动测试台分度盘,记录水泡移动偏移零位的数值,要求≤±1格。
2)齿弧精度的检验。使用三角专用检验垫铁和水平平板。在齿弧的刻线1-00,2-00,3-00,4-00,5-00,6-00,7-25、7-50位置,将炮用象限仪放在与之对应的6°、12°、18°、24°、30°、36°、43.5°、45°三角专用检验垫铁上并定位于水平平板上,记录水泡移动偏移零位的数值,要求≤±1.7格。
3)综合精度的检验。使用三角专用检验垫铁和水平平板,分别在定向弧误差最大处和齿弧误差最大处,将象限仪放在相应角度块上,记录水泡移动偏移零位的值,要求≤±1.7格。
2.2 炮用象限仪使用单位现状
炮用象限仪的使用单位在周期检定时,由于没有专用检测台,也不可能制造一套与齿弧各角度相对应的三角形专用垫铁。具了解,各使用单位计量室只能根据自身现有的计量检测设备,采用与生产制造厂家接近的检测方法来检定[3-4]。我单位计量室也不例外,在检定炮用象限仪定向弧精度、齿弧精度时,用正弦尺与量块组组合成相应的角度来代替三角形专用垫铁,此方法在检测角度≥30o时,操作难度加大、检测数据的误差也增大。对于象限仪示值的综合误差和仪器在45°~90°区间的示值误差等项目,由于无专用检具,只能放弃不检。
3 用光学分度头检测炮用象限仪示值误差
我们在10″光学分度头上安装一个简单夹具(见图2),方便的实现了炮用象限仪的检定、调修。

图2 自制专用夹具
具体做法如下:
1)在光学分头上,把炮用象限仪紧靠专用夹具的侧面挡块并固定于其底板上(见图3);
2)将炮用象限仪调整到0—00密位,转动光学分度头使水准器气泡居中。在光学分度头上读取起始零位读数;
3)依次调整炮用象限仪至各受检点,并转动光学分度头至各受检点相应角度上,读取水泡偏移格数(注:定向弧受检点为0-05,0-10,0-15,0-20,0-25密位5点,水泡偏移格数要求≤±1格;齿弧受检点为0-25,0-50,0-75,1-00,1-25,…7-00,7-25,7-50;然后换另一支持平面取7-50,7-75,8-00,8-25,…,14-75,15-00密位点,水泡偏移格数要求≤±1.7格);
4)分别找出定向弧和齿弧测得的水泡偏移误差值中的最大正值(无正值时取0)和最大负值(无负值时取0),从而得到炮位象限仪示值的最大综合误差,要求≤±1.7格,最大综合误差=两最大正误差值之和-两最大负误差值之和;
5)仪器调修人员可根据测得的误差值超差或误差值偏大位置,对定向弧、齿弧相关部位进行维修和校准。

图3 检测炮用象限仪的安装示意图
4 实例
编号16040WG 601型炮位象限仪示值误差检测(摘录)。检测定向弧误差时,齿弧位置为0-00数据记录如表1所示。
表1

象限仪校准点光学分度头对初始零位位置读数差水准器读数(格)正向反向误差值(格)0-000°00′00″0 00 10 050-050°18′00″0 00 10 050-100°36′00″0 20 10 150-150°54′00″0 20 20 20-201°12′00″0 30 20 25∗0-251°30′00″0 20 20 2
检测齿弧误差时,定向弧位置为0-00数据记录如表2所示。
表2
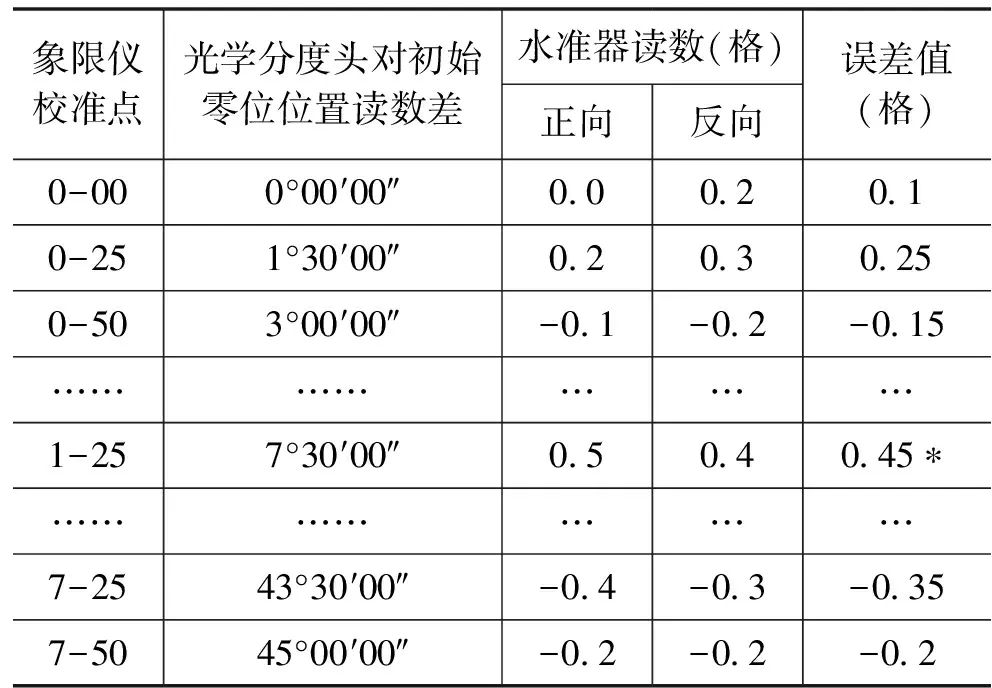
象限仪校准点光学分度头对初始零位位置读数差水准器读数(格)正向反向误差值(格)0-000°00′00″0 00 20 10-251°30′00″0 20 30 250-503°00′00″-0 1-0 2-0 15…………………1-257°30′00″0 50 40 45∗…………………7-2543°30′00″-0 4-0 3-0 357-5045°00′00″-0 2-0 2-0 2
将炮用象限仪另一支持平面固定于专用夹具的底板上,检测齿弧7-50至15-00密位误差。定向弧位置为0-00数据记录如表3所示。
表3
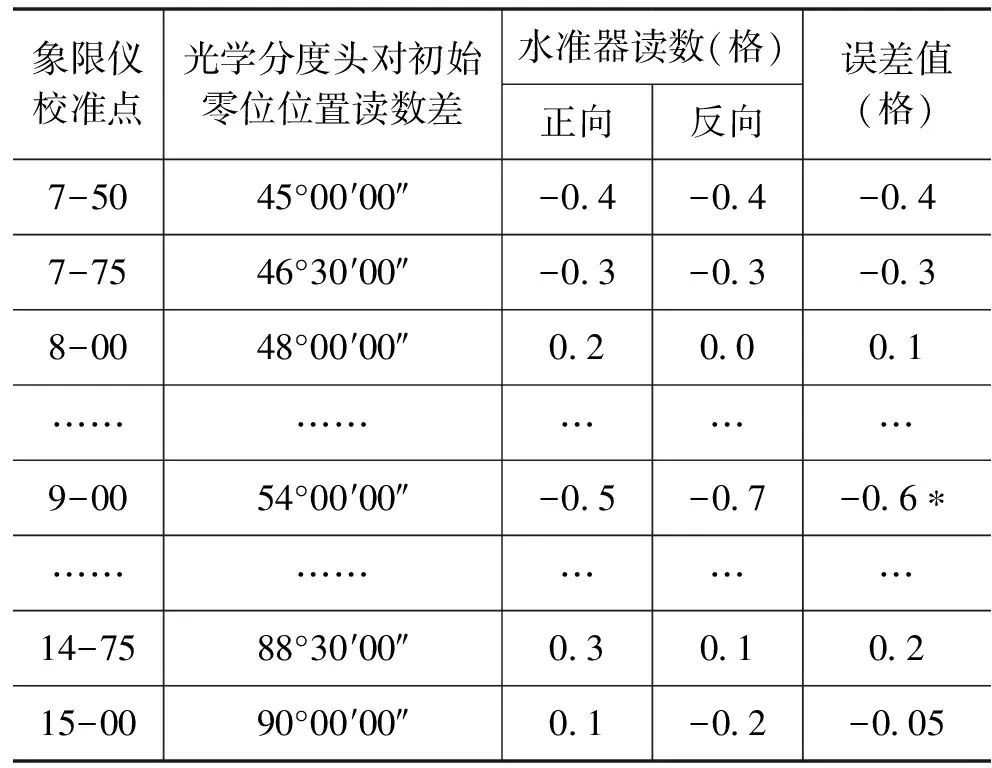
象限仪校准点光学分度头对初始零位位置读数差水准器读数(格)正向反向误差值(格)7-5045°00′00″-0 4-0 4-0 47-7546°30′00″-0 3-0 3-0 38-0048°00′00″0 20 00 1…………………9-0054°00′00″-0 5-0 7-0 6∗…………………14-7588°30′00″0 30 10 215-0090°00′00″0 1-0 2-0 05
结论:1)定向弧在0-00至0-25密位区间,示值误差=0.25-0=0.25(格);2)炮用象限仪全行程0-00至15-00密位(0°~90°),示值最大综合误差=(0.25+0.45)-[0+(-0.6)]=1.3(格)(角度值1′18″约0.4密位)。
5 检定方法的误差分析
检定方法的误差来源主要有如下几项:
1)作为角度标准的光学分度头,度盘刻度、度盘偏心和分度头主轴间隙等带来的误差均表现在光学分度头的极限示值误差内,本文采用取光学分度头正、反两次读数的均值为误差值消除了分度头的回程误差,10″光学分度头极限示值误差Δ1≤20″;
2)炮用象限仪水准器引起的误差Δ2≤10″;
3)炮用象限仪两基准面垂直度引起的误差Δ3≤10″;
4)炮用象限仪指标钳口与齿弧啮合不稳定引起的误差Δ4≤10″;
5)检定过程中初始零位对准Δ5≤6″,各检测点读数引起的误差Δ6≤6″,检定方法的不确定度

≈28″(约0.13密位)
该炮用象限仪允许误差为1′48″(0.5密位),检定方法的不确定度U99≈28″,由此可见,该检定方法可行。
6 结束语
用光学分度头全面检定炮用象限仪的示值误差有如下优点:
光学分度头是机械行业工厂必备的检测设备,它的分度精度很高,示值的不确定度极小。例如分度值1″的光学分度头不确定度U99≤2″,分度值5″的光学分度头不确定度U99≤10″,我们采用的10″光学分度头其不确定度U99≤20″(见JJG 57—1999光学、数显分度头检定规程[5]),远小于炮用象限仪示值允差的1/5,符合量传关系。
炮用象限仪在光学分度头上一次性装夹,可完成0-00到7-50密位工作段各项示值误差的检测,避免了用多个三角形专用垫铁或者正弦尺与量块组组合,多次装夹带来的测量误差,减少了操作难度。由于齿弧的每一位置使用时,数值都是独立的没有叠加等概念,原方法因选择受检点过少,而不能全面反映炮位象限仪精度。本文介绍的方法,可对0-00至15-00密位(0°~90°)全行程每一齿的精度进行检测,全面反映出炮用象限仪各点的误差。
仪器调修人员,可使用整形后的细小油石,分别对误差值超差或误差值偏大位置的定向弧、齿弧相关部位进行轻微的修锉,即可使该象限仪具有满意的精度结果。从实例中可以看出,炮用象限仪定向弧和齿弧的综合误差、最大综合误差均可通过数据处理而得到。
本方法也适用于89-PXY[博测]小型象限仪示值误差的检定。
[1]上海精密水平仪器有限公司.炮位象限仪《成品质量检验技术标准》.2002
[2]原苏联标准.ГOCT3299—46《象限仪技术条件》
[3]刘福才.用正弦规和量块检定炮用象限仪示值误差.计量技术,1993(8)
[4]余文卿.试述炮位象限仪的校验方法.计量与测试技术,1995(1)
[5]国家质量技术监督局.JJG 57—1999光学、数显分度头检定规程,1999
[6]孙自强.精密量仪检定与调修.中国计量出版社,2003
猜你喜欢
机械工业标准化与质量(2021年7期)2021-10-12
现代机械(2021年3期)2021-07-12
客车技术与研究(2019年5期)2019-10-24
长春师范大学学报(2018年8期)2018-08-17
质量技术监督研究(2018年1期)2018-03-26
中国公路(2017年11期)2017-07-31
小学生导刊(2017年13期)2017-06-15
电子设计工程(2015年3期)2015-02-27
决策与信息(2014年21期)2014-12-13
食品工业科技(2014年7期)2014-03-11
